1.本实用新型属于管件切割装置的技术领域,具体涉及一种管件接头自动定位切割装置。
背景技术:
2.较长的管件通常是通过若干较短的管件焊接得到,在长管件使用完成后,往往需要将长管件的接头进行切割以使长管件分解为较短的管件。现有技术中,对管件接头进行切割一般是通过人为观察管件的接头位置,然后将管件的接头位置移动至切割刀具处进行切割。但是人为观察管件接头的精度不足,同时在后续移动管件的过程中极易造成接头位置变化,进而造成最终切割管件时并没有对准接头进行切割,往往需要二次切割,无疑降低了管件切割的效率。
3.本实用新型针对传统管件接头切割装置存在的定位精度不足,切割效率较低的缺陷,公开了一种管件接头自动定位切割装置。
技术实现要素:
4.本实用新型的目的在于提供一种管件接头自动定位切割装置,能够对管件接口进行自动准确定位切割。
5.本实用新型通过下述技术方案实现:
6.一种管件接头自动定位切割装置,包括安装座,所述安装座上的两侧对应滑动设置有管件夹具,两侧的管件夹具之间设置有接口检测装置与接口切割装置,所述接口检测装置对称设置在管件的一侧,所述接口检测装置包括与管件外壁接触的压轮,所述压轮远离管件的一侧设置有弹性件,所述弹性件远离压轮的一端设置有微动开关,所述微动开关通过延时控制器与接口切割装置连接。
7.通过安装座上左右两侧的管件夹具分别将管件的左右两端夹持固定,进而实现对管件的夹持定位。同时通过左右两侧的管件夹具之间的同步线性移动,进而带动管件进行线性移动。当管件进行线性移动时,管件的接头即伴随管件的线性移动经过压轮。压轮在弹性件的弹力作用下与管件的外壁接触,此时弹性件与微动开关的触头仅仅处于抵接但不要微动开关的触头的状态,此时微动开关与延时控制器没有导通。
8.由于管件的接头处存在焊缝,进而使得管件接头的外径大于管件的外径。当管件接头经过压轮时,此时压轮受压使得弹性件朝向靠近微动开关的方向压缩,进而使得弹性件压迫微动开关的触头,此时微动开关与延时控制器导通。延时控制器中预先设置有延时t,延时t后延时控制器向接口切割装置发送启动信号,同时在延时t之内,管件夹具继续带动管件进行线性移动,使得管件接头经过压轮后继续移动至对应接口切割装置的切割端的位置。然后在延时t后,接口切割装置即对应管件接口进行定位切割。
9.为了更好的实现本实用新型,进一步地,所述弹性件包括套筒、伸缩杆、弹簧,所述套筒的一端对应微动开关设置,所述套筒的另一端内部滑动安装有伸缩杆,所述伸缩杆延
伸至套筒内部的一端与微动开关之间设置有弹簧。
10.为了更好的实现本实用新型,进一步地,所述管件夹具包括夹具安装架、上夹块、下夹块、伸缩气缸,所述夹具安装架的顶部设置有向下延伸的伸缩气缸,所述伸缩气缸的伸缩端上设置有上夹块,所述上夹块的下方设置有下夹块,所述上夹块的底部设置有夹持凹槽,所述下夹块的顶部设置有定心v形槽。
11.为了更好的实现本实用新型,进一步地,所述安装座上设置有滑槽,所述滑槽的两侧对应滑动设置有滑块,所述滑块的顶部设置有管件夹具,所述滑槽的一侧平行设置有带动滑块滑动的驱动装置。
12.为了更好的实现本实用新型,进一步地,所述驱动装置包括驱动电机、驱动螺杆、驱动螺母座,所述驱动螺母座与滑块的一侧连接,所述驱动螺母座的内部螺纹安装有驱动螺杆,所述驱动螺杆的一端与驱动电机的输出端传动连接。
13.为了更好的实现本实用新型,进一步地,所述接口切割装置包括刀具升降装置、刀具平移装置、刀具驱动电机、切割刀片,所述刀具升降装置的升降端上设置有平行于管件的刀具平移装置,所述刀具平移装置的平移端上设置有刀具驱动电机,所述刀具驱动电机的输出轴上套装有切割刀片。
14.为了更好的实现本实用新型,进一步地,所述安装座对应管件的底部设置有支撑座,所述支撑座上沿管件长度方向设置有支撑轮,相邻的支撑轮之间设置有用于避让切割刀片的避让空间。
15.为了更好的实现本实用新型,进一步地,所述切割刀片的一侧设置有防护罩。
16.本实用新型与现有技术相比,具有以下优点及有益效果:
17.本实用新型通过在安装座顶部的左右两侧设置管件夹具,通过管件夹具将管件的两端夹持固定后,即可在驱动装置的作用下带动管件进行线性移动,进而使得管件的接头经过接口检测装置中的压轮;由于接口的外径大于管件的外径,当接头经过压轮时即带动压轮压迫弹性件,进而通过弹性件压迫微动开关,使得微动开关与延时控制器导通,即通过微动开关是否受压以检测管件的接头位置,使得接头位置定位更加准确;当微动开关检测到接头经过后,此时延时控制器在延时t后发送信号至接口切割装置,同时在延时t之内通过管件夹具继续带动管件接头移动至与接口切割装置对应的位置,然后即可在延时t后通过接口切割装置对管件的接头进行准确定位切割,不仅有效保证管件接头切割位置的准确度,同时提高了管件接头的切割效率。
