1.本发明涉及工业制造技术领域,尤其涉及一种用于制备平板上固体环的装置及其方法。
背景技术:
2.平板上的固体环是由半圆截面绕定轴旋转所得到的环面结构,由于其规则的外形和优良的结构特性在食品加工、工业制造和生物医学中得到了广泛的应用;目前常用的制备平板上固体环的方法为模具制备法,即采用模压成形工艺,但是利用这种方法,一种模具只能制备单一规格的固体环,因此在制备不同规格的固体环时需要重新制造模具,较为麻烦。
技术实现要素:
3.本发明的目的在于提供一种用于制备平板上固体环的装置及其方法,能够制备不同规格的固体环。
4.为实现上述目的,第一方面,本发明提供了一种用于制备平板上固体环的装置,包括旋转控制机构、平移控制机构、注液控制机构和紫外光固化机构;
5.所述旋转控制机构包括底板、电动旋转台和加工台;所述电动旋转台和所述底板固定连接,并位于所述底板顶部;所述加工台和所述电动旋转台固定连接,并位于所述电动旋转台顶部;所述平移控制机构包括伺服精密平移台、三轴微调位移平台和固定架;所述伺服精密平移台和所述底板固定连接,并位于所述底板顶部;所述三轴微调位移平台设置在所述伺服精密平移台顶部;所述固定架和所述三轴微调位移平台固定连接,并位于所述三轴微调位移平台侧边;所述注液控制机构设置在所述平移控制机构侧边;所述紫外光固化机构设置在所述底板顶部。
6.其中,所述加工台包括定位座和圆形塑料片;所述定位座和所述电动旋转台固定连接,并位于所述电动旋转台顶部;所述圆形塑料片位于所述定位座顶部。
7.其中,所述注液控制机构包括注液部、输液部和出液针头;所述注液部设置在所述底板顶部;所述输液部和所述注液部连通,且与所述固定架固定连接,并位于所述注液部侧边;所述出液针头和所述输液部连通,并位于输液部一侧。
8.其中,所述注液部包括注射泵、注射器和注液针头;所述注射泵和所述底板固定连接,并位于所述底板顶部;所述注射器和所述注射泵固定连接且连通,并位于所述注射泵一侧;所述注液针头分别与所述注射器和所述输液部连通,并位于所述注射器和所述注液部之间。
9.其中,所述输液部包括软管和鲁尔接头;所述软管和所述注液针头连通,并位于所述注液针头一侧;所述鲁尔接头分别与所述软管和所述出液针头连通,且与所述固定架固定连接,并位于所述软管和所述出液针头之间。
10.其中,所述紫外光固化机构包括紫外光固化机、支架和紫外光固化灯;所述紫外光
固化机和所述底板固定连接,并位于所述底板顶部;所述支架和所述底板固定连接,并位于所述底板顶部;所述紫外光固化灯和所述支架固定连接,且与所述紫外光固化机电连接,并位于支架一侧。
11.第二方面,本发明还提供一种用于制备平板上固体环的方法,包括:
12.通过伺服精密平移台带动三轴微调位移平台及注液控制机构移至加工台圆心正上方;
13.通过三轴微调位移平台将注液控制机构移动至加工台圆心正上方2mm处;
14.通过伺服精密平移台根据需要制备的液态环的大小设置所需旋转半径,将注液控制机构移出加工台圆心,同时根据需要制备的液态环在注液控制机构上设置所需的流速以及流量;
15.打开电动旋转台,控制加工台旋转并达到匀速;
16.打开注液控制机构按照预设的注液速率和注液量,将光固化材料连续的挤出到加工台上,在边注液边旋转的情况下形成曲面光滑的液体环;
17.待形成液体环后,关闭电动旋转台,将伺服精密平移台上固定的注液控制机构移出液态环的制备范围;
18.打开紫外光固化机构,使紫外光光斑聚焦在液体环上,利用紫外光固化灯迅速固化液体环,从而形成平板上固体环形结构。
