1.本实用新型涉及卷管机的技术领域,具体说是一种具有变速运行功能的卷管机。
背景技术:
2.随着人民生活水平的不断提高,空调、冰箱、冷库及热泵热水器是应用十分广泛的空气源热交换设备,其利用冷媒在液相和气相变化时产生的吸热、放热现象实现外界的制冷或制热。
3.其中,现有的换热器是目前就用最多的热泵交换部件。换热器以套合式对扭管为主。该扭管在制造时,需要采用卷管机将管件卷成扭管,再将扭管安装在换热器的罐体内。
4.但是,传统的卷管机却存在以下不足:
5.1)在管件定角度安装在卷管机的卷管轴时,一般都是靠工人以往的经验将管件的前部定位安装在卷管机的卷管轴上,容易造成扭管的前部定角度的长度、尾部的长度都长短不一,规格不统一,难以达到扭管生产要求,降低产品的生产质量。
6.2)管件在卷绕过程中,卷管机的卷管轴匀速旋转,导致管件在卷绕收尾时,由于卷管轴旋转的惯性,容易使扭管的尾部预留位长短不一,甚至将扭管的尾部预留位全部都卷绕在卷管轴内,降低产品的合格率,增加制造成本。
7.3)单靠驱动缸带动下压导件下行,只能适应单一扭径规定的扭管的制造,制造单一,制造成本高;并且,下压导件与管件硬性接触,容易挤压管件变形,甚至损坏管件,降低成品合格率。
技术实现要素:
8.本实用新型的目的在于克服现有技术的不足,提供一种具有变速运行功能的卷管机,其结构简单,能分段变速运行,提高加工精度,保证扭管制造规格统一,同时采用两段下压方式,既适应不同扭径的扭管制造,又具有缓冲功能,保护管件,提高加工精度,确保产品加工质量。
9.本实用新型的实用新型目的是这样实现的:一种具有变速运行功能的卷管机,包括机架及设于机架上的卷管轴、变速驱动电机,所述变速驱动电机的输出端与卷管轴的一端连接并带动卷管轴旋转,其中,所述卷管轴的外缘设有依次连接的第一螺旋槽、第二螺旋槽,所述第一螺旋槽的前端安装有将管件的前端定位在卷管轴上的首部定长固定件;
10.所述机架的上端部滑装有下压移动机构,下压移动机构安装有两段式自动下行部件,两段式自动下行部件设有与管件适配连接并随着卷管轴旋转使管件依次定位盘绕在第一螺旋槽、第二螺旋槽用的导向辊轮;
11.所述机架的中端部安装有使变速驱动电机带动卷管轴以中速启动、高速旋转、低速刹车用的速度控制组件,速度控制组件分别与变速驱动电机、下压移动机构连接;
12.所述机架安装有退件用的退管支承部件,卷管轴的两端分别轴连接在退管支承部件的定位端与摆动端上,所述退管支承部件的摆动端安装有用于开合退管支承部件用的锁
定组件。
13.根据上述进行优化,所述卷管轴包括扭管成型前部位、扭管成型后部位,扭管成型前部位的轴径大于扭管成型后部位,所述第一螺旋槽、第二螺旋槽分别分布在扭管成型前部位的外缘、扭管成型后部位的外缘,并且第一螺旋槽的尾端与第二螺旋槽的首端连接。
14.根据上述进行优化,所述首部定长固定件安装在与第一螺旋槽的首端对应的扭管成型前部位,所述扭管成型前部位设有检测卷管轴旋转圈数用的连接件,连接件随着卷管轴旋转而旋转并与速度控制组件信号连接。
15.根据上述进行优化,所述速度控制组件包括分别与变速驱动电机信号连接的起步感应件、运行感应件、刹车感应件,
16.所述起步感应件与刹车感应件分别安装在自动下行部件上,运行感应件安装机架上,卷管轴的扭管成型前部位安装有与运行感应件位置信号连接的连接件。
17.根据上述进行优化,所述下压移动机构设有调整安装架,导向辊轮轴连接在调整安装架的一端,调整安装架的另一端滑装有用于固定起步感应件、刹车感应件的检测定位块。
18.根据上述进行优化,所述下压移动机构包括横向推动缸、横向移动上架、横向移动下架,自动下行部件包括下行推动缸、下行弹簧、下行移动架,
19.所述机架设有与横向移动上架、横向移动下架滑动连接的上连接杆、下连接杆,横向推动缸安装机架上且其推动杆与横向移动上架连接,横向推动缸分别与起步感应件、运行感应件、刹车感应件信号连接;
