1.本发明涉及用于制造单体连接器联合体的方法、这样的用于电池包中的电池单体的接触的单体连接器联合体、以及电池包和设备。
背景技术:
2.用于为尤其是在电动自行车、电动车等领域中的工作设备供电的电池通常被提供为电池组或电池包,其中,多个电池单体以单独电池单体的形式通过被组织成单体连接器联合体的多个单体连接器彼此接触和保持,其中,必须保证作为基础的几何形状和所需的接触方案。
3.传统的单体连接器联合体通常由制造为冲压件的各个单独的单体连接器形成,它们作为单独的部件例如作为散货供应。维持所需的几何结构和接触结构需要大量的组装工作。
技术实现要素:
4.相比之下,根据本发明的用于制造单体连接器联合体的方法具有以下优点:在将各个单体连接器制造为冲压件的情况下通过它们在制造中形成的预定位而可在没有大的进一步耗费的情况下确保在几何形状和接触方面所需的结构。根据本发明,这通过以下方式实现:一种用于制造单体连接器联合体并且用于接触电池包中的电池单体的方法,所述单体连接器联合体具有多个单体连接器,所述单体连接器呈由带状材料制成的冲压件的形式,所述方法具有以下步骤:
5.(i)通过部分但不完全地从带状材料冲压出形成坯件的冲压件,形成经由带状材料的材料连接条连接在带状材料中并由此相对彼此预定位的坯件,
6.(ii)用塑料材料将部分冲压出的、相对于彼此预定位的并且仍连接在带状材料中的坯件彼此连接,以将仍经由材料连接条连接在带状材料中并且相对于彼此预定位的坯件的相对位置固定,
7.(iii)切断和/或去除将坯件连接在带状材料中的材料连接条,并且由此将单体连接器联合体从带状材料分出并提供为经由塑料材料彼此连接的、相对于彼此预定位的并且由带状材料脱出并且形成各个单体连接器的冲压件
8.通过使用塑料材料用于固定相对位置来实现:在用于单体连接器联合体的配属于彼此的冲压件作为坯件完全分开独立的情况下,虽然完全从带状材料脱出,但仍维持了所需的几何配置,使得能简单地装配到电池单体上,因为不再需要特别考虑在所提供的单体连接器联合体中冲压件或坯件相对彼此的定向。
9.从属权利要求示出了本发明的优选扩展方案。
10.如果按根据本发明的方法的一个优选实施方式,使用材料带作为带状材料,所述材料带尤其具有彼此相对置的上侧面和下侧面,则获得特别简单的生产情况。
11.如果按根据本发明的方法的另一个实施例,附加地或替代地,将作为基础的材料连接条以带状材料或由带状材料在作为基础的一个材料带或所述材料带的边缘区域中已形成或被形成,则操作也在所用的材料的特别适宜的利用方面被进一步改善。
12.塑料材料可以以非常不同的方式施加到作为坯件的冲压件上,只要确保以下条件即可:由此维持配属于彼此的冲压件或坯件的、为所希望的单体连接器联合体预给定的并且需要的、在相对位置和未来在电池单体上的接触方面的配置。
13.因此,根据本发明的方法的一个有利扩展方案,可以以特别简单的方式将所述塑料材料施加成具有配属于彼此、直接相邻的和/或相对彼此预定位的冲压件和/或单体连接器上的局部连接元件或作为局部连接元件被施加到配属于彼此、直接相邻的和/或相对彼此预定位的冲压件和/或单体连接器上,尤其是施加为带状材料并且尤其是作为基础的一个材料带或所述材料带的上侧面和/或下侧面上的局部注塑附接部(anspritzung)和/或注塑包封部。
14.除了塑料材料的这种基本上局部的使用之外,替代地或附加地,根据本发明的方法的另一扩展方案可能的是:将塑料材料作为面式的、尤其是较大面积的嵌入物或面式的、尤其是较大面积的载体施加到配属于彼此的、直接相邻的和/或相对彼此预定位的冲压件、坯件和/或单体连接器上,尤其是施加为带状材料并且尤其是作为基础的一个材料带或所述材料带的上侧面和/或下侧面上的大面积注塑附接部和/或注塑包封部。