19.本发明的一种用于制备平板上固体环的装置及其方法,通过所述伺服精密平移台驱动所述三轴微调位移平台、所述固定架移动,使得所述注液控制机构移至加工台圆心正上方;通过所述三轴微调位移平台将所述注液控制机构在x,y,z三个方向进行位置的微调,使得所述注液控制机构位于所述加工台圆心正上方2mm处;通过所述伺服精密平移台根据需要制备的液态环的大小设置所需旋转半径,通过所述伺服精密平移台将所述注液控制机构移出所述加工台圆心,同时根据需要制备的液态环在所述注液控制机构上设置所需的流速以及流量;打开所述电动旋转台,控制所述加工台旋转并达到匀速;打开所述注液控制机构按照预设的注液速率和注液量,将光固化材料连续的挤出到所述加工台上,在边注液边旋转的情况下形成曲面光滑的液体环;待形成液体环后,关闭所述电动旋转台,将所述伺服精密平移台上固定的所述注液控制机构移出液态环的制备范围;然后打开所述紫外光固化机构,使紫外光光斑聚焦在液体环上,利用紫外光固化灯快速固化液体环,从而形成平板上固体环形结构;通过上述方式,能够制备出不同规格的固体环。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
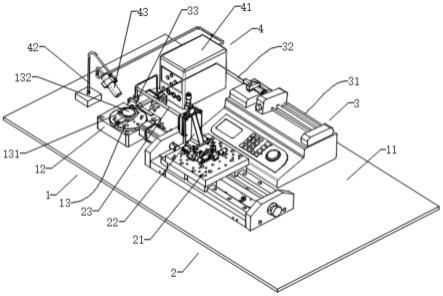
21.图1是本发明的一种用于制备平板上固体环的装置的结构示意图。
22.图2是本发明的一种用于制备平板上固体环的装置的另一角度的结构示意图。
23.图3是本发明的一种用于制备平板上固体环方法的流程图。
24.1-旋转控制机构、2-平移控制机构、3-注液控制机构、4-紫外光固化机构、11-底
板、12-电动旋转台、13-加工台、21-伺服精密平移台、22-三轴微调位移平台、23-固定架、31-注液部、32-输液部、33-出液针头、41-紫外光固化机、42-支架、43-紫外光固化灯、131-定位座、132-圆形塑料片、311-注射泵、312-注射器、313-注液针头、321-软管、322-鲁尔接头。
具体实施方式
25.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
26.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
27.请参阅图1~图3,第一方面,本发明提供一种用于制备平板上固体环的装置:包括旋转控制机构1、平移控制机构2、注液控制机构3和紫外光固化机构4;
28.所述旋转控制机构1包括底板11、电动旋转台12和加工台13;所述电动旋转台12和所述底板11固定连接,并位于所述底板11顶部;所述加工台13和所述电动旋转台12固定连接,并位于所述电动旋转台12顶部;所述平移控制机构2包括伺服精密平移台21、三轴微调位移平台22和固定架23;所述伺服精密平移台21和所述底板11固定连接,并位于所述底板11顶部;所述三轴微调位移平台22设置在所述伺服精密平移台21顶部;所述固定架23和所述三轴微调位移平台22固定连接,并位于所述三轴微调位移平台22侧边;所述注液控制机构3设置在所述平移控制机构2侧边;所述紫外光固化机构4设置在所述底板11顶部。
29.在本实施方式中,通过所述伺服精密平移台21驱动所述三轴微调位移平台22、所述固定架23移动,使得所述注液控制机构3移至加工台13圆心正上方;通过所述三轴微调位移平台22将所述注液控制机构3在x,y,z三个方向进行位置的微调,使得所述注液控制机构3位于所述加工台13圆心正上方2mm处;通过所述伺服精密平移台21根据需要制备的液态环的大小设置所需旋转半径,通过所述伺服精密平移台21将所述注液控制机构3移出所述加工台13圆心,同时根据需要制备的液态环在所述注液控制机构3上设置所需的流速以及流量;打开所述电动旋转台12,控制所述加工台13旋转并达到匀速;打开所述注液控制机构3按照预设的注液速率和注液量,将光固化材料连续的挤出到所述加工台13上,在边注液边旋转的情况下形成曲面光滑的液体环;待形成液体环后,关闭所述电动旋转台12,将所述伺服精密平移台21上固定的所述注液控制机构3移出液态环的制备范围;然后打开所述紫外光固化机构4,使紫外光光斑聚焦在液体环上,利用紫外光固化灯43迅速固化液体环,从而形成平板上固体环形结构;通过上述方式,能够制备出不同规格的固体环。