20.所述横向移动上架、横向移动下架的连接之间设有供下行移动架上下滑动的导向杆,所述下行移动架的底面安装有调整安装架;
21.所述下行推动缸安装在横向移动上架且其推动杆与下行移动架连接,所述下行弹簧的定位端与横向移动上架连接,下行弹簧的活动端与下行移动架连接。
22.根据上述进行优化,所述上连接杆安装有限定横向移动上架复位用的限位块。
23.根据上述进行优化,所述导向辊轮有与管件相配的定位槽。
24.根据上述进行优化,所述退管支承部件包括定位支撑架、摆动支撑架,锁定组件包括锁定杆与锁定缸,
25.所述定位支撑架的下端固定在机架上,定位支撑架的上端与卷管轴轴连接,所述摆动支撑架的下端固定在机架上,摆动支撑架的上端上下摆动在机架上的同时与卷管轴的另一端轴连接或分离;
26.所述锁定杆安装在锁定缸的伸缩端,所述锁定缸安装机架上且带动锁定杆往上伸展而固定在摆动支撑架的上端或带动锁定杆往下内缩而脱离摆动支撑架的上端。
27.本实用新型的优点在于:
28.1)利用速度控制组件与变速驱动电机的结构配合,以使变速驱动电机带动卷管轴中速启动,高速运行,低速收尾,准确地刹车停止;分段式变速运行,有效地解决卷管轴匀速运行而产生惯性问题,管件卷绕效果好,保证扭管尾部长短统一,提高加工质量,减少工艺程序,降低制造成本。
29.2)在首部定长固定件的作用下,能将管件的前部进行定角度定长度,提高加工精度,避免每个扭管前部与尾部的长短不一,保证扭管制造规格统一,提升扭管的生产合格
率,降低制造成本,确保产品的使用质量。
30.3)通过下压移动机构与两段式自动下行部件的结构配合下,下压移动机构推动自动下行部件横向移动,同时自动下行部件带动导向辊轮下行,导向辊轮与卷管轴接触,以使管件随着卷管轴将管件卷缠在第一螺旋槽上,有效地避免管件卷绕过程中错位;期间,在自动下行部件的弹性浮动作用下,实现导向辊轮与管件、卷管轴软性接触,提高加工稳定性,而且,途径第一螺旋槽与第二螺旋槽的交接处,自动下行部件能自动地带动管件顺畅地卷缠在第二螺旋槽上。采用两段式下压方式,下行位置准确,提高管件加工精度,能适应加工不同扭径的扭管,保证产品的加工质量。
31.4)配合限位块的结构,下压移动机构能在机架上快速复位,运行稳定性高,效率高,确保产品加工质量。
32.5)采用检测定位块,能在运行期间,起到将管件定角度地往出至卷管轴的方向输出,有效地控制管件在卷管期间的扭距力,克服管件材料韧性,以使管件更好地卷绕在卷管轴上,提升管件加工质量。
33.6)在退管支承部件与锁定组件的结构配合下,能通过锁定组件的开合以控制退管支承部件摆动端的开合,既能在加工时使管件准确定位在卷管轴上且能顺畅又精准地卷缠在卷管轴的第一螺旋槽、第二螺旋槽;又能在加工完毕后,顺畅地将扭管退出,确保产品的使用质量。
附图说明
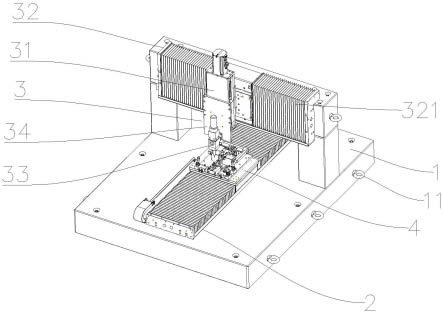
34.附图1为本实用新型较佳实施例的结构示意图。
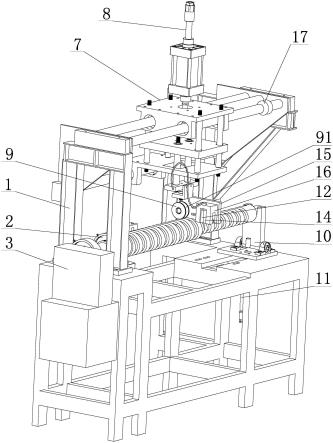
35.附图2为本实用新型较佳实施例的主视图。
36.附图3为本实用新型较佳实施例的后视图。
37.附图4为本实用新型较佳实施例的左视图。
38.附图5为本实用新型较佳实施例的控制原理图。
具体实施方式
39.下面结合附图对本实用新型作进一步的描述。
40.根据附图1至图5所示,本实用新型的具有变速运行功能的卷管机,其机架1及设于机架1上的卷管轴2、变速驱动电机3,所述变速驱动电机3的输出端与卷管轴2的一端连接并带动卷管轴2旋转。其中,所述卷管轴2的外缘设有依次连接的第一螺旋槽4、第二螺旋槽5,所述第一螺旋槽4的前端安装有将管件的前端定位在卷管轴2上的首部定长固定件6。