15.此外,通过根据本发明方法的另一实施例以简化且节省材料的操作而替代地或附加地可能的是:所述塑料材料局部地或基本上局部地作为胶带(tape)或浇注料被施加、尤其是条带状地被施加到配属于彼此的、直接相邻的和/或相对彼此预定位的冲压件、坯件和/或单体连接器上,尤其是被施加到带状材料并且尤其是作为基础的一个材料带或所述材料带的上侧面和/或下侧面上。
16.最后,替代地或附加地,在根据本发明的方法的另一个实施例中可以考虑:所述塑料材料作为面式的并且尤其是大面积的和/或掩盖(maskierte)的膜被施加配属于彼此的、直接相邻的和/或相对彼此预定位的冲压件、坯件和/或单体连接器上,尤其是被施加到带状材料并且尤其是作为基础的一个材料带或所述材料带的上侧面和/或下侧面上。
17.如果使用所谓的卷到卷(reel-to-reel)方案,则可以进一步简化根据本发明的制造方法,其中有利地
18.(a)将作为基础的带状材料作为在卷(reel)上的材料带供应和提供;和/或
19.(b)在切断和/或去除材料连接条之前,将还在带状材料中经由材料连接条和塑料材料连接并且相对彼此固定在其相对位置的冲压件或坯件暂时联合地以卷的形式卷起并且以卷的形式-在某些情况下暂时存放和/或-供应给切断和/或去除材料连接条的进程。
20.此外,本发明还涉及这样的用于接触电池包中的电池单体的单体连接器联合体,其具有多个由带状材料制成的冲压件形式的单体连接器,所述单体连接器联合体以根据本发明构型的方法已制造或能制造。
21.此外,本发明提供一种这样的电池组或电池包,其具有多个电池单体,其中,电池单体通过多个单体连接器单独或成组地相互电连接,并且这些单体连接器构造并且提供为根据本发明构型的单体连接器联合体,尤其用于相对于传统做法简化的装配。
22.最后,本发明还提供了一种设备,该设备具有能电驱动的装置和根据本发明构型
的电池组或电池包,所述电池组或电池包用于为所述装置提供电能以供其运行。
附图说明
23.参考附图详细描述了本发明的实施例。
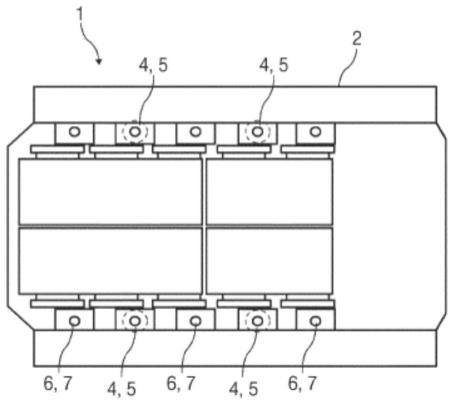
24.图1和2示意性地基于相互结合的两个俯视图示出了单体连接器联合体,用于解释其组成和在几何形状和接触方面的配置。
25.图3a至3d示意性地基于俯视图示出在根据本发明的制造方法的一种实施方式中可能达到的不同的中间状态。
26.图4至6示出了根据本发明构造的单体连接器联合体的示意图,其大面积使用塑料材料作为所基于的冲压件的载体。
27.图7和图8示出了根据本发明构造的单体连接器联合体的示意图,其局部使用塑料材料用于作为基础的作为坯件的冲压件的相对定位。
28.图9至图11示出了根据本发明构造的单体连接器联合体的多个实施方式的示意图,其中,将呈胶带、层压膜形式的塑料材料用于作为基础的作为坯件的冲压件的相对定位。
具体实施方式
29.在后面根据附图1至11详细解释本发明的实施例和技术背景。相同的并且等同的以及相同作用或等同作用的元件和部件设有相同的附图标记。对于所标记的元件和部件,并非在其出现的每个情况下都对其进行细节描述。
30.所示的特征和其他的特性能以任意的形式相互分开并且任意地相互组合,而不会偏离本发明的核心。
31.用于电动自行车和两轮车的电池在大多数情况下由柱形单体的联合体构成。这样的单体联合体被称为电池包。
32.柱形单体经由单体连接器21,22良好地与彼此电接触。由此将单体以希望和需要的方式串联和并联。通过将单体以希望的方式适宜地布置可影响电池包的总电压以及总容量。
