1.本发明属于航空飞机铝合金钣金加工技术领域,涉及一种变曲度环形蒙皮带板制造工装及使用方法。
背景技术:
2.飞机蒙皮加强带板为环形结构,此类零件首尾连接闭合后直径为φ500-φ600mm,最终的首尾环形对接位置方式为搭接下陷,即一端形面折弯后另一端零件端头搭接在其表面。在实际生产过程中零件加工时需要将零件数模展开至平板状态然后利用数控铣床数铣平板状态的零件外形再移交热处理工序进行铝合金板料热处理淬火、水淬等特殊过程工序。由于零件宽度在40-50mm左右,经过热处理淬火水中冷却后存在较大程度变形,后续工人手工进行成形时由于没有内部支撑结构,无法快速消除热处理工序带来的变形。修整完型面后仅使用内圆的样板进行对比是否合格时,无法达到边修整边验证零件的状态,后续需要经过多次手工修整才能够满足零件的最终交付状态,生产效率不高、零件一次成形质量无法得到有效保证。
技术实现要素:
3.本发明的目的在于发明了一种变曲度环形蒙皮带板制造工装及使用方法,工装结构采用圆形结构设计,可以在修整零件的过程中对环形蒙皮带板进行支撑,工装表面附带一系列的压紧结构,用于修整过程中的辅助压紧,便于零件贴模。为了达到上述目的,本发明的技术方案为:
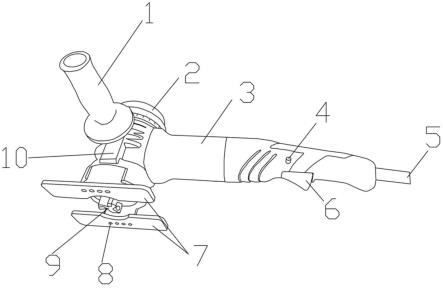
4.一种变曲度环形蒙皮带板制造工装,包括:固定脚轮1、活动脚轮2、支脚3、框架4、椭圆拉手5、轴承定位架6、螺钉7、限位法兰盘8、活动开关固定螺母9、活动开关10、转动轴承11、上压板12、内螺纹圆柱销13、手动锁紧器14、地刹器15、轴承锁紧器16、修整圆盘17、垂直式夹钳18、夹钳固定螺钉19、橡胶帽20。
5.工装底部后面为两个固定脚轮1,保证工人移动工装时整体平稳前进或后退,工装底部前面为两个活动脚轮2便于工装在加工区域转向方便。
6.固定脚轮1和活动脚轮2旁边安装四个支脚3,保证工装在移动至加工区域后将工装支撑平稳,防止工装移动影响操作者安全,同时起到保证零件加工时工装不发生颤抖、震动的作用。
7.支脚3上面焊接框架4保证结构强度;框架4侧面安装2-4个椭圆拉手5,用于移动工装使用。
8.框架4上方左右各安装一个轴承定位架6,用于工装上修整圆盘17的安装与支撑,轴承定位架6使用螺钉7将其与框架4进行紧固,保证工作时稳定不发生位移。
9.轴承定位架6上面安装转动轴承11,工作时转动轴承11以360
°
进行旋转。
10.转动轴承11两侧安装限位法兰盘8,限位法兰盘8两侧使用活动开关固定螺母9进行限位,当转动一次修整圆盘17到目的位置时,同时使用开关固定螺母9插入限位法兰盘8
中的圆孔中进行限位,再关闭活动开关10进行锁定。
11.转动轴承11上方为上压板12用于转动轴承11封闭保证其上下位置,使用内螺纹圆柱销13进行固定,上压板12两侧各安装一个手动锁紧器14用于上压板12的锁紧。
12.框架4上方为修整圆盘17,修整圆盘17中心安装转动轴承11,两侧安装轴承锁紧器16用于修整圆盘17转动时不发生偏心,修整圆盘17周圈安装一定数量的垂直式夹钳18,使用夹钳固定螺钉19与修整圆盘17进行固定,垂直式夹钳18上面安装橡胶帽20用于压紧零件使用,安装后脚踏框架4下方中心位置地刹器15进行最终的固定。
13.一种变曲度环形蒙皮带板制造工装的使用方法,分如下步骤:
14.步骤一:安装修整圆盘17,将转动轴承11沿修整圆盘17中心轴线开孔穿入置于中心位置,将两个限位法兰盘8安装在修整圆盘17两侧,保证两者贴合间隙不大于0.1mm并紧固。
15.步骤二:将安装完毕的修整圆盘17使用吊车移动至框架4上方,缓慢落下,使其转动轴承11落入到轴承定位架6下半部凹槽内,再将上压板12安装在定位架6上方,两侧插入内螺纹圆柱销13,使用螺丝刀将其拧紧,紧固后手动关闭两侧手动锁紧器14。