41.在首部定长固定件6的作用下,能将管件的前部进行定角度定长度地安装在卷管轴2 的第一螺旋槽4上,提高加工精度,避免每个扭管前部的预留长度不一,保证扭管制造规格统一,提升扭管的生产合格率,降低制造成本,确保产品的使用质量。
42.参照图1至图5所示,所述机架1的上端部滑装有下压移动机构7。下压移动机构7 安装有两段式自动下行部件8,两段式自动下行部件8设有与管件适配连接并随着卷管轴2 旋转使管件依次定位盘绕在第一螺旋槽4、第二螺旋槽5用的导向辊轮9。所述导向辊轮9 有与管件相配的定位槽91。
43.在导向辊轮9的作用下,自动下行部件8带动导向辊轮9下行,以使导向辊轮9与管
件接触,期间,下压移动机构7横向推动自动下行部件8横向移动的同时使导向辊轮9在卷管轴2上移动,促使定位槽91将管件准确地卷绕在卷管轴2的第一螺旋槽4、第二螺旋槽5上,避免管件卷绕过程中错位,提高加工效果,确保产品加工质量。
44.参照图1至图3所示,所述机架1的中端部安装有使变速驱动电机3带动卷管轴2以中速启动、高速旋转、低速刹车用的速度控制组件,速度控制组件分别与变速驱动电机3、下压移动机构7连接。
45.其中,所述速度控制组件包括分别与变速驱动电机3信号连接的起步感应件12、运行感应件13、刹车感应件14,所述起步感应件12与刹车感应件14分别安装在自动下行部件 8上,运行感应件13安装机架1上,卷管轴2的扭管成型前部位21安装有与运行感应件 13位置信号连接的连接件23。
46.以及,所述下压移动机构7包括横向推动缸71、横向移动上架72、横向移动下架73,自动下行部件8包括下行推动缸81、下行弹簧82、下行移动架83。所述机架1设有与横向移动上架72、横向移动下架73滑动连接的上连接杆75、下连接杆76。横向推动缸71 安装机架1上且其推动杆与横向移动上架72连接,横向推动缸71分别与起步感应件12、运行感应件13、刹车感应件14信号连接。所述下行推动缸81安装在横向移动上架72且其推动杆与下行移动架83连接,所述下行弹簧82的定位端与横向移动上架72连接,下行弹簧82的活动端与下行移动架83连接。
47.在实际操作中,所述卷管轴2包括扭管成型前部位21、扭管成型后部位22。扭管成型前部位21的轴径大于扭管成型后部位22,所述第一螺旋槽4、第二螺旋槽5分别分布在扭管成型前部位21的外缘、扭管成型后部位22的外缘,第一螺旋槽4的尾端与第二螺旋槽 5的首端连接。
48.而且,所述首部定长固定件6安装在与第一螺旋槽4的首端对应的扭管成型前部位21。所述扭管成型前部位21设有检测卷管轴2旋转圈数用的连接件23,连接件23随着卷管轴 2旋转而旋转并与速度控制组件的运行感应件13信号连接。
49.即,加工时,首先将管件的首端固定在首部定长固定件6,自动下行部件8的下行推动缸81启动,下行推动缸81推动下行移动架83下行,导向辊轮9随着下行移动架83下行并与卷管轴2接触。此时,起步感应件12被触动并将相应信号反馈给变速电机、下压移动机构7的横向推动缸71,使变速驱动电机3、横向推动缸71同步运行,从而使变速电机带动卷管轴2以中速起步旋转,并在横向推动缸71推动的作用下,使横向移动上架72、横向移动下架73能沿着上连接杆75、下连接杆76滑行,达到导向辊轮9滑移在卷管轴2 的外缘,以将管件顺畅又精准地卷缠在卷管轴2的第一螺旋槽4上。
50.运行期间,连接件23随着卷管轴2旋转,运行感应件13能实时检测连接件23旋转的圈数并将相应信息反馈给变速驱动电机3。当运卷管轴2旋转至额定圈数时,变速驱动电机3高速运行,以带动卷管轴2高速旋转,能使管件快速又准确地卷缠于第一螺旋槽4、第二螺旋槽5上。并且,在自动下行部件8的下行弹簧82的弹性浮动作用下,实现导向辊轮9与管件、卷管轴2软性接触,提高加工稳定性,确保管件加工质量。