附图说明
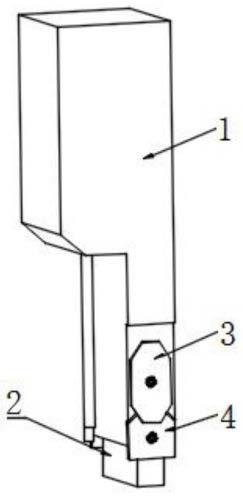
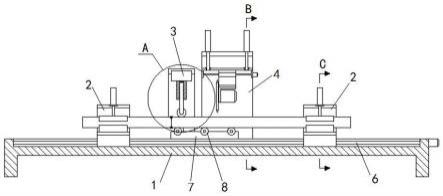
18.图1为本实用新型的整体结构示意图;
19.图2为图1的a处局部放大图;
20.图3为图1的c-c面剖视图;
21.图4为图1的b-b面剖视图。
22.其中:1-安装座;2-管件夹具;3-接口检测装置;4-接口切割装置;5-滑块;6-驱动装置;7-支撑座;8-支撑轮;21-夹具安装架;22-上夹块;23-下夹块;24-伸缩气缸;31-压轮;32-弹性件;33-微动开关;41-刀具升降装置;42-刀具平移装置;43-刀具驱动电机;44-切割刀片;61-驱动螺杆;62-驱动螺母座;321-套筒;322-伸缩杆;323-弹簧。
具体实施方式
23.实施例1:
24.本实施例的一种管件接头自动定位切割装置,如图1和图2所示,包括安装座1,所述安装座1上的两侧对应滑动设置有管件夹具2,两侧的管件夹具2之间设置有接口检测装置3与接口切割装置4,所述接口检测装置3对称设置在管件的一侧,所述接口检测装置3包括与管件外壁接触的压轮31,所述压轮31远离管件的一侧设置有弹性件32,所述弹性件32远离压轮31的一端设置有微动开关33,所述微动开关33通过延时控制器与接口切割装置4连接。
25.将管件的两端分别通过安装座1顶部两侧的管件夹具2进行夹持固定,此时管件焊接的接头位置即位于两侧的管件夹具2之间,接口检测装置3中的压轮31在弹性件32的作用下与管件的外壁接触,此时微动开关33的触头没有受到压迫。通过两侧的管件夹具2同步带动管件在安装座1的顶部滑动,进而使得管件上的接口经过压轮31。由于管件接口处焊缝的存在,使得管件接口的外径大于管件的外径。当管件的接口经过压轮31时,此时压轮31压迫弹性件32,进而使得压轮31带动弹性件32朝向靠近微动开关33的方向移动,进而使得弹性件32压迫微动开关33的触头,进而使得微动开关33与延时控制器导通。此时延时控制器根据预先设定的延时t发送信号至接口切割装置4,在延时t的时间段内,管件夹具2继续带动管件朝向接口切割装置4移动,使得管件的接口在延时t内移动至对应接口切割装置4的切割端的位置,然后即可通过接口切割装置4对管件的接口进行定位切割。
26.接口经过压轮31后,压轮不再受到接口的压迫,此时弹性件32回弹远离微动开关33,使得微动开关33与延时控制器断开,以等待下一个接口经过重复上述定位切割过程。
27.实施例2:
28.本实施例在实施例1的基础上做进一步优化,如图2所示,所述弹性件32包括套筒321、伸缩杆322、弹簧323,所述套筒321的一端对应微动开关33设置,所述套筒321的另一端内部滑动安装有伸缩杆322,所述伸缩杆322延伸至套筒321内部的一端与微动开关33之间设置有弹簧323。
29.套筒321的一团与微动开关33连接,且微动开关33的触头延伸至套筒321的内部。伸缩杆322的一端延伸至套筒321中并与微动开关33的触头接触但并不压迫微动开关33的触头,此时微动开关33并未与延时控制器导通。伸缩杆322延伸至套筒321内部的一端与微动开关33的触头之间设置有弹簧323,伸缩杆322延伸至套筒321外部的一端通过转轴转动安装有压轮31。
30.当接头经过压轮31时,进而带动压轮31以及伸缩杆322朝向靠近微动开关33的方向移动,此时伸缩杆322位于套筒321内部的一端压缩弹簧323,进而对微动开关33的触头进行压迫,使得微动开关33与延时控制器导通。当接头经过压轮31后,压轮31不再受压,此时弹簧323恢复原状并带动伸缩杆322远离微动开关33的触头,微动开关33的触头不再受压后即与延时控制器断开。
31.本实施例的其他部分与实施例1相同,故不再赘述。
32.实施例3:
33.本实施例在上述实施例1或2的基础上做进一步优化,如图3所示,所述管件夹具2包括夹具安装架21、上夹块22、下夹块23、伸缩气缸24,所述夹具安装架21的顶部设置有向
下延伸的伸缩气缸24,所述伸缩气缸24的伸缩端上设置有上夹块22,所述上夹块22的下方设置有下夹块23,所述上夹块22的底部设置有夹持凹槽,下夹块23的顶部设置有定心v形槽。
34.将管件放置在下夹块23上的定心v形槽中,通过定心v形槽对管件进行定位。通过两侧的下夹块23上的定心v形槽保证管件的两端处于水平同心的状态。然后伸缩气缸24的伸缩端向下伸出,并带动上夹块22向下移动,通过上夹块22底部的夹持凹槽将管件的顶部压紧,进