16.步骤三:将工装底部四个支脚3放平,使其与地面紧密接触,使用水平尺对工装表面水平度进行调整,保证工装表面水平度不大于1度,然后用脚踩下地刹器15进行二次锁定,保证零件成形时受力均匀。
17.步骤四:打开修整圆盘17四周安装的垂直式夹钳18,打开间隙可控制在10-20mm之间,将进行过热处理后的环形蒙皮带板一端放入间隙内,用手向下关闭垂直式夹钳18开关,使前端橡胶帽20与零件紧密贴合,将零件压紧在修整圆盘17上。
18.步骤五:向前转动修整圆盘17,转动距离可根据实际需要修整的范围进行控制,然后使用活动开关固定螺母9插入限位法兰盘8的圆孔内,并关闭活动开关10。
19.步骤六:使用胶木锤子对环形蒙皮带板表面进行修整,使其与修整圆盘17表面贴合度不大于0.5mm,将其淬火产生的内应力逐步释放;后续重复步骤五直至整个环形蒙皮带板全部修整完毕。
20.步骤七:整个环形蒙皮带板修整完毕后,打开全部垂直式夹钳18将零件取出,完成零件的最终成形。
21.本发明通过使用该制造工装进行零件加工,可以在修整零件的过程中将板料100%支撑起来,每一段零件修整后进行压紧保证形面准确,并通过360
°
旋转修整节约了加工时间,完全消除零件在热处理工序中带来的变形、扭曲等缺陷,成形质量及加工效率得到提高。
附图说明
22.图1为本发明工装整体装配示意图。
23.图2为本发明工装正视图。
24.图3为本发明工装侧视图。
25.图4为本发明修整圆盘正视图。
26.图5为本发明修整圆盘侧视图。
27.图中:1固定脚轮;2活动脚轮;3支脚;4框架;5椭圆拉手;6轴承定位架;7螺钉;8限
位法兰盘;9活动开关固定螺母;10活动开关;11转动轴承;12上压板;13内螺纹圆柱销;14手动锁紧器;15地刹器;16轴承锁紧器;17修整圆盘;18垂直式夹钳;19夹钳固定螺钉;20橡胶帽。
具体实施方式
28.以下结合附图及技术方案对本发明的具体实施例做进一步说明。
29.第一步安装修整圆盘17,将转动轴承11沿修整圆盘17中心轴线开孔穿入置于中心位置,然后将两个限位法兰盘8安装在修整圆盘17两侧,保证两者贴合间隙不大于0.1mm并紧固。
30.第二步将安装完毕的修整圆盘17使用吊车移动至框架4上方,缓慢落下,使其转动轴承11落入到轴承定位架6下半部凹槽内,再将上压板12安装在定位架6上方,两侧插入内螺纹圆柱销13,使用螺丝刀或内六角螺丝刀将其拧紧,紧固后手动关闭两侧手动锁紧器14。
31.第三步将工装底部四个支脚3放平,使其与地面紧密接触,使用水平尺对工装表面水平度进行调整,保证工装表面水平度不大于1度,然后用脚踩下地刹器15进行二次锁定,保证零件成形时受力均匀。
32.第四步打开修整圆盘17上面周圈安装的垂直式夹钳18,打开间隙可控制在10-20mm之间,将进行过热处理后的环形蒙皮带板一端放入间隙内,用手向下关闭垂直夹钳开关,使其前端橡胶帽20与零件紧密贴合,将零件压紧在修整圆盘17上。
33.第五步向前转动修整圆盘17,转动距离可根据实际需要修整的范围进行控制,然后使用活动开关固定螺母9插入限位法兰盘8内的圆孔内,并关闭活动开关10。
34.第六步使用胶木锤子或橡皮打板对环形蒙皮带板表面进行修整,使其与修整圆盘17表面贴合度不大于0.5mm,将其淬火产生的内应力逐步释放。后续重复步骤五直至整个环形蒙皮带板全部修整完毕。
35.第七步整个环形蒙皮带板修整完毕后,打开全部垂直式夹钳18将零件取出,完成零件的最终成形。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。