1.本发明涉及冶金材料领域,尤其涉及一种铜铬碲-铜铬复合触头的制备方法。
背景技术:
2.小型化是真空开关一个重要的发展方向,降低了开关柜厂家的生产成本。然而小型化的开关操作机构会降低真空灭弧室分断时的分闸力,从而拉不开触头分合时因电弧作用在动静两片触头间产生的熔焊,造成开断失败,所以触头的抗熔焊性能就显得至关重要。
3.相关研究表明,在铜铬触头材料里加微量的碲可以大幅度降低铜铬之间的结合强度,从而降低铜铬触头的抗拉强度,进而在动静触头发生熔焊时能以较小的分闸力分开动静触头。为此,国内外也都展开了铜铬碲触头的研制与研究,例如:中国发明专利cn200410057837.6公开了一种铜铬碲触头的制备方法;《微量te对cu-cr30te合金触头材料抗焊接性的影响》中明确了微量的碲富集在铜铬界面处是铜铬材料抗拉强度下降的原因。
4.然而在真空开关的制造过程中,铜铬触头和无氧铜杯座必须使用银铜28或银铜28镍等焊料以真空钎焊的方法连接起来。申请人在前期的研究中发现,碲元素的加入也会大幅度降低触头的焊接强度,容易产生铜铬碲触头和无氧铜杯座脱落的现象,从而使铜铬碲触头在具有高寿命要求(常规真空开关要求在分合闸力下分合次数达到10000次即可,高寿命的开关要求分合次数达到30000次)的真空开关领域内的应用受到了限制。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种铜铬碲-铜铬复合触头的制备方法。本发明制备的复合触头既具备单一铜铬碲触头优良的抗熔焊性能,又具有铜铬触头与铜杯座间优良的钎焊性能,同时触头双层材料主成分一致,热膨胀系数相同,材料制备及后续使用时不会变形或开裂。
6.本发明的具体技术方案为:一种铜铬碲-铜铬复合触头的制备方法,包括以下步骤:(1)铬碲粉均质化处理:取二氧化碲溶解于乙二醇和丙酮的混合溶液中,然后将所得溶液倒入喷雾器中,将铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉进行氢气还原,冷却后得到碲分布均匀的铬碲粉。
7.常规生产铜铬碲触头是直接以碲粉的方式加入到混料工序中的,然而本发明团队在前期研究过程中发现,若碲粉粒径太细,则容易团聚而分布不均,进而造成烧结后碲在触头中分布不均,出现黑色的碲富集区域;反之,若碲粉太粗则在烧结过程中,碲难以完全扩散在铜铬界面处,同样出现碲富集区。为此,本发明将二氧化碲溶解于乙二醇和丙酮的混合溶液,然后以喷雾混合方式与铬粉混合,可形成二氧化碲包裹的铬粉,在氢气加热还原过程中,丙酮和乙二醇随气流跑出,接着铬粉上的二氧化碲被氢气还原获得碲细小且分布均匀的铬碲粉。该方式能有效避免触头碲富集现象。
8.(2)铜铬碲-铜铬复合触头的制备:将步骤(1)所得铬碲粉和电解铜粉进行混合得到铜铬碲混合粉m1;将铬粉和电解铜粉进行混合得到铜铬混合粉m2;首先将铜铬碲混合粉m1装入模具中,刮平后撒上0.05-0.15mm厚的铜铬合金粉末a,接着提升模具形成新的空腔,将铜铬混合粉m2装入空腔中再刮平,然后进行模压成型;脱模后将所得铜铬碲-铜铬压坯在高于铜铬合金粉末a熔点且低于混合粉末m1及m2熔点的温度下真空或氢气气氛中烧结,得到具有铜铬碲层-铜铬层结构的铜铬碲-铜铬复合触头。
9.现有的铜铬碲单层触头因微量碲元素的存在,会严重影响触头和无氧铜杯座的焊接强度,固不适用长寿命要求的高性能真空开关。此外铜铬碲层和铜层直接进行复合的话,因铬和铜热膨胀系数差别巨大(铬热膨胀系数6.2,铜热膨胀系数16.5),所以铜铬碲层和铜层之间热膨胀系数差别也较大,在加热时会出现严重变形甚至开裂,也不适用于真空开关的制备。为此,本发明提出具有铜铬碲层和铜铬层双层同质结构的铜铬碲-铜铬复合触头,其中铜铬碲层作为燃弧面,具有优异的抗熔焊性能,铜铬层作为焊接面具有优异的焊接性能,同时两层之间热膨胀系数一样,不会产生变形。
10.除此之外,本发明在铜铬碲层和铜铬层添加少量的铜合金粉末a,在烧结时,铜合金粉末a熔化,能够更好地结合铜铬碲层和铜铬层,同时铜铬碲层和铜铬层处于固相烧结状态,不会熔化,从而能保持触头压坯的形状,不会坍塌或严重变形。
11.作为优选,步骤(1)中,所述二氧化碲的用量为铬粉重量的0.005~0.05%;所述混合溶液的用量为铬粉重量的0.5~5%。
12.作为优选,步骤(1)中,所述混合溶液中乙二醇和丙酮重量比为1∶3-5。
13.作为优选,步骤(1)中,所述铬粉的粒径为120~500目。
14.作为优选,步骤(1)中,所述氢气还原的温度为350~500℃,时间为0.5~1.5小时。