33.图1和2对此示意性地基于相互结合的两个俯视图示出了单体连接器联合体20,用于解释其组成和在作为基础的冲压件21和22的几何形状方面和接触方面的配置,冲压件21和22必须相互电绝缘,但必须相对彼此具有预给定的相对定位,以便相应于要形成的电池包的几何形状。
34.为了电接触,尤其可使用金属的冲压件21,22。其可由带状材料10,例如金属带11冲压出并且借助连接工艺接触到单体上,所述带状材料具有镍或铜或由镍或铜作为基础材料12构成。通常可使用电阻焊或激光焊。
35.用于冲压件21,22的带状材料10例如可成卷(英语:reel)供应并且开卷到作为基础的冲压机中。
36.在此,通常将冲压件21,22作为坯件27,28完整冲压并且作为掉落件掉落到运送容器中。这些件单独存放并且已彼此分开并且必要时运送到其他的产品场所。
37.为了可靠且稳定的连接,冲压件21,22在单体上的定位很重要。冲压件21,22作为
散货供应并从而必须借助机器人或手动定位。
38.单体连接器21,22的用于形成单体连接器联合体20的定位是很费事的,因为偏差和公差对于与单体的连接的品质并且尤其是对于焊接品质具有直接的并且在某些情况下具有很强的影响。
39.附加地,单体连接器21和22的电接触必须相互无关,因为它们可能导致危害安全的短路。
40.对单体连接器21,22在要形成的单体连接器联合体20中的精确且准确的定位的要求在传统的制造和装配做法的情况下带来大的技术耗费和经济耗费。
41.根据本发明可避免这一点。
42.卷到卷方法
43.本发明尤其描述了一种方法,其中,单体连接器21,22作为金属冲压件21',22'作为半成品或坯件27,28构造并供应,即还通过材料连接条24和25接触和在材料上关联。
44.与此相关地,图3a至3d示意性地基于俯视图示出在根据本发明的方法的一种实施方式中可能达到的不同的中间状态。
45.在图3a中在从卷展开的状态中示出带状材料10,其呈由材料12构成的材料带11的形式,具有上侧面11a和下侧面11b。带状材料10以从卷展开的形式被供应到相应的冲压设备。
46.在到图3b所示的中间状态的过渡中,进行部分地但不完全地冲压,其中,在带状材料10的材料带11中形成槽口或空缺13的情况下构造出用于单体连接器21和22的之后要形成的冲压件21',22'的坯件27和28。坯件27和28仍经由材料连接条24和25在材料带11的边缘14和15的区域中相互材料连接且电连接。
47.坯件27,28并从而冲压件21',22'经由材料连接条24和25相对彼此固定在其几何预定位位置并且因而原则上能以该形式并且没有大的耗费地与要接触和要连接的电池单体关联地全自动定位和连接。
48.根据本发明,用于单体连接器联合体20的各个单体连接器21,22的冲压件21',22'的坯件27,28相对彼此的几何预定位通过施加将坯件27,28连接并且电绝缘的塑料材料30附加地固定并从而被保险,其中,在接着为了更好地手操作单个单体连接器联合体时才进行冲压件21',22'的坯件27,28从材料连接条24,25的分开并从而实现从材料带11和其边缘14,15的完全脱开。
49.在到图3c的中间状态的过渡中,塑料材料30的施加以由塑料材料30构成的局部连接元件31的施加示出,所述连接元件31用于单体连接器联合体20的单体连接器21,22的配属于彼此的坯件27和28的材料连接和电绝缘。
50.硬质或软质塑料的注塑成型
51.本发明的核心方面是:在切断材料带14的材料连接条24,25及其边缘14、15之前,用于要形成的单体连接器联合体20的单体连接器21,22的冲压件21',22'的配属于彼此的坯件27,28的以塑料材料30实现的附加材料连接,从而将各个部分保持在相对于彼此所需的几何布置中并且同时避免在单体连接器21,22的各个坯件27,28之间由于可能的不准确定位形成的电短路。由呈作为坯件27,28起作用的冲压件21',22'形式的单体连接器21,22和塑料30形成的联合体20可以作为一个整体、即在彼此材料连接的情况下全自动地定位在
