1.本发明涉及注塑机控制技术领域,特别涉及一种注塑压力控制系统和控制方法。
背景技术:
2.目前,塑料制品在现代社会中被广泛使用,从生活用品到工业配件、医疗器械,到处都离不开塑料制品,人们对于塑料制品的质量要求也在逐步提升,但是传统的注塑成型的方法所制得的塑料制品因为在注塑过程的注射压力而产生一些变形,或者是由于保压过程中的保压压力不足产生收缩或者翘曲变形,因此如何有效地对注塑过程和成形过程进行精确有效的压力控制成为注塑生产中必须要考虑的问题。
3.专利号为cn 103481479 b的发明专利公开了一种注塑成型机的压力控制装置,该专利设置了保压部、计量部和预备注射部,其中,保压部基于利用检测螺杆沿轴心方向受到的力的力检测部检测出的力进行压力控制,此外,预备注射部基于利用树脂压力检测部检测的树脂压力进行压力控制。能够更加准确地检测出注塑成型机中的压力而进行压力控制。但是该专利无法对压力的变化速度进行精确的控制以及压力控制滞后,控制方法存在局限性。
技术实现要素:
4.针对上述注塑压力控制滞后,对压力变化速率无法精确控制的问题,本发明提供了一种注塑压力控制系统和控制方法,通过pid控制模块对注塑时的压力变化速率以及注塑压力进行控制方法,达到了对注塑压力和压力变化速率及时、精确控制的目的。
5.本发明的上述技术问题主要是通过下述技术方案得以解决的:本发明的一种注塑压力控制系统包括模具压力感应模块、喷嘴压力感应模块、比较模块、驱动控制模块、测速模块、pid控制模块和主控模块,所述模具压力感应模块和主控模块连接,所述主控模块和喷嘴压力感应模块连接,所述喷嘴压力感应模块和pid控制模块连接,所述驱动控制模块和测速模块以及pid控制模块连接,所述测速模块和比较模块连接,所述比较模块和pid控制模块连接,所述模具压力感应模块和pid控制模块连接,所述主控模块和pid控制模块连接。其中,所述测速模块用于获取螺杆的转动速度,所述比较模块用于输入待注射材料的注射时理想压力变换曲线。
6.作为优选,所述模具压力感应模块包括模具型腔压力传感器,所述模具型腔压力传感器和主控模块连接。所述模具压力感应模块还包括警示模块,当压力超过材料成型所需压力阈值时发出警报。
7.作为优选,所述主控模块包括取样模块、处理模块和参数配置模块,所述参数配置模块和喷嘴压力感应模块连接,所述处理模块和pid控制模块连接。所述取样模块用于获取待加工材料的注塑时各阶段的压力阈值以及注塑各阶段的时间阈值,所述处理模块用于获取压力信号,并将其传输至pid控制模块。所述喷嘴压力感应模块包括高温熔体压力传感器。
8.作为优选,所述驱动控制模块包括转速信号整形模块,所述信号转换模块和pid控制模块连接。所述信号转换模块将转速信号转换为控制信号,同时将pid控制模块形成的反馈信号转换为速度控制信号。
9.一种注塑压力控制方法,包括步骤:s1通过参数配置模块对喷嘴压力感应模块设置第一压力阈值、第二压力阈值和第三压力阈值;s2向比较模块中输入待注射材料的注射时理想压力变换曲线;s3通过测速模块测得螺杆的转速,将其传入驱动控制模块;s4所述驱动控制模块将转速信号转换为控制信号传入pid控制模块;s5使用模具压力感应模块和喷嘴压力感应模块测得压力,将压力信号传入pid控制模块;s6所述pid控制模块根据比较模块输入的理想压力变换曲线进行压力控制。
10.其中所述注塑时理想压力变换曲线包括注射过程的压力曲线,保压过程的压力曲线和成型过程的总曲线,所述参数配置模块还可以对注塑过程各阶段的时间阈值进行配置。
11.作为优选,所述步骤s1具体包括:s11员工向采样模块中输入注塑所用材料注塑成型时最大注射压力以及保压压力;s12将最大注射压力的50%设为第一压力阈值,90%设为第二压力阈值,将保压压力设为第三压力阈值。
12.根据需求,若保压过程分为更多阶段还可以根据各阶段设置更多的压力阈值。
13.作为优选,所述步骤s6具体包括:s61所述pid控制模块根据理想压力变换曲线生成注射增长速率变化率下限阈值k1和上限阈值k2;s62当注射增长速率处于[k1,k2]区间外时,pid控制模块向驱动控制模块生成反馈信号,控制螺杆转速增加/减少,直至注射增长速率变化率处于[k1,k2]区间内;s63当喷嘴处压力达到第一压力阈值时,处理模块向pid控制模块传输转换提醒信号,所述pid控制模块生成注射速率变化率阈值k3,将所述注射速率变化率变换控制于[k2,k3];s64当注射压力达到第二压力阈值时,处理模块判断是否进入保压过程,若是,pid控制模块,块生成注射下降速率变化率阈值k4,并控制螺杆转速将注射下降速率变化率控制在[0.9k4,1.1k4],直至喷嘴处压力为第三压力阈值。
