1.本实用新型属于焊丝折弯机技术领域,具体涉及多工序一体集成的焊丝折弯机。
背景技术:
2.焊丝是作为填充金属或同时作为导电用的金属丝焊接材料,包括碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢焊丝和有色金属焊丝等。焊丝的表面不涂防氧化作用的焊剂,在气焊和钨极气体保护电弧焊时,用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,既是填充金属,也是导电电极,在焊丝使用前,通常需要进行折弯步骤,使其达到一定的形状,进而满足使用要求,目前,焊丝的折弯步骤通常为人工操作,效率较低,且人为因素导致焊丝折弯的形状各异,质量无法保证,并且在折弯后不方便将其剪切下来进行使用。
技术实现要素:
3.针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供多工序一体集成的焊丝折弯机。
4.为实现上述技术目的,本实用新型采用的技术方案如下:
5.多工序一体集成的焊丝折弯机,其特征在于:所述折弯主体的顶部一侧安装有放料器,所述折弯主体在放料器的一侧安装有工作台,所述工作台表面从左到右依次安装有校直机构、送丝机构、折弯机构、切断机构和按压成型机构,所述切断机构安装在折弯机构的右上侧,所述按压成型机构安装在折弯机构的右下侧,所述工作台在按压成型机构处安装有接料槽,所述折弯主体顶部安装有操作台,所述折弯主体顶部一侧安装有报警指示灯;
6.所述送丝机构包括安装在工作台上的安装座,所述安装座安装有伺服电机,所述伺服电机的动力输出端连接有送丝轮,所述送丝轮安装在安装座的表面,所述安装座顶部安装有螺纹座,所述螺纹座连接有螺纹杆,所述螺纹杆顶部连接有扭动块,所述螺纹杆底部连接有滑块,所述滑块连接有滑座,所述滑座滑动连接有滑轨,所述滑轨固定安装在安装座上,所述滑块内安装有轴承,所述轴承与螺纹杆相连接,所述滑块在对应送丝轮处铰接有辅助导向轮;
7.所述折弯机构包括锁紧安装在工作台上的安装板,所述安装板的上侧安装有上折弯组,所述安装板的下侧安装有下折弯组;
8.所述上折弯组包括第一气缸,所述第一气缸的动力输出端连接有呈l形结构设置的第一齿座,所述第一齿座滑动连接有第一导滑座,所述第一导滑座连接有第一承板,所述第一承板安装在安装板上,所述第一齿座啮合连接有第一齿轮,所述第一齿轮转动安装在第一承板的上侧,所述第一齿轮连接有第一曲柄轴,所述第一曲柄轴底部连接有第一偏心座,所述第一偏心座底部连接有第一折弯杆;
9.所述下折弯组包括第二气缸,所述第二气缸的动力输出端连接有呈l形结构设置的第二齿座,所述第二齿座滑动连接有第二导滑座,所述第二导滑座连接有第二承板,所述
第二承板安装在安装板上,所述第二齿座啮合连接有第二齿轮,所述第二齿轮转动安装在第二承板的下侧,所述第二齿轮连接有第二曲柄轴,所述第二曲柄轴顶部连接有第二偏心座,所述第二偏心座底部连接有第二折弯杆;
10.所述上折弯组与下折弯组之间连接有隔板,所述隔板的底部四个角落安装有锁柱,所述锁柱锁紧安装在工作台上;
11.所述切断机构包括调节座,所述调节座安装有第三气缸,所述第三气缸的动力输出端连接有移动座,所述移动座安装有液压裁断器;
12.所述按压成型机构包括横板,所述横板底部四个角落连接有立柱,所述立柱固定安装在工作台上,所述横板顶部安装有第四气缸,所述第四气缸的动力输出端连接有推块,所述推块连接有升降板,所述升降板的四个角落安装有导向套,所述导向套滑动在立柱上,所述升降板底部固定安装有上模,所述上模连接有相匹配的下模,所述下模固定安装在工作台上,所述上模底部设有收纳槽,所述收纳槽内安装有呈l形结构设置的辅助压紧块,所述辅助压紧块的另一侧连接有第五气缸,所述第五气缸固定安装在横板上。
13.进一步限定,所述校直机构包括安装在工作台上的锁块,所述锁块顶部连接有横梁,所述横梁安装有竖直校直组,所述横梁在靠近竖直校直组处安装在水平校直组。这样的结构设计便于对焊丝线进行调直工作。
14.进一步限定,所述安装座在送丝轮的两侧锁紧安装有导丝座,所述安装座在导丝座的两侧安装有导向块。这样的结构设计便于对焊丝线进行导向。
15.进一步限定,所述上折弯组在第一齿轮处安装有防护板,所述防护板呈倒凵字形结构设置。这样的结构设计对第一齿轮处起到了保护的效果。
