一种多功能检测切换装置
【技术领域】
1.本发明涉及一种检测设备,具体是涉及一种多功能检测切换装置。
背景技术:
2.车间生产了一批笔记本电脑外壳配件,该笔记本电脑外壳配件上有注入若干个热熔的螺母,并且,需要对笔记本电脑外壳配件上注入的螺母进行检测,然而,现阶段的检测装置的上料方式为人工上料,该检测装置上取料机构的设置为单一固定式取料,该取料机构只能够从单一的生产流水线进行取料生产作业,并且,该取料机构不能配合生产流水线上正反向线的生产需求和调转取料,其中,该检测装置只能够检测到该笔记本电脑外壳配件上螺母的遗漏缺失情况,但是无法满足客户对螺母注入产品中的尺寸、无遗漏、无缺失和颜色等特征的精准需求,从而,产生了产品的检测效率降低的问题。
3.有鉴于此,实有必要提供一种多功能检测切换装置,以解决现阶段的检测装置所产生的因人工上料而耗费人力、无法精准检测产品中螺母的尺寸、遗漏、颜色以及产品的检测效率降低的问题。
技术实现要素:
4.本发明的目的在于提供一种多功能检测切换装置,以解决现阶段的检测装置所产生的因人工上料而耗费人力、无法精准检测产品中螺母的尺寸、遗漏、颜色以及产品的检测效率降低的问题。
5.本发明提供了一种多功能检测切换装置,其包括:
6.支撑机构,所述支撑机构设置于水平面上,所述支撑机构包括第一支架、平面板、第二支架和第一导轨结构,所述第一支架设置于水平面上,所述平面板设置于所述第一支架上,所述第二支架设置于所述平面板的上表面,所述第一导轨结构设置于所述平面板上;
7.固定机构,所述固定机构设置于所述第一导轨结构上,所述固定机构包括固定板和治具板,所述固定板设置于所述第一导轨结构上,所述治具板设置于所述固定板上,所述治具板内设有一凹槽;
8.两上料机构,所述两上料机构分别相对设置于所述第二支架的两侧,所述两上料机构分别设有固定板、第二导轨结构和吸盘机构,所述固定板设置于所述第二支架的一侧,所述第二导轨结构设置于所述固定板上,所述吸盘机构设置于所述第二导轨结构的一端,所述吸盘机构上均匀设置若干个吸盘;
9.检测机构,所述检测机构设置于所述第二支架的顶端,所述检测机构位于所述固定机构的上方,所述检测机构上设有若干个成像部件。
10.可选的,所述成像部件为ccd相机,所述成像部件具有螺母注入产品中拍摄成像的作用。
11.可选的,所述第一导轨结构为长导轨结构。
12.可选的,所述凹槽为一产品定位凹槽,所述凹槽与产品的尺寸匹配。
13.可选的,所述上料机构为可切换式上料机构。
14.可选的,所述检测机构通过成像部件使多功能检测切换装置不仅具有测量螺母于产品上的尺寸、位置、颜色和遗漏的功能,还检测螺母注入产品中深度的功能。
15.可选的,所述多功能检测切换装置还匹配一激光打点机,所述激光打点机具有区分产品合格与不合格的作用,所述激光打点机以“ok”打点合格产品,以“ng”打点不合格产品。
16.可选的,所述第一导轨结构上设有一第一气缸,所述两第二导轨结构上分别设有一第二气缸。
17.可选的,所述多功能检测切换装置还包括一报警指示灯,所述报警指示灯分别为红灯和绿灯。
18.相较于现有技术,本发明的多功能检测切换装置首先利用上料机构吸取生产线上的已注入螺母的产品,将该已注入螺母的产品固定于治具板的凹槽内,其次,检测机构通过成像部件检测螺母于产品上的尺寸、位置、颜色和遗漏数量的功能,以及检测螺母注入产品中深度的功能,当检测到螺母于产品上的尺寸、位置、颜色和螺母注入产品中深度均符合标准,并且,检测到没有遗漏螺母时,说明产品合格,接着,激光打点机以“ok”激光打点合格产品,绿灯亮,然后,当检测到螺母于产品上的尺寸、位置、颜色和螺母注入产品中深度的任意一项检测不符合标准,并且,检测到有遗漏螺母时,产品不合格,激光打点机以“ng”打点不合格产品,红灯亮。利用本发明的多功能检测切换装置,不仅解决因人工上料而耗费人力、无法精准检测产品中螺母的尺寸、遗漏、颜色的问题,消除测量误差,还大大提高了产品的检测效率。