51.当导向辊轮9滑移到第一螺旋槽4与第二螺旋槽5的连接处,由于扭管成型前部位21 的轴径大于扭管成型后部位22,出现高低位落差时,在下行弹簧82的弹性作用下,下行弹簧82推动下行移动架83第二下行,以使导向辊轮9与卷管轴2的扭管成型后部位22的外缘
连接,加强下行位置准确性,适应加工不同扭径的扭管,保证产品的加工质量。
52.当运行感应件13检测连接件23旋转至指定圈数时,运行感应件13将相应信息反馈给变速驱动电机3放慢速度运行。当管件的末端部途离刹车感应件14时,刹车感应件14被触动并将相应的信息反馈横向推动缸71与变速驱动电机3,以使变速驱动电机3与横向推动缸71同步停止运行,保证每个扭管的尾部的预留长度保持一致性,保证扭管制造规格统一,提升扭管的生产合格率,降低制造成本,确保产品的使用质量。
53.参照图1至图3所示,进一步细化,所述下压移动机构7设有调整安装架15。导向辊轮9轴连接在调整安装架15的一端,调整安装架15的另一端滑装有用于固定起步感应件12、刹车感应件14的检测定位块16。
54.即,在运行期间,检测定位块16起到将管件定角度地往出至卷管轴2的方向输出,有效地控制管件在卷管期间的扭距力,克服管件材料韧性,以使管件更好地卷绕在卷管轴上,期间,可根据需要加工扭管尾部的预留长度的规格,以调整检测定位块16相对于导向辊轮 9之间的距离,当刹车感应件14检测到管件的尾部时并将相应信息反馈,以使卷管轴2停止运行,导向辊轮9有效地将管件压到卷管轴2上,从而统一扭管尾管预留的制造长度与角度,适用性高,又保证产品的加工质量。
55.而且,所述横向移动上架72、横向移动下架73的连接之间设有供下行移动架83上下滑动的导向杆74,所述下行移动架83的底面安装有调整安装架15。进一步提高设备运行的稳定性,确保产品的加工质量。
56.参照图1至图5所示,所述机架1安装有退件用的退管支承部件10,卷管轴2的两端分别轴连接在退管支承部件10的定位端与摆动端上,所述退管支承部件10的摆动端安装有用于开合退管支承部件10用的锁定组件11。
57.其中,所述退管支承部件10包括定位支撑架101、摆动支撑架102,所述锁定组件11 包括锁定杆111与锁定缸112。所述定位支撑架101的下端固定在机架1上,定位支撑架 101的上端与卷管轴2轴连接,所述摆动支撑架102的下端固定在机架1上,摆动支撑架 102的上端上下摆动在机架1上的同时与卷管轴2的另一端轴连接或分离。所述锁定杆111 安装在锁定缸112的伸缩端,所述锁定缸112安装机架1上且带动锁定杆111往上伸展而固定在摆动支撑架102的上端或带动锁定杆111往下内缩而脱离摆动支撑架102的上端。
58.在退管支承部件10与锁定组件11的结构配合下,当启动锁定缸112时,能使锁定杆 111锁合摆动支撑架102,促使在加工时使管件能准确定位在卷管轴2上且能顺畅又精准地卷缠在卷管轴2的第一螺旋槽4、第二螺旋槽5。当加工完毕后,锁定缸112复位,将锁定杆111脱离摆动支撑架102,便于摆动支撑架102往下摆动而打开摆动支撑架102。此时,自动下行部件8复位,带动导向辊轮9往上行,同时变速驱动电机3启动并带动卷管轴2 旋转,以达到顺畅地将扭管退出,确保产品的使用质量。
59.此外,所述上连接杆75安装有限定横向移动上架72复位用的限位块17。当扭管退管完毕后,然后推动下压移动机构7的横向移动上架72、横向移动下架73复位滑动在上连接杆75、下连接杆76上。使下压移动机构7复位快速,稳定性高,效率高。而且配合限定块的结构,能使下压移动机构7准确地复位在原始位置,确保产品加工质量。
60.上述具体实施例仅为本实用新型效果较好的具体实施方式,凡与本实用新型的具有变速运行功能的卷管机相同或等同的结构,均在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。