30.进一步的,所述加工台13包括定位座131和圆形塑料片132;所述定位座131和所述电动旋转台12固定连接,并位于所述电动旋转台12顶部;所述圆形塑料片132位于所述定位座131顶部。
31.在本实施方式中,所述定位座131顶部设有与所述圆形塑料片132适配的槽孔,能
够对所述圆形塑料片132进行限位,所述圆形塑料片132用于承接光固化材料。
32.进一步的,所述注液控制机构3包括注液部31、输液部32和出液针头33;所述注液部31设置在所述底板11顶部;所述输液部32和所述注液部31连通,且与所述固定架23固定连接,并位于所述注液部31侧边;所述出液针头33和所述输液部32连通,并位于输液部32一侧。
33.在本实施方式中,所述注液部31用于向所述输液部32注入光固化材料,所述输液部32内的光固化材料经所述出液针头33挤出至所述圆形塑料片132上。
34.进一步的,所述注液部31包括注射泵311、注射器312和注液针头313;所述注射泵311和所述底板11固定连接,并位于所述底板11顶部;所述注射器312和所述注射泵311固定连接且连通,并位于所述注射泵311一侧;所述注液针头313分别与所述注射器312和所述输液部32连通,并位于所述注射器312和所述注液部31之间。
35.在本实施方式中,所述注射泵311用于设置单个液体环所需的流量以及流速,且可以精确的调控平板上所需液体环的注射体积,所述注射器312用于盛放以及注射溶液,所述注液针头313用于连接所述输液部32和所述注射器312。
36.进一步的,所述输液部32包括软管321和鲁尔接头322;所述软管321和所述注液针头313连通,并位于所述注液针头313一侧;所述鲁尔接头322分别与所述软管321和所述出液针头33连通,且与所述固定架23固定连接,并位于所述软管321和所述出液针头33之间。
37.在本实施方式中,所述软管321用于实现液体的传送,所述出液针头33用于将液滴精准的滴入所述圆形塑料片132上,所述鲁尔接头322用于固定和安装所述出液针头33。
38.进一步的,所述紫外光固化机构4包括紫外光固化机41、支架42和紫外光固化灯43;所述紫外光固化机41和所述底板11固定连接,并位于所述底板11顶部;所述支架42和所述底板11固定连接,并位于所述底板11顶部;所述紫外光固化灯43和所述支架42固定连接,且与所述紫外光固化机41电连接,并位于支架42一侧。
39.在本实施方式中,所述光固机实现紫外光的通断,所述紫外光固化灯43用于将射出的紫外光斑聚焦在液体环上将液环迅速固化,形成平板上的固体环。
40.第二方面,本发明还提供一种用于制备平板上固体环的方法,包括:
41.s1通过伺服精密平移台21带动三轴微调位移平台22及注液控制机构3移至加工台13圆心正上方;
42.通过所述伺服精密平移台21驱动所述三轴微调位移平台22和所述注液控制机构3移至加工台13圆心正上方。
43.s2通过三轴微调位移平台22将注液控制机构3移动至加工台13圆心正上方2mm处;
44.通过三轴微调位移平台22将注液控制机构3在x,y,z三个方向进行位置的微调,使得注液控制机构3位于加工台13圆心正上方2mm处。