【附图说明】
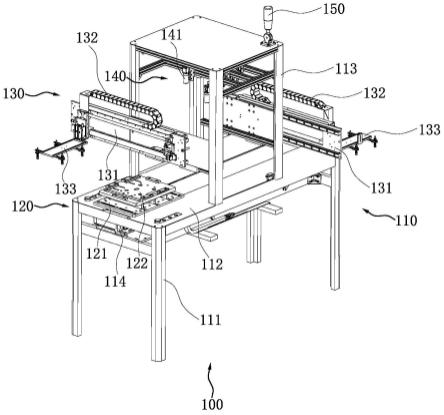
19.图1是本发明的多功能检测切换装置的结构示意图。
20.图2是本发明的多功能检测切换装置的另一角度的结构示意图。
21.图3是本发明的多功能检测切换装置的检测机构的结构示意图。
22.图4是本发明的多功能检测切换装置于一较佳实施例中第一工作状态的示意图。
23.图5是本发明的多功能检测切换装置于一较佳实施例中第二工作状态的示意图。
24.图6是本发明的多功能检测切换装置于一较佳实施例中第二工作状态的主视图。
【具体实施方式】
25.为更进一步阐述本发明所采取的技术手段及其效果,以下结合本发明的一较佳实施例及其附图进行详细描述。
26.请参阅图1、图2和图3所示,图1是本发明的多功能检测切换装置的结构示意图,图2是本发明的多功能检测切换装置的另一角度的结构示意图,图3是本发明的多功能检测切换装置的检测机构的结构示意图。
27.本发明提供了一种多功能检测切换装置100,其包括:
28.支撑机构110,所述支撑机构110设置于水平面上,所述支撑机构110包括第一支架111、平面板112、第二支架113和第一导轨结构114,所述第一支架111设置于水平面上,所述平面板112设置于所述第一支架111上,所述第二支架113设置于所述平面板112的上表面,
所述第一导轨结构114设置于所述平面板112上,所述第一支架111用于固定所述平面板112,所述平面板112用于固定所述固定机构120和所述第二支架113,所述第一导轨结构114用于使固定机构120进行前后行程位移并输送产品;
29.固定机构120,所述固定机构120设置于所述第一导轨结构114上,所述固定机构120包括固定板121和治具板122,所述固定板121设置于所述第一导轨结构114上,所述治具板122设置于所述固定板121上,所述治具板122内设有一凹槽,所述固定板121用于固定所述治具板122,所述治具板122上的凹槽用于定位产品;
30.两上料机构130,所述两上料机构130分别相对设置于所述第二支架113的两侧,所述两上料机构130分别设有固定板131、第二导轨结构132和吸盘机构133,所述固定板131设置于所述第二支架113的一侧,所述第二导轨结构132设置于所述固定板131上,所述吸盘机构133连接所述第二导轨结构132的一端,所述固定板131用于固定所述第二导轨结构132,所述第二导轨结构132用于使所述吸盘机构133进行左右移动,所述吸盘机构133用于取放产品,所述上料机构130进行左右切换式取料,并且,所述上料机构130配合生产线进行正反方向的调转使用,从而,一定程度上加快了所述上料机构130的抓取产品速度,并且,提高了产品的生产效率;
31.检测机构140,所述检测机构140设置于所述第二支架113的顶端,所述检测机构140位于所述固定机构120的上方,所述检测机构140上设有若干个成像部件141,所述检测机构140用于检测螺母于产品上的注入情况,当检测机构140检测到螺母于产品上的尺寸、位置、颜色和螺母注入产品中深度均符合标准,并且,检测到没有遗漏的螺母,说明产品合格,接着,激光打点机以“ok”打点合格产品,然后,当检测到螺母于产品上的尺寸、位置、颜色和螺母注入产品中深度的任意一项检测不符合标准时,说明产品不合格,激光打点机以“ng”打点不合格产品。
32.其中,所述成像部件141为ccd相机,所述成像部件141具有螺母注入产品中拍摄成像的作用,并且,所述成像部件141能够切换为线阵相机、面阵相机和三维扫描相机的不同类型的成像部件141。