15.作为优选,步骤(2)中,所述铜铬碲混合粉m1中电解铜粉的粒径为200-350目,重量为铜铬碲-铜铬复合触头中铜铬碲层的40~80%。
16.作为优选,步骤(2)中,所述铜铬混合粉m2中铬粉的粒径为120~500目,重量为铜铬碲-铜铬复合触头中铜铬层的20~60%;电解铜粉的粒径为200-350目,重量为铜铬碲-铜铬复合触头中铜铬层的40~80%。
17.作为优选,步骤(2)中,所述铜铬合金粉末a的熔点为1076℃;成分为:铬1.28wt%,其余为铜;粒径为2~20μm。
18.作为优选,步骤(2)中,所述铜铬碲混合粉m1和铜铬混合粉m2的用量比为1∶1~1∶3。
19.作为优选,步骤(2)中,所述烧结的温度为1078~1082℃,时间为30~120min。
20.与现有技术相比,本发明具有以下技术效果:(1)本发明将传统铜铬碲触头设计为两层结构的铜铬碲-铜铬复合触头,既具备单一铜铬碲触头优良的抗熔焊性能,又具有铜铬触头与铜杯座间优良的钎焊性能;此外避免了铜铬(碲)-铜触头两层之间因热膨胀系数差别较大而产生的严重变形甚至开裂现象。
21.(2)本发明在铬和微量二氧化碲混料时采用溶液喷雾法,再经氢气还原得到碲分布均匀的铬碲粉,由此制备的铜铬碲-铜铬触头的铜铬碲层不均在碲富集现象。
附图说明
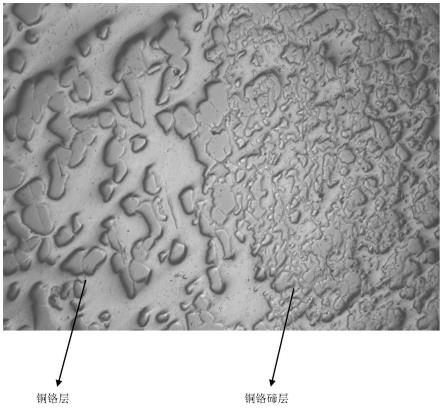
22.图1为本发明实施例1制得的铜铬25碲-铜铬25复合触头的金相图。
具体实施方式
23.下面结合实施例对本发明作进一步的描述。
24.总实施例一种铜铬碲-铜铬复合触头的制备方法,包括以下步骤:(1)铬碲粉均质化处理:取二氧化碲溶解于乙二醇和丙酮(重量比为1∶3-5)的混合溶液中,然后将所得溶液倒入喷雾器中,将120~500目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经350~500℃氢气还原0.5~1.5小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.005~0.05%;混合溶液的用量为铬粉重量的0.5~5%。
25.(2)铜铬碲-铜铬复合触头的制备:将步骤(1)所得铬碲粉和电解铜粉(200-350目,重量为铜铬碲层的40~80%)进行混合得到铜铬碲混合粉m1;将铬粉(120~500目,重量为铜铬层的20~60%)和电解铜粉(200-350目,重量为铜铬层的40~80%)进行混合得到铜铬混合粉m2;首先将铜铬碲混合粉m1装入模具中,刮平后撒上0.05-0.15mm厚的铜铬合金粉末a(熔点为1076℃;成分为:铬1.28wt%,其余为铜;粒径为2~20μm),接着提升模具形成新的空腔,将铜铬混合粉m2装入空腔中再刮平,然后进行模压成型;脱模后将所得铜铬碲-铜铬压坯在1078~1082℃℃下真空或氢气气氛中烧结30~120min,得到具有铜铬碲层-铜铬层结构的铜铬碲-铜铬复合触头。其中,所述铜铬碲混合粉m1和铜铬混合粉m2的用量比为1∶1~1∶3。
26.实施例1取二氧化碲溶解于重量比为1∶5的乙二醇和丙酮混合溶液中,然后将所得溶液倒入喷雾器中,将500目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经500℃氢气还原0.5小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.03%;混合溶液的用量为铬粉重量的3%。
27.将上述铬碲混合粉和200目电解铜粉按2.5∶7.5配比称重后倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1;同样的将120目的金属铬粉和200目电解铜粉按2.5∶7.5配比称重后倒入另一个v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬混合粉m2;然后把铜铬碲混合粉m1装入模具中,刮平后撒上0.1毫米厚度的铬含量为1..28%且粒径为8μm的铜铬合金粉末a,然后提升模具形成新的空腔,接着把铜铬混合粉m2装入空腔中再刮平,其中铜铬碲混合粉m1和铜铬混合粉m2的重量比为1∶2,然后进行模压成形,压制压力为800mpa。脱模后的铜铬碲-铜铬压坯经1080℃真空烧结60min后得到铜铬25碲-铜铬25复合触头。
28.如图1所示为实施例1制得的铜铬25碲-铜铬25复合触头的金相图。由图中可见铜铬碲层中无碲的富集相(黑色点状物),且铜铬碲层和铜铬层结合良好,没有裂纹现象。
29.实施例2取二氧化碲溶解于重量比为1∶3的乙二醇和丙酮混合溶液中,然后将所得溶液倒