16.进一步限定,所述辅助压紧块底部压紧面设有橡胶防滑垫。这样的结构设计在辅助压紧时起到防滑效果,并且不易对焊丝线压伤。
17.本实用新型的有益效果为:本实用新型通过设置校直机构、送丝机构、折弯机构、切断机构和按压成型机构,将多个工序集成为一体设置,利用机械设备代替人工操作,提高生产效率,能够快速方便的将焊丝进行折弯、剪切和按压成型,使生产出来的焊丝能够满足使用要求,且形状统一,外形美观。
附图说明
18.本实用新型可以通过附图给出的非限定性实施例进一步说明;
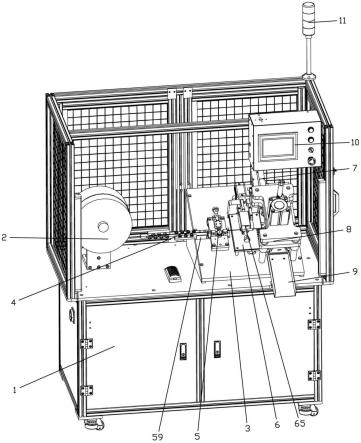
19.图1为本实用新型实施例多工序一体集成的焊丝折弯机的结构示意图;
20.图2为本实用新型实施例多工序一体集成的焊丝折弯机的折弯机构剖面结构示意图;
21.图3为本实用新型实施例多工序一体集成的焊丝折弯机的切断机构剖面结构示意图;
22.图4为本实用新型实施例多工序一体集成的焊丝折弯机的校直机构结构示意图;
23.图5为本实用新型实施例多工序一体集成的焊丝折弯机的送丝机构结构示意图;
24.图6为本实用新型实施例多工序一体集成的焊丝折弯机的折弯机构结构示意图;
25.图7为本实用新型实施例多工序一体集成的焊丝折弯机的切断机构结构示意图;
26.图8为本实用新型实施例多工序一体集成的焊丝折弯机的按压成型机构结构示意
图;
27.主要元件符号说明如下:
28.折弯主体1、放料器2、工作台3、校直机构4、送丝机构5、折弯机构6、切断机构7、按压成型机构8、接料槽9、操作台10、报警指示灯11、安装座12、伺服电机13、送丝轮14、螺纹座15、螺纹杆16、扭动块17、滑块18、滑座19、滑轨20、轴承21、辅助导向轮22、安装板23、上折弯组24、下折弯组25、第一气缸26、第一齿座27、第一导滑座28、第一承板29、第一齿轮30、第一曲柄轴31、第一偏心座32、第一折弯杆33、第二气缸34、第二齿座35、第二导滑座36、第二承板37、第二齿轮38、第二曲柄轴39、第二偏心座40、第二折弯杆41、隔板42、锁柱43、调节座44、第三气缸45、移动座46、液压裁断器47、横板48、立柱49、第四气缸50、推块51、升降板52、导向套53、上模54、下模55、收纳槽56、辅助压紧块57、第五气缸58、锁块59、横梁60、竖直校直组61、水平校直组62、导丝座63、导向块64、防护板65。
具体实施方式
29.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
30.如图1-8所示,本实用新型的多工序一体集成的焊丝折弯机,折弯主体1的顶部一侧安装有放料器2,折弯主体1在放料器2的一侧安装有工作台3,工作台3表面从左到右依次安装有校直机构4、送丝机构5、折弯机构6、切断机构7和按压成型机构8,切断机构7安装在折弯机构6的右上侧,按压成型机构8安装在折弯机构6的右下侧,工作台3在按压成型机构8处安装有接料槽9,折弯主体1顶部安装有操作台10,折弯主体1顶部一侧安装有报警指示灯11;
31.送丝机构5包括安装在工作台3上的安装座12,安装座12安装有伺服电机13,伺服电机13的动力输出端连接有送丝轮14,送丝轮14安装在安装座12的表面,安装座12顶部安装有螺纹座15,螺纹座15连接有螺纹杆16,螺纹杆16顶部连接有扭动块17,螺纹杆16底部连接有滑块18,滑块18连接有滑座19,滑座19滑动连接有滑轨20,滑轨20固定安装在安装座12上,滑块18内安装有轴承21,轴承21与螺纹杆16相连接,滑块18在对应送丝轮14处铰接有辅助导向轮22;
32.折弯机构6包括锁紧安装在工作台3上的安装板23,安装板23的上侧安装有上折弯组24,安装板23的下侧安装有下折弯组25;
33.上折弯组24包括第一气缸26,第一气缸26的动力输出端连接有呈l形结构设置的第一齿座27,第一齿座27滑动连接有第一导滑座28,第一导滑座28连接有第一承板29,第一承板29安装在安装板23上,第一齿座27啮合连接有第一齿轮30,第一齿轮30转动安装在第一承板29的上侧,第一齿轮30连接有第一曲柄轴31,第一曲柄轴31底部连接有第一偏心座32,第一偏心座32底部连接有第一折弯杆33;
