1.本实用新型涉及管料焊接领域,尤其涉及一种自动化管料焊接设备。
背景技术:
2.臂架是由4块长条形板料焊接而成,4块长条形板料分别为底板、顶板以及两个侧板,长条形板料最长可达9.5m,焊接时间长,焊接成型一致性较难保证,4块长条板料拼装焊接工艺复杂,耗时耗力。
技术实现要素:
3.为了实现臂架的自动化焊接,提高焊接效率,本实用新型采用以下技术方案:
4.一种自动化管料焊接设备,包括工作平台、搬运机构、焊接机构;
5.工作平台旁设有上料机构,上料机构用于对物料进行上料;
6.工作平台的下料区连接有下料机构,下料机构用于对焊接完后的物料进行下料;
7.工作平台上设有模块芯、夹紧机构、翻转机构,物料贴设于模块芯上,为物料焊接提供外形支撑;模块芯的一端连接有第一驱动装置,第一驱动装置驱动模块芯在工作平台上移动,夹紧机构用于夹紧模块芯以及物料,并带动模块芯在工作平台上移动;翻转机构用于吸取物料后将物料翻转贴设于模块芯上;
8.搬运机构用于将上料机构上的物料搬运至工作平台、模块芯或翻转机构上;
9.焊接机构用于对贴设完成后物料进行焊接。
10.具体的,搬运机构为三维旋转桁架机械手。
11.具体的,工作平台上设有翻转板放置槽,放置槽内设有底座,翻转机构包括翻转板,翻转板的底面贯穿连接有轴承,底座上有轴承座,轴承连接底座上的轴承座,轴承座一端连接有电机,电机驱动轴承翻转板围绕底座旋转,翻转板的侧面上固定安装有4个电磁吸盘,4个电磁吸盘用于吸取物料,翻转板的侧面上固定安装有多个电磁吸盘,多个电磁吸盘用于吸取物料。
12.具体的,夹紧机构包括龙门支架,龙门支架与第二驱动装置连接,第二驱动装置驱动龙门支架移动;龙门支架上的两个内侧壁上分别对称设置有滚筒支架,每个滚筒支架内固定安装有夹紧滚筒,夹紧滚筒竖直设置,每个滚筒支架连接有导柱,导柱贯穿龙门支架侧壁与第四驱动装置连接,第四驱动装置固定安装于龙门支架的外侧壁上,模块芯贯穿龙门支架,第四驱动装置驱动夹紧滚筒抵触模块芯,从而夹紧模块芯。
13.具体的,第二驱动装置为一对齿轮齿条直线模组,一对齿轮齿条直线模组平行设置于工作平台上,龙门支架的底部分别与一对齿轮齿条直线模组的滑块固定连接。
14.具体的,第一驱动装置为卷扬机,卷扬机的钢绳与模块芯的一端固定连接,模块芯底部固定安装有滚轮,卷扬机收卷后带动模块芯沿靠近卷扬机的方向移动。
15.具体的,焊接机构为可行走、可旋转的悬臂机器人,悬臂机器人的末端手臂安装有激光焊枪或气保焊枪。
16.从上面描述可得,该装置具有以下优点:
17.1)采用激光焊接或气保焊集成在机器人上,使用机器人焊接降低人工焊接的劳动强度,保证焊接的一致性,提高焊接质量。
18.2)实现自动化、无人化操作,只需一键启动,物料从上料至焊接完成下料无人参与,提高焊接效率,提升实际产能,解放人力,降低人员成本。
19.3)柔性化生产,可适应多种类型的工件,换产简便、一键更改程序即可,将复杂的工作简单化。
附图说明
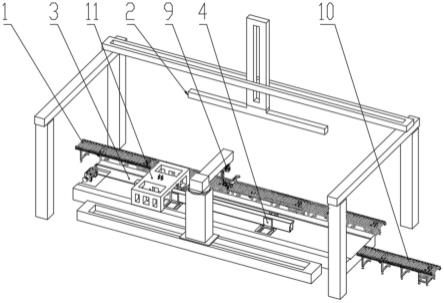
20.图1是一种自动化管料焊接设备的结构示意图;
21.图2是一种自动化管料焊接设备的俯视图;
22.图3是一种自动化管料焊接设备的侧视图;
23.图4是一种自动化管料焊接设备中龙门的结构示意图;
24.图5是一种自动化管料焊接设备中翻转机构的结构示意图;
25.附图标记:1上料机构;2桁架机械手;3工作平台;4翻转机构;5夹紧滚筒;6滚筒支架;7模块芯;8卷扬机;9焊接机构;10下料机构;11龙门支架;12齿轮齿条直线模组;13导柱;14电磁吸盘;15翻转板;16底座;17轴承座。
具体实施方式
26.下面结合图1至图5对本实用新型做进一步说明。
27.一种自动化管料焊接设备,包括工作平台、搬运机构、焊接机构;
28.工作平台旁设有上料机构1,上料机构1用于对物料进行上料;上料机构1为滚筒输送机,在输送机的上料抓取位点处架设有横向限位块,输送机的横向纵向上有油缸推动板料规整;
29.工作平台3的下料区连接有下料机构10,下料机构10用于对焊接完后的物料进行下料,下料机构10也是滚筒输送机。