单体组件上并且在那里接触。
52.即,代替于将冲压件21',22'作为单独部件,根据本发明,并不将所需的单体连接器21,22完全从带状材料10冲压出,而是首先作为坯件27,28在带状材料10的材料带11的冲压格栅中经由连接条24,25保持与彼此连接。
53.根据本发明,在按图3d所示的中间状态的过渡中通过另一冲压步骤将连接条24,25去除之前,冲压格栅完全地或局部地设有塑料,由此配属于彼此的坯件27,28与彼此材料连接。
54.该进程通过以塑料材料30在带状材料10或者说材料带11的上侧面11a和下侧面11b中的一侧或两侧进行注塑包封或注塑附接来实现。
55.由此实现了单体连接器21,22的各个坯件27,28之间的机械连接。
56.使用塑料材料30进行的面式或大面积的注塑包封在此可用作载体材料或载体32,带有配属于彼此的、与彼此连接的坯件27,28的冲压格栅嵌入到所述载体材料或载体32中。
57.图4至图6示出了根据本发明构造的单体连接器联合体20的示意图,其大面积使用塑料材料30作为所基于的冲压件21',22'的载体32,冲压件21',22'是作为用于单体连接器联合体20的单体连接器21,22的坯件27,28。
58.根据图3c中的图示,如果塑料材料30被局部应用,则塑料材料30也只能用作所移除的连接条20、24的替代。
59.对此,图7和8示出了根据本发明构造的单体连接器联合体20的示意图,其以局部连接元件31的形式局部使用塑料材料30,局部连接元件31用于作为用于单体连接器联合体20的单体连接器21,22的坯件27,28的、所基于的冲压件21',22'的相对定位。
60.胶带或低粘度浇注料作为载体
61.作为另一替代方案,坯件27,28以塑料材料30实现的材料连接可以通过所谓的胶带33或带或通过低粘度浇注料来实现,如结合图9示意性地示出的。
62.通过这些措施,也通过实现精确定位而确保了配属于彼此的坯件27,28之间的材料关联以及单体连接器联合体20的相应单体连接器41、22之间的电分开。由单体连接器21和胶带33和/或浇注料形成的联合体20可以全自动定位。
63.胶带材料33和浇注料可以与单体连接器联合体20的单体连接器20、22形成持久连接并持久地保留在产品上。
64.替代于此,固定胶带33也可以仅临时存在并且仅用作在组装期间用于固定的临时载体材料。根据本发明的一个实施方式,在成功连接单体连接器联合体20中的单体连接器20、22形成产品之后,也可以又去除胶带材料33。
65.以掩盖塑料膜局部层压(双侧)或胶粘(单侧)
66.根据结合图10和11示出的本发明的另一替代方案,用于单体连接器联合体20的单体连接器21,22的坯件27,28以及冲压件21',22'也可以借助膜34作为塑料材料30并且尤其是借助层压膜或粘合膜连接的膜34已连接或被连接。由此避免了单体连接器联合体的单体连接器41、22之间由于定位不精确而导致的短路。由单体连接器21,22和膜34形式的塑料30组成的联合体20可以全自动定位。
67.替代地或附加地,也可使用双侧的层压膜来固定和电绝缘。为此,将用于单体连接器20、22的坯件27,28在还未从带状材料10脱出的状态下从两侧11a和11b以膜34作为塑料
材料30包罩并且在温度影响下持久连接。
68.为了接触单体,也可使用具有预先限定的开口的掩盖膜,所述掩盖膜具有用于接触单体的相应槽口35。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。