入喷雾器中,将120目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经350℃氢气还原1.5小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.005%;混合溶液的用量为铬粉重量的0.5%。
30.将上述铬碲混合粉和350目电解铜粉按4∶6配比称重后倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1;同样的将200目的金属铬粉和350目电解铜粉按4∶6配比称重后倒入另一个v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬混合粉m2;然后把铜铬碲混合粉m1装入模具中,刮平后撒上0.1毫米厚度的铬含量为1..28%且粒径为3μm的铜铬合金粉末a,然后提升模具形成新的空腔,接着把铜铬混合粉m2装入空腔中再刮平,其中铜铬碲混合粉m1和铜铬混合粉m2的重量比为1∶1,然后进行模压成形,压制压力为800mpa。脱模后的铜铬碲-铜铬压坯经1078℃真空烧结120min后得到铜铬40碲-铜铬40复合触头。
31.实施例3取二氧化碲溶解于重量比为1∶4的乙二醇和丙酮混合溶液中,然后将所得溶液倒入喷雾器中,将300目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经420℃氢气还原1小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.04%;混合溶液的用量为铬粉重量的4%。
32.将上述铬碲混合粉和200目电解铜粉按5∶5配比称重后倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1;同样的将300目的金属铬粉和300目电解铜粉按5∶5配比称重后倒入另一个v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬混合粉m2;然后把铜铬碲混合粉m1装入模具中,刮平后撒上0.1毫米厚度的铬含量为1..28%且粒径为15μm的铜铬合金粉末a,然后提升模具形成新的空腔,接着把铜铬混合粉m2装入空腔中再刮平,其中铜铬碲混合粉m1和铜铬混合粉m2的重量比为1∶3,然后进行模压成形,压制压力为800mpa。脱模后的铜铬碲-铜铬压坯经1082℃氢气烧结30min后得到铜铬50碲-铜铬50复合触头。
33.对比例1与实施例1区别在于只制备单一层的铜铬碲触头,制备过程如下:取二氧化碲溶解于重量比为1∶5的乙二醇和丙酮混合溶液中,然后将所得溶液倒入喷雾器中,将500目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经500℃氢气还原0.5小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.03%;混合溶液的用量为铬粉重量的3%。将上述铬碲混合粉和200目电解铜粉按4∶6配比称重后倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1。铜铬碲混合粉m1直接进行模压成形,压制压力为800mpa,脱模后的铜铬碲-铜铬压坯经1080℃真空烧结60min后得到铜铬25碲触头。
34.对比例2与实施例1区别仅在于不进行铬碲均匀化处理,制备过程如下:将500目铬粉、200目电解铜粉按2.5∶7.5配比称重,在把铬粉重量0.024%且粒径
为5μm的高纯碲粉一起倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1;同样的将120目的金属铬粉和200目电解铜粉按2.5∶7.5配比称重后倒入另一个v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬混合粉m2。然后把铜铬碲混合粉m1装入模具中,刮平后撒上0.1毫米厚度的铬含量为1..28%且粒径为8μm的铜铬合金粉末a,然后提升模具形成新的空腔,接着把铜铬混合粉m2装入空腔中再刮平,其中铜铬碲混合粉m1和铜铬混合粉m2的重量比为1∶2,然后进行模压成形,压制压力为800mpa。脱模后的铜铬碲-铜铬压坯经1080℃真空烧结60min后得到铜铬25碲-铜铬25复合触头。
