1.本技术涉及电力设备的技术领域,尤其是一种卷铁心,以及卷铁心卷绕工艺和卷铁心卷绕设备。
背景技术:
2.卷铁心大都是采用硅钢料带或者非晶材料料带连续绕制而成,具有空载损耗低、空载电流低、噪声低和成本低等优点。通常,铁心在卷绕时,铁心材料会产生应力,而应力是影响铁心性能的重要因素。为消除铁心应力,按照常规工艺,在完成卷绕后,将铁心框进行退火,在退火前,需要使用大量夹具对卷铁心进行加固,防止退火过程中铁心受热变形。完成退火后,又需要拆除铁心模具和夹具,然后进行拼装加固和绝缘处理。按照上述常规方式生产,具有以下缺点:(1)为防止在退火时铁心变形,需要在退火前进行加固处理,此工序需要使用大量加固夹具,增加了模具成本,另外,加固夹具的安装与拆除需要大量的时间,操作麻烦;(2)当铁心材料卷绕成卷铁心后,铁心的心柱以及铁轭较厚,退火时,热量不易传递到铁心内部,容易出现退火不均匀的情况,铁心内部留存少量应力,影响铁心性能的稳定性;(3)按照常规退火工序,由于卷绕后的铁心心柱以及铁轭较厚,内部材料较难受热,为保证较好消除应力,退火时间需要约40小时,用时较长,且需要消耗大量电能用于退火炉的加热,增加成本。
3.随着节能要求越来越高,卷铁心变压器越来越受市场青睐,同时,各生产企业也越来越注重自身产品工艺创新,降低生产管理成本,以提高产品的市场竞争力。
技术实现要素:
4.为了解决现有技术中存在的技术问题之一,本技术提供一种卷铁心卷绕工艺,先对料带进行加热退火,再进行卷绕,不需要再另外退火,可以节约大量的生产时间。
5.本技术还提供一种应用上述卷铁心卷绕工艺制作的卷铁心。
6.此外,本技术还提供一种卷铁心卷绕设备,有效执行上述卷铁心卷绕工艺。
7.根据本发明第一方面实施例的一种卷铁心卷绕工艺,包括以下步骤:放料,把料带放置在放料装置上进行放料和输送;加热,利用加热装置对料带进行加热,使料带达到退火温度;卷绕,加热后的料带在铁心模具上进行卷绕,得到铁心框。
8.根据本发明第一方面实施例的卷铁心卷绕工艺,至少具有如下有益效果:应用本发明的卷铁心卷绕工艺,先对料带进行加热退火处理,令铁心材料达到退火温度,卷绕后的铁心材料不产生应力,卷绕的铁心性能更加稳定;应用本发明的卷铁心卷绕工艺,先对料带进行加热退火处理,卷绕后的铁心材料不产生应力,因此,在卷绕成卷铁心后无需再进行常规退火工序,也就不需要常规工序中退火前的夹具安装以及退火后的夹具拆除,节约大量的生产时间;应用本发明的卷铁心卷绕工艺,先对料带进行加热退火处理,由于料带较薄,可以
快速受热,无需40小时的退火时间,减少能源损耗,大大节省成本和时间。
9.根据本发明第一方面所述的卷铁心卷绕工艺,所述卷绕步骤中,对多级料带进行卷绕,上一级料带即将卷绕完成时,使用下一级料带与上一级料带末端连接,继续进行卷绕。采用多级料带卷绕更加符合现有的卷铁心的生产。
10.根据本发明第一方面所述的卷铁心卷绕工艺,所述卷绕步骤前,设置有加热装置对卷绕前的料带进行加热。在卷绕前通过加热装置对料带进行加热,由于料带还保持在薄片的形状且并未堆叠,料带可以快速受热,提高加热的效率,节省时间并减少能源的浪费。
11.根据本发明第一方面所述的卷铁心卷绕工艺,所述卷绕步骤中,设置有加热装置对卷绕过程中的料带进行加热。在卷绕过程中通过加热装置对料带进行加热,进一步保证卷绕过程中的料带不会因为冷却而变硬,避免冷却变硬后的铁心材料在卷绕后产生应力。
12.根据本发明第二方面实施例的一种卷铁心,由铁心框组合而成,所述铁心框采用本发明第一方面所述的卷铁心卷绕工艺制作而成。
13.根据本发明第二方面实施例的卷铁心,至少具有如下有益效果:本发明的卷铁心的铁心框采用第一方面所述的卷铁心卷绕工艺制作而成,卷绕后的铁心材料不产生应力,卷绕的铁心性能更加稳定;同时卷绕后的铁心无需经过常规的退火工序,节约大量生产时间,并减少能源损耗。
14.根据本发明第三方面实施例的卷铁心卷绕设备,包括:放料装置,用于放置料带卷并进行放料;加热装置,设置在所述放料装置后方,至少一个所述加热装置设置在卷绕装置的前方,所述加热装置用于对料带进行加热,使料带达到退火温度;卷绕装置,包括铁心模具和驱动所述铁心模具转动的卷绕电机,加热后的料带在所述铁心模具上进行卷绕。