33.其中,所述第一导轨结构114为长导轨结构。
34.其中,所述凹槽为产品定位凹槽,所述凹槽与产品的尺寸匹配。
35.其中,所述上料机构130为可切换式上料机构,所述上料机构130切换至生产线的左右两侧,配合所述吸盘机构133进行上下料,所述上料机构130解决从单一的生产流水线进行取料生产作业的问题。
36.其中,所述检测机构140通过成像部件141使多功能检测切换装置100不仅具有测量螺母于产品上的尺寸、位置、颜色和遗漏的功能,还检测螺母注入产品中深度的功能。
37.其中,所述多功能检测切换装置100还匹配一激光打点机,所述激光打点机具有区分产品合格与不合格的作用,所述激光打点机以“ok”打点合格产品,以“ng”打点不合格产品。
38.其中,所述第一导轨结构114上设有一第一气缸(图未视),所述两第二导轨结构132上分别设有一第二气缸(图未视),所述第一气缸(图未视)带动所述固定机构120沿所述第一导轨结构114进行前后移动、输送产品,所述第二气缸(图未视)带动所述吸盘机构133沿所述第二导轨结构132于生产流水线上自由切换方向进行取料作业。
39.其中,所述多功能检测切换装置100还包括一报警指示灯150,所述报警指示灯150分别为红灯和绿灯,当检测机构140检测到螺母于产品上的尺寸、位置、颜色和螺母注入产品中深度均符合标准时,产品合格,激光打点机以“ok”激光打点合格产品,报警指示灯150显示为绿灯亮,当检测机构140检测到螺母于产品上的尺寸、位置、颜色和螺母注入产品中深度的任意一项检测不符合标准时,产品不合格,激光打点机以“ng”激光打点不合格产品,报警指示灯显示为红灯亮。
40.其中,所述螺母注入产品中的标准数据参照为螺母于产品中在三维模型中的标准尺寸、标准位置、标准颜色和标准深度的数据,接着,对比标准数据与实际检测到的数据,从而判断产品的合格情况。
41.请参阅图4、图5和图6所示,图4是本发明的多功能检测切换装置于一较佳实施例中第一工作状态的示意图,图5是本发明的多功能检测切换装置于一较佳实施例中第二工作状态的示意图,图6是本发明的多功能检测切换装置于一较佳实施例中第二工作状态的主视图,于本实施例中,该产品10为笔记本电脑外壳配件,首先,上料机构130吸取生产流水线上已注入螺母的产品10,其中,该上料机构130能够自由切换方向从两侧的生产流水线进行取料作业,其次,将该已注入螺母的产品10固定于治具板122的凹槽内,接着,当检测机构140检测到螺母于产品10上的尺寸、位置、颜色和螺母注入产品10中深度均符合标准,并且,检测到没有遗漏螺母,说明产品10合格,激光打点机以“ok”激光打点合格产品10,报警指示灯150显示为绿灯亮,当检测机构140检测到螺母于产品10上的尺寸、位置、颜色和螺母注入产品10中深度中的任一项检测不符合标准时,产品10不合格,激光打点机以“ng”打点不合格产品10,报警指示灯150显示为红灯亮,最后,完成产品10的取放作业。
42.相较于现有技术,本发明的多功能检测切换装置100通过成像部件141检测螺母于产品10上的尺寸、位置、颜色和遗漏数量的功能,以及检测螺母注入产品10中深度的功能,配合激光打点机和报警指示灯150,有效区分产品10的合格情况,利用本发明的多功能检测切换装置100,不仅解决因人工上料而耗费人力、无法精准检测产品10中螺母的尺寸、遗漏、颜色的问题,消除测量误差,还大大提高了产品10的检测效率。
43.需指出的是,本发明不限于上述实施方式,任何熟悉本专业的技术人员基于本发明技术方案对上述实施例所作的任何简单修改、等同变化与修饰,都落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