35.对比例3与实施例1区别仅在于不添加铜铬合金粉a,制备过程如下:取二氧化碲溶解于重量比为1∶5的乙二醇和丙酮混合溶液中,然后将所得溶液倒入喷雾器中,将500目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经500℃氢气还原0.5小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.03%;混合溶液的用量为铬粉重量的3%。
36.将上述铬碲混合粉和200目电解铜粉按2.5∶7.5配比称重后倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1;同样的将120目的金属铬粉和200目电解铜粉按2.5∶7.5配比称重后倒入另一个v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬混合粉m2;然后把铜铬碲混合粉m1装入模具中,刮平后提升模具形成新的空腔,接着把铜铬混合粉m2装入空腔中再刮平,其中铜铬碲混合粉m1和铜铬混合粉m2的重量比为1∶2,然后进行模压成形,压制压力为800mpa。脱模后的铜铬碲-铜铬压坯经1080℃真空烧结60min后得到铜铬25碲-铜铬25复合触头。
37.对比例4与实施例1区别仅在于烧结温度低于铜铬合金粉末a的熔点。
38.取二氧化碲溶解于重量比为1∶5的乙二醇和丙酮混合溶液中,然后将所得溶液倒入喷雾器中,将500目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经500℃氢气还原0.5小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.03%;混合溶液的用量为铬粉重量的3%。
39.将上述铬碲混合粉和200目电解铜粉按2.5∶7.5配比称重后倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1;同样的将120目的金属铬粉和200目电解铜粉按2.5∶7.5配比称重后倒入另一个v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬混合粉m2;然后把铜铬碲混合粉m1装入模具中,刮平后撒上0.1毫米厚度的铬含量为1..28%且粒径为8μm的铜铬合金粉末a,然后提升模具形成新的空腔,接着把铜铬混合粉m2装入空腔中再刮平,其中铜铬碲混合粉m1和铜铬混合粉m2的重量比为1∶2,然后进行模压成形,压制压力为800mpa。脱模后的铜铬碲-铜铬压坯经1050℃真空烧结60min后得到铜铬25碲-铜铬25复合触头。
40.对比例5与实施例1区别仅在于触头为铜铬碲-铜双层复合结构。
41.取二氧化碲溶解于重量比为1∶5的乙二醇和丙酮混合溶液中,然后将所得溶液倒入喷雾器中,将500目的铬粉添加至容器中,在搅拌状态下向容器中喷雾,喷雾结束后继续搅拌均匀,然后将所得的二氧化碲和铬的混合粉经500℃氢气还原0.5小时,冷却后得到碲分布均匀的铬碲粉。其中,二氧化碲的用量为铬粉重量的0.03%;混合溶液的用量为铬粉重量的3%。
42.将上述铬碲混合粉和200目电解铜粉按2.5∶7.5配比称重后倒入v型混料机中进行混合,转速为45转/分钟,混料1小时后取出得到铜铬碲混合粉m1。然后把铜铬碲混合粉m1装入模具中,刮平后撒上0.1毫米厚度的铬含量为1..28%且粒径为8μm的铜铬合金粉末a,然后提升模具形成新的空腔,接着把-200目纯铜粉装入空腔中再刮平,其中铜铬碲混合粉m1和纯铜粉的重量比为1∶2,然后进行模压成形,压制压力为800mpa。脱模后的铜铬碲-铜铬压坯经1080℃真空烧结60min后得到铜铬25碲-铜复合触头。
43.性能测试对上述实施例以及对比例所得触头进行性能测试,结果如下表所示:从以上结果可以看出,本发明各实施例所制备的触头无碲富集相,与无氧铜的焊接强度也比对比例1即单层铜铬碲触头和无氧铜的焊接强度高;此外本发明的铬碲均匀化技术也解决了对比例2存在的碲难以混料均匀进而使触头出现碲富集的现象;另外由于在铜铬碲层和铜铬层之间添加了少量的铜铬合金粉末,烧结时铜铬合金粉末熔化,使铜铬碲和铜铬层的结合强度也大为提高,解决了对比例3和对比例4存在的两层之间结合强度太低的问题;同时也解决了对比例5因铜铬碲层和铜层之间热膨胀系数不同而导致的变形问题。
44.本发明中所用原料、设备,若无特别说明,均为本领域的常用原料、设备;本发明中所用方法,若无特别说明,均为本领域的常规方法。
45.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例所作的任何简单修改、变更以及等效变换,均仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。