15.根据本发明第三方面实施例的卷铁心卷绕设备,至少具有如下有益效果:本发明的卷铁心卷绕设备,具有放料装置、加热装置和卷绕装置,能有效执行本发明第一方面所述的卷铁心卷绕工艺,利用加热装置先对料带进行加热,使其达到退火温度而软化,再通过卷绕装置进行卷绕,卷绕后的铁心材料不产生应力,得到的铁心性能更加稳定,同时卷绕后的铁心无需经过常规的退火工序,节约大量生产时间,并减少能源损耗。
16.根据本发明第三方面所述的卷铁心卷绕设备,还包括密封室,所述加热装置和所述卷绕装置设置在所述密封室内部,通过密封室对加热装置和卷绕装置进行包围,可减少热能的散失,降低能耗。
17.根据本发明第三方面所述的卷铁心卷绕设备,所述密封室上设置有抽真空装置和充气装置中的至少一种,用于把密封室内部抽真空或填充非氧化气体。通过抽真空装置把密封室内部抽真空,或者通过充气装置把密封室内填充非氧化气体,从而避免加热后的铁心材料出现氧化的情况。
18.根据本发明第三方面所述的卷铁心卷绕设备,所述密封室侧壁设置有可打开的门,便于人进入内部进行生产操作和检查维护。
19.根据本发明第三方面所述的卷铁心卷绕设备,所述密封室侧壁设置有观察窗,所述观察窗采用耐高温玻璃制作。通过观察窗可以及时观察到密封室内部的情况,便于工作人员了解设备的工作情况。
20.根据本发明第三方面所述的卷铁心卷绕设备,所述加热装置包括设置在所述卷绕装置前的退火炉,应用退火炉把输送中的料带加热,使铁心材料达到退火温度而软化,卷绕时不会产生应力。
21.根据本发明第三方面所述的卷铁心卷绕设备,所述加热装置包括设置在所述卷绕装置上的发热装置,所述卷绕装置上设置有至少一个的发热装置,所述发热装置对所述铁心模具上的料带进行加热。在卷绕过程中通过发热装置对料带进行加热,进一步保证卷绕过程中的料带不会因为冷却而变硬,避免冷却变硬后的铁心材料在卷绕后产生应力。
22.根据本发明第三方面所述的卷铁心卷绕设备,所述卷绕装置上,在料带进入所述铁心模具的位置处及其前方,设置有第一发热装置,所述第一发热装置用于对进入所述铁心模具卷绕前的料带进行加热。料带进入铁心模具卷绕前,还保持在薄片的形状且并未堆叠,通过第一发热装置的加热,使料带可以快速受热升温,达到退火温度后软化,避免未达到退火温度的料带进入铁心模具卷绕;第一发热装置设置在料带进入铁心模具的位置处及其前方,还可以提高加热的效率,节省时间并减少能源的浪费。
23.根据本发明第三方面所述的卷铁心卷绕设备,所述铁心模具的两侧和上部的至少一处,设置有第二发热装置,所述第二发热装置用于对卷绕中的料带进行加热。通过第二发热装置对卷绕中的料带作进一步的加热,既可以强化第一发热装置的加热效果,又能保证卷绕过程中的料带不会因为冷却而变硬,避免冷却变硬后的铁心材料在卷绕后产生应力。
24.根据本发明第三方面所述的卷铁心卷绕设备,所述卷绕装置前设置有用于控制卷绕张力的张力装置。进一步的,所述张力装置包括按压气缸,所述按压气缸间歇性下压,向下压紧料带,用于控制调整卷绕时料带的张力。
25.本技术的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术而了解。本技术的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明
26.附图用来提供对本技术技术方案的进一步理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本技术的技术方案,并不构成对本技术技术方案的限制。
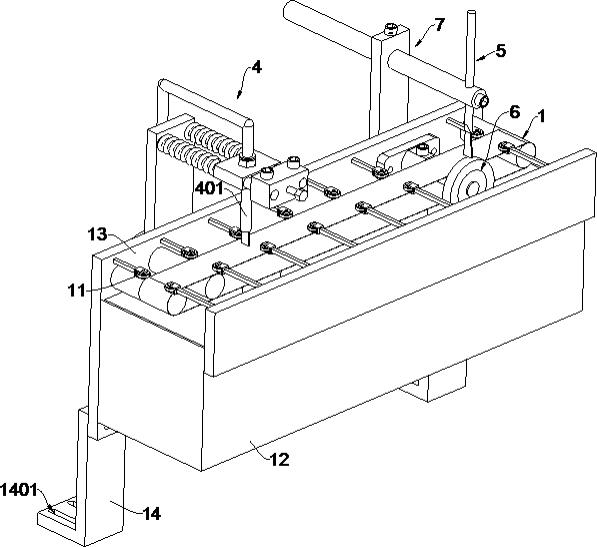
27.图1是卷铁心的结构示意图;图2是铁心框的结构示意图;图3是本技术提供的卷铁心卷绕设备的结构示意图;图4是图3中卷铁心卷绕设备位于密封室内部的装置示意图;图5是本技术提供的第二实施例中的卷绕装置的结构示意图。
28.附图标号说明:10、卷铁心;11、铁心框;100、放料装置;200、料带卷;210、料带;300、密封室;310、门;320、观察窗;400、控制台;500、卷绕装置;600、张力装置;700、退火炉;800、发热装置;810、第一发热装置;820、第二发热装置。
具体实施方式