30.工作平台3上设有模块芯7,模块芯7为长方体状,将物料底板、两块侧板、顶板分别紧贴贴设于模块芯7的底面、侧壁以及顶面上,这样模块芯7为四块物料的焊接成型提供外形支撑。模块芯7的一端连接有卷扬机8,模块芯7的底部设有滑轮,卷扬机8的驱动钢绳与模块芯7的一端固定连接,卷扬机8收卷后带动模块芯7沿靠近卷扬机8的方向移动。
31.工作平台3上设有夹紧机构。由于上一批物料焊接完成后,需要将模块芯7转移至下一工位上,所以夹紧机构用于夹紧模块芯7后带动模块芯7在工作平台3上移动。夹紧机构包括龙门支架11以及一对齿轮齿条直线模组12,一对齿轮齿条直线模组12平行固定安装于工作平台3上,龙门支架11的底面与一对齿轮齿条直线模组12的滑块固定连接,齿轮齿条直线模组12驱动龙门支架11向远离卷扬机8端移动。龙门支架11上的两个内侧壁上分别对称设置有滚筒支架6,每个滚筒支架6内固定安装有夹紧滚筒5,夹紧滚筒5竖直设置,每个滚筒支架6连接有导柱13,导柱13贯穿龙门支架11侧壁与驱动油缸连接,驱动油缸固定安装于龙门支架11的外侧壁上,模块芯7贯穿龙门支架11,驱动油缸驱动夹紧滚筒抵触模块芯7,从而夹紧模块芯7。当夹紧模块芯7后,便可以带动模块芯7向远离卷扬机8端移动。
32.工作平台3上设有翻转机构4,翻转机构4用于吸取两块侧板后,将两块侧板翻转贴设于模块芯7两侧上。工作平台3上设有翻转板放置槽,放置槽内设有底座16,翻转机构4包括翻转板15,翻转板15的底面贯穿连接有轴承,底座上有轴承座17,轴承两端连接轴承座17,轴承座17的一端连接有电机,电机驱动轴承翻转板围绕底座16旋转,翻转板的侧面上固定安装有4个电磁吸盘14,4个电磁吸盘14用于吸取物料。
33.搬运机构架设于工作平台3上方,搬运机构为三维旋转桁架机械手2,搬运机构将上料抓取位点处的物料搬运至工作平台3上,以及搬运至模块芯7的顶面、翻转板的侧面上。
34.焊接机构9用于对贴设完成后物料进行焊接。焊接机构9为可行走、可旋转的悬臂机器人,悬臂机器人的末端手臂安装有激光焊枪,悬臂机器人判断焊接位置后通过激光焊枪对上料完成的物料进行点焊或者满焊。
35.一种自动化管料焊接方法,应用上述一种自动化管料焊接设备,包括以下步骤:
36.步骤s1:通过agv或rgv或其他形式的输送装置,将四块按顺序摆放堆叠在一起的底板、侧板、顶板输送到上料机构1上,上料机构1将板料传输至上料抓取位点。
37.步骤s2:桁架机械手2先抓取底板至工作平台3上的一端,龙门架夹紧模块芯7行走至底板正上方且使得模块芯7底部与底板重合;搬运机构抓取侧板至翻转板的侧面上,电磁吸盘吸取侧板后翻转贴合至模块芯7的侧面;搬运机构再抓取顶板至模块芯7顶面且使得模块芯7顶面与顶板重合。
38.步骤s3:龙门支架11贯穿模块芯7移动至指定位点区域,龙门支架11的两侧的夹紧滚筒5伸出,将侧板夹紧在模块芯7侧面上,然后翻转板翻转至水平位置,龙门支架11顶部的夹紧滚筒5伸出,将顶板压紧在模块芯7的顶面上。
39.步骤s4:悬臂机器沿着模块芯7长度方向对板料的焊缝进行焊接,焊接完成后,卷扬机8拽着模块芯7行走一个模块芯7长度的距离,同时龙门支架11的夹紧滚筒5夹紧板料且同步行走移动,悬臂机器人也移动一个模块芯7长度的距离,再次焊接刚才龙门支架11行走避让出来的焊缝,焊接完成后,龙门支架11的夹紧滚筒5不再夹紧板料。
40.步骤s5:焊接好的料沿着轴承推出至下料机构10上,焊接好的板料顺着焊接平台3上的滚筒输送到下料机构10上,下料机构10将物料输送到下一工位。
41.从上面描述可得,该装置具有以下优点:
42.1)采用激光焊接或气保焊集成在机器人上,使用机器人焊接降低人工焊接的劳动强度,保证焊接的一致性,提高焊接质量。
43.2)实现自动化、无人化操作,只需一键启动,物料从上料至焊接完成下料无人参与,提高焊接效率,提升实际产能,解放人力,降低人员成本。
44.3)柔性化生产,可适应多种类型的工件,换产简便、一键更改程序即可,将复杂的工作简单化。
45.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案。本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