[0014]
其中处于保压过程时若分为多个阶段,pid控制模块还可以在后续的保压阶段生成更多的注射下降速率变化率。
[0015]
本发明的有益效果:1.可以根据所要注塑的材料进行设备的参数设置,提高了注塑效率;2.提高了对注塑压力的控制精度和控制速度;3.可以对注塑时注射压力的增长速度以及转换为保压过程时的压力转换速度进行精确控制,使得生产出来的产品质量更高。
附图说明
[0016]
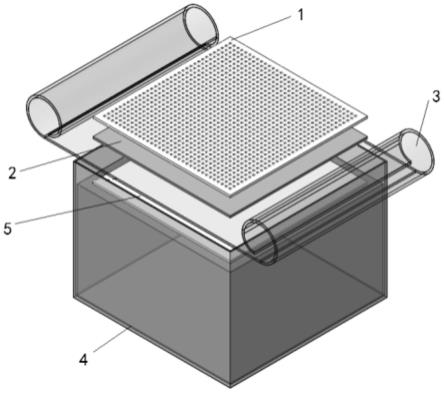
图1是本发明的一种结构示意图。
[0017]
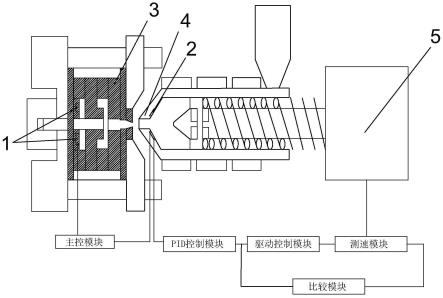
图2是本发明的一种方法流程图。
[0018]
图中1. 模具型腔压力传感器,2. 高温熔体压力传感器,3. 模具,4.喷嘴,5.驱动电机。
具体实施方式
[0019]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。
[0020]
实施例:本实施例的一种注塑压力控制系统,如图1所示,包括模具压力感应模块,所述模具压力感应模块包括模具型腔压力传感器1,所述模具型腔压力传感器1设于模具3内,所述模具压力感应模块和主控模块连接,所述主控模块包括取样模块、处理模块和参数配置模块,所述取样模块用于获取待加工材料的注塑时各阶段的压力阈值以及注塑各阶段的时间阈值,所述处理模块用于获取压力信号,所述处理模块和pid控制模块连接,所述处理模块将获取的压力信号传输至pid控制模块,所述参数配置模块用于设置喷嘴压力感应模块的压力阈值,所述喷嘴压力感应模块包括高温熔体压力传感器2,所述高温熔体压力传感器2设于喷嘴4上。
[0021]
所述控制系统还包括测速模块,所述测速模块与驱动电机5连接,所述测速模块用于获取螺杆的转速,所述测速模块将转速信号传输至驱动控制模块,所述驱动控制模块包括信号转换模块,所述信号转换模块用于将转速信号转换为控制信号,同时将pid控制模块形成的反馈信号转换为速度控制信号。所述驱动电机5还和比较模块连接,所述比较模块用于输入待注射材料的注射时理想压力变换曲线。所述pid控制模块还和驱动控制模块连接,用于根据比较模块输入的理想压力变换曲线进行压力控制。
[0022]
本实施例的一种注塑压力控制方法,如图2所示,包括步骤:s1通过参数配置模块对喷嘴压力感应模块设置第一压力阈值、第二压力阈值和第三压力阈值;具体包括:s11员工向采样模块中输入注塑所用材料注塑成型时最大注射压力以及保压压力;s12将最大注射压力的50%设为第一压力阈值,90%设为第二压力阈值,将保压压力设为第三压力阈值。
[0023]
根据需求,若保压过程分为更多阶段还可以根据各阶段设置更多的压力阈值,所述50%和90%还可以根据设备的模具变化,注塑的材料变化进行调整。
[0024]
s2向比较模块中输入待注射材料的注射时理想压力变换曲线;s3通过测速模块测得螺杆的转速,将其传入驱动控制模块;s4所述驱动控制模块将转速信号转换为控制信号传入pid控制模块;s5使用模具压力感应模块和喷嘴压力感应模块测得压力,将压力信号传入pid控制模块;s6所述pid控制模块根据比较模块输入的理想压力变换曲线进行压力控制。
[0025]
具体包括:
s61所述pid控制模块根据理想压力变换曲线生成注射增长速率变化率下限阈值k1和上限阈值k2;s62当注射增长速率处于[k1,k2]区间外时,pid控制模块向驱动控制模块生成反馈信号,控制螺杆转速增加/减少,直至注射增长速率变化率处于[k1,k2]区间内;s63当喷嘴处压力达到第一压力阈值时,处理模块向pid控制模块传输转换提醒信号,所述pid控制模块生成注射速率变化率阈值k3,将所述注射速率变化率变换控制于[k2,k3];s64当注射压力达到第二压力阈值时,处理模块判断是否进入保压过程,若是,pid控制模块,块生成注射下降速率变化率阈值k4,并控制螺杆转速将注射下降速率变化率控制在[0.9k4,1.1k4],直至喷嘴处压力为第三压力阈值。其中0.9和1.1还可以根据不同的保压需求进行适应性调整。
[0026]
其中处于保压过程时若分为多个阶段,pid控制模块还可以在后续的保压阶段生成更多的注射下降速率变化率。
[0027]
本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
[0028]
尽管本文较多地使用了主控模块、处理模块、模具压力感应模块、pid控制模块等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。