29.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不
用于限定本技术。
30.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接或活动连接,也可以是可拆卸连接或不可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通信;可以是直接相连,也可以通过中间媒介、中间结构间接相连,可以是两个元件内部的连通、间接连通或两个元件的相互作用关系。
31.在本技术的描述中,需要说明的是,若干的含义是一个或者多个,多个(或多项)的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到“第一”、“第二”等只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
32.下面结合附图,对本技术实施例作进一步阐述。
33.参照图1、图2,在本实施例中,卷铁心10优选为卷铁心,由三个铁心框11组合而成,铁心框11大都是采用硅钢料带或者非晶材料料带连续绕制而成。卷铁心10具有空载损耗低、空载电流低、噪声低和成本低等优点。
34.现有的卷铁心制作工艺,一般包括裁片、卷绕、组装、退火和成型五个步骤。其中,铁心在卷绕时,都是把裁好的料带在铁心模具上直接卷绕,料带在卷绕过程中会产生应力,而应力是影响铁心性能的重要因素。为消除铁心应力,在组装铁心后,需要进行常规的退火工序。在退火前中,需要使用大量夹具对卷铁心进行加固,防止退火过程中铁心受热变形。在退火过程中,由于卷绕后的铁心心柱以及铁轭较厚,内部材料较难受热,为保证较好消除应力,退火时间需要约40小时,用时较长,且需要消耗大量电能用于退火炉的加热。完成退火后,还需要拆除铁心模具和夹具,然后进行下一步处理。因此,现有的卷铁心制作工艺具有生产时间长、能耗高、操作麻烦等缺点。
35.本技术提供了一种卷铁心卷绕工艺,用于卷绕组成卷铁心的铁心框,具体的,卷绕工艺包括以下步骤:s1、放料,把料带放置在放料装置上进行放料和输送;s2、加热,利用加热装置对料带进行加热,使料带达到退火温度;s3、卷绕,加热后的料带在铁心模具上进行卷绕,得到铁心框11。
36.进一步的,卷绕步骤中,对多级料带进行卷绕,上一级料带即将卷绕完成时,使用下一级料带与上一级料带末端连接,继续进行卷绕。采用多级料带卷绕更加符合现有的卷铁心的生产。
37.进一步的,卷绕步骤前,设置有加热装置对卷绕前的料带进行加热。在卷绕前通过加热装置对料带进行加热,由于料带还保持在薄片的形状且并未堆叠,料带可以快速受热,提高加热的效率,节省时间并减少能源的浪费。
38.进一步的,卷绕步骤中,设置有加热装置对卷绕过程中的料带进行加热。在卷绕过程中通过加热装置对料带进行加热,进一步保证卷绕过程中的料带不会因为冷却而变硬,避免冷却变硬后的铁心材料在卷绕后产生应力。
39.应用本发明的卷铁心卷绕工艺来制作铁心框,先对料带进行加热退火处理,令铁心材料达到退火温度,卷绕后的铁心材料不产生应力,卷绕的铁心性能更加稳定;由于卷绕
后的铁心材料不产生应力,因此,在组装成卷铁心后无需再进行常规退火工序,也就不需要常规工序中退火前的夹具安装以及退火后的夹具拆除,节约大量的生产时间;由于本技术是对卷绕前的料带进行加热,料带较薄,可以快速受热,无需40小时的退火时间,减少能源损耗,大大节省成本和时间。
40.本技术提供了一种卷铁心,在采用本发明的卷铁心卷绕工艺制作铁心框11后,把铁心框11组合,则得到卷铁心10。如图1所示,本实施例的卷铁心10为卷铁心;此外,在本技术其他实施例中,卷铁心10还可以为单相卷铁心等其他种类的卷铁心。本技术的卷铁心10,由于铁心框11采用第一方面的卷铁心卷绕工艺制作而成,卷绕后的铁心材料不产生应力,铁心性能更加稳定,而且制作时间短、能耗低,大大降低成本。
41.参照图3和图4,本技术还提供了一种卷铁心卷绕设备,用于执行上述卷铁心卷绕工艺,该设备包括有放料装置100、加热装置、卷绕装置500和控制台400。其中,加热装置和卷绕装置500设置在一个密封室300内部。
42.如图3所示,放料装置100用于放置料带卷200,优选的,放料装置100上设置有电机,驱动并进行放料,料带210向前输送,进入密封室300内。