34.下折弯组25包括第二气缸34,第二气缸34的动力输出端连接有呈l形结构设置的第二齿座35,第二齿座35滑动连接有第二导滑座36,第二导滑座36连接有第二承板37,第二承板37安装在安装板23上,第二齿座35啮合连接有第二齿轮38,第二齿轮38转动安装在第二承板37的下侧,第二齿轮38连接有第二曲柄轴39,第二曲柄轴39顶部连接有第二偏心座40,第二偏心座40底部连接有第二折弯杆41;
35.上折弯组24与下折弯组25之间连接有隔板42,隔板42的底部四个角落安装有锁柱43,锁柱43锁紧安装在工作台3上;
36.切断机构7包括调节座44,调节座44安装有第三气缸45,第三气缸45的动力输出端连接有移动座46,移动座46安装有液压裁断器47;
37.按压成型机构8包括横板48,横板48底部四个角落连接有立柱49,立柱49固定安装在工作台3上,横板48顶部安装有第四气缸50,第四气缸50的动力输出端连接有推块51,推块51连接有升降板52,升降板52的四个角落安装有导向套53,导向套53滑动在立柱49上,升降板52底部固定安装有上模54,上模54连接有相匹配的下模55,下模55固定安装在工作台3上,上模54底部设有收纳槽56,收纳槽56内安装有呈l形结构设置的辅助压紧块57,辅助压紧块57的另一侧连接有第五气缸58,第五气缸58固定安装在横板48上。
38.本实施例中,在使用时,通过放料器2放出焊丝,输送到送丝机构5内,通过伺服电机13带动送丝轮14转动,同时调节扭动块17,使扭动块17带动螺纹杆16,使螺纹杆16顺着螺纹座15向下推动滑块18,使滑块18带动滑座19顺着滑轨20向下移动,并使辅助导向轮22与送丝轮14配合,从而对焊丝进行输送,焊丝在到送丝机构5之前经过校直机构4,通过校直机构4对焊丝的水平和竖直方向进行水平校直,焊丝在经过送丝机构5的输送后进入到折弯机构6内,这时,焊丝位于第一折弯杆33和第二折弯杆41之间,首先控制第二气缸34启动,使第二气缸34推动第二齿座35顺着第二导滑座36滑动,同时第二齿座35带动第二齿轮38转动,第二齿轮38带动第二曲柄轴39,第二曲柄轴39带动第二偏心座40,使第二偏心座40带动第二折弯杆41绕第一折弯杆33旋转180
°
,从而将焊丝折弯成u型,然后控制第二气缸34带动第二折弯杆41复位,在通过系统控制送丝机构5送丝,然后接着控制第一气缸26,使第一气缸26推动第一齿座27顺着第一导滑座28滑动并同时带动第一齿轮30进行转动,使第一齿轮30带动第一曲柄轴31,第一曲柄轴31带动第一偏心座32,第一偏心座32带动第一折弯杆33绕第二折弯杆41旋转180
°
,将焊丝后段反向折弯成u,依次为一个循环,进行7个循环后,可将焊丝折弯成需要的形状,然后将折弯好的焊丝输送到按压成型机构8内,同时控制第五气缸58启动,使第五气缸58推动辅助压紧块57向下对折弯好的焊丝按压在下模55上,对焊丝进行辅助压紧,再控制调节座44对液压裁断器47的左右位置进行调节,在达到合适的位置后,控制第三气缸45,使第三气缸45推动移动座46,移动座46推动液压裁断器47移动到需要裁断的位置,通过液压裁断器47将焊丝剪断,最后再控制第四气缸50,使第四气缸50推动推块51,使推块51推动升降板52,升降板52带动导向套53顺着立柱49向下推动上模54,从而使得上模54移动到下模55上对焊丝进行按压弯曲成型,在成型后上模54与辅助压紧块57进行复位,成型的焊丝掉落在接料槽9内。
39.优选校直机构4包括安装在工作台3上的锁块59,锁块59顶部连接有横梁60,横梁60安装有竖直校直组61,横梁60在靠近竖直校直组61处安装在水平校直组62。这样的结构设计便于对焊丝线进行调直工作。实际上,也可以根据具体情况考虑校直机构4其他的结构形状。
40.优选安装座12在送丝轮14的两侧锁紧安装有导丝座63,安装座12在导丝座63的两侧安装有导向块64。这样的结构设计便于对焊丝线进行导向。实际上,也可以根据具体情况考虑安装座12其他的导向结构形状。
41.优选上折弯组24在第一齿轮30处安装有防护板65,防护板65呈倒凵字形结构设
置。这样的结构设计对第一齿轮30处起到了保护的效果。实际上,也可以根据具体情况考虑防护板65其他的保护结构形状。
42.优选辅助压紧块57底部压紧面设有橡胶防滑垫。这样的结构设计在辅助压紧时起到防滑效果,并且不易对焊丝线压伤。实际上,也可以根据具体情况考虑辅助压紧块57其他的结构形状。
43.上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