45.s3通过伺服精密平移台21根据需要制备的液态环的大小设置所需旋转半径,将注液控制机构3移出加工台13圆心,同时根据需要制备的液态环在注液控制机构3上设置所需的流速以及流量;
46.通过所述伺服精密平移台21根据需要制备的液态环的大小设置所需旋转半径,通过所述伺服精密平移台21将所述注液控制机构3移出所述加工台13圆心,同时根据需要制备的液态环在所述注液控制机构3上设置所需的流速以及流量。
47.s4打开电动旋转台12,控制加工台13旋转并达到匀速;
48.打开所述电动旋转台12,控制所述加工台13旋转并达到匀速。
49.s5打开注液控制机构3按照预设的注液速率和注液量,将光固化材料连续的挤出到加工台13上,在边注液边旋转的情况下形成曲面光滑的液体环;
50.打开所述注液控制机构3按照预设的注液速率和注液量,将光固化材料连续的挤出到加工台13上,在边注液边旋转的情况下形成曲面光滑的液体环。
51.s6待形成液体环后,关闭电动旋转台12,将伺服精密平移台21上固定的注液控制机构3移出液态环的制备范围;
52.待形成液体环后,关闭所述电动旋转台12,将所述伺服精密平移台21上固定的所述注液控制机构3移出液态环的制备范围。
53.s7打开紫外光固化机构4,使紫外光光斑聚焦在液体环上,利用紫外光固化灯43迅速固化液体环,从而形成平板上固体环形结构;
54.然后打开所述紫外光固化机构4,使紫外光光斑聚焦在液体环上,利用紫外光固化灯43迅速固化液体环,从而形成平板上固体环形结构。
55.本发明的一种用于制备平板上固体环的装置及其方法,通过所述电动旋转台12控制旋转速度,使位于所述电动旋转台12上的所述圆形塑料片132旋转至匀速,然后通过所述三维位移平移台进行x,y,z三个方向的移动,来带动所述固定架23和所述鲁尔接头322移动,以此来控制所述出液针头33,使所述出液针头33位于所述圆形塑料片132圆心正上方2mm处,通过所述伺服精密平移台21带动所述出液针头33水平移动,调控液体环的大小规格,并通过所述注液控制机构3调控注液量进而控制液体环的体积,实现精确控制液体环精度的目的;最后,利用所述光固化机快速固化所述圆形塑料片132上的液体环,保证制备的液环能够迅速转变成固态,避免液环因固化时间长而发生形变的问题,同时能够制备不同规格的固体环。
56.本发明实现了平板上固态微型环的制备,提高了固体环的制备精度,避免了现有制备方式中平板上固体环存在内部缺陷和成环不均匀的问题,本发明具有一定的柔性,能够制备不同尺寸、不同粗细和不同材质的固态微型环;另外,本发明采用分离式设计,设置了所述鲁尔接头322来固定所述出液针头33,能够便于更换不同的所述出液针头33,同时可以更换不同的溶液,适用平板上不同规格的固体环的制备;本发明通过所述伺服精密平移台21与所述三轴微调位移平台22联合控制,可以精确控制所述出液针头33水平方向和竖直方向的位移,进而达到能够精确控制平板上固体环的规格、位置,同时所述伺服精密平移台21可以达到迅速移走所述出液针头33的目的,可以提高制备过程的自动化。本发明通过所述注射泵311设定注液量和注液速度来供给流体,通过所述注液针头313、所述软管321以及所述出液针头33的连接方式来输送溶液,减小了注液时的压力差,保证了液体能够均匀连续的流出,并能精确控制所述出液针头33射流的液量,从而使得所述注射泵311中流出稳定连续的液滴,进而通过光固化在平板上制备出表面光泽,形体均匀、规格精确的固体环。
57.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。