43.容易想到的是,在料带210进入密封室300的进料口处,设置有密封组件,提高密封室300的密封效果,减少热能的散失,降低能耗。
44.如图4所示,在本实施例中,加热装置包括退火炉700,退火炉700设置在放料装置100后方,且位于卷绕装置500的前方,退火炉700用于对经过的料带210进行加热,使料带210升温达到退火温度,从而使铁心材料软化,达到退火温度的铁心材料在进行卷绕时不会产生应力。
45.如图4所示,在本实施例中,卷绕装置500包括铁心模具510和驱动铁心模具510转动的卷绕电机,加热后达到退火温度的料带210在铁心模具510上进行卷绕,并最终得到铁心框11。
46.进一步的,在本实施例中,退火炉700和卷绕装置500都设置在密封室300内部,通过密封室300对退火炉700和卷绕装置500进行包围,可减少热能的散失,降低能耗,同时减少高温对周边环境的影响。如图3所示,密封室300侧壁设置有可打开的门310,便于工作人员进入密封室300内部进行生产操作和检查维护;密封室300侧壁还设置有观察窗320,观察窗320采用耐高温玻璃制作,通过观察窗可以及时观察到密封室300内部的情况,便于工作人员了解设备的工作情况。
47.容易想到的是,密封室300上设置有抽真空装置和充气装置中的至少一种,用于把密封室300内部抽真空或填充非氧化气体。通过抽真空装置把密封室300内部抽真空,或者通过充气装置把密封室300内填充非氧化气体,都可以防止加热后的铁心材料出现氧化的情况,保证产品的质量。
48.进一步的,如图3所示,在本实施例中,控制台400设置在密封室300外,控制台400分别连接放料装置100、退火炉700和卷绕装置500,通过控制台400,可以监控各个装置的工作情况,以及输入关键参数。如在卷绕前,将铁心框的尺寸参数输入到控制台400上,启动设备后,卷绕装置500会自动卷绕对应尺寸的铁心框。此外,在本技术的卷铁心卷绕设备上,设置有若干监测用的传感器,传感器分别连接控制台400,用于反馈各种监测数据,便于控制台400里的主机显示设备情况以及根据反馈进行自动控制或报警。
49.进一步的,如图4所示,在本实施例中,卷绕装置500前设置有用于控制卷绕张力的张力装置600。张力装置600包括按压气缸,按压气缸连接控制台400,控制台400控制按压气缸间歇性下压,向下压紧料带210,用于控制调整卷绕时料带210的张力,保证铁心框的性能稳定。
50.此外,参照图5,本技术还提供了第二种实施例,在该实施例中,加热装置包括设置在卷绕装置500上的发热装置800,发热装置800优选为电发热装置。
51.具体的,如图5所示,卷绕装置500的铁心模具下部设置有第一发热装置810,卷绕装置500的铁心模具一侧设置有第二发热装置820。在本实施例中,料带从下部进入铁心模具进行卷绕,第一发热装置810位于铁心模具的下部,用于对进入铁心模具卷绕前的料带进行加热,料带进入铁心模具卷绕前,还保持在薄片的形状且并未堆叠,通过第一发热装置810的加热,使料带可以快速受热升温,达到退火温度后软化,避免未达到退火温度的料带进入铁心模具卷绕;此外,还可以提高加热的效率,节省时间并减少能源的浪费。第二发热装置820用于对卷绕中的料带进行加热,通过第二发热装置820对卷绕中的料带作进一步的加热,既可以强化第一发热装置810的加热效果,又能保证卷绕过程中的料带不会因为冷却而变硬,避免冷却变硬后的铁心材料在卷绕后产生应力。
52.本发明的卷铁心卷绕设备,具有放料装置100、加热装置和卷绕装置500,能有效执行本发明第一方面的卷铁心卷绕工艺,利用加热装置先对料带210进行加热,使其达到退火温度而软化,再通过卷绕装置500进行卷绕,卷绕后的铁心材料不产生应力,得到的铁心性能更加稳定,同时卷绕后的铁心无需经过常规的退火工序,节约大量生产时间,并减少能源损耗。
53.以上是对本技术的较佳实施进行了具体说明,但本技术并不局限于上述实施方式,熟悉本领域的技术人员在不违背本技术精神的共享条件下还可作出种种等同的变形或替换,这些等同的变形或替换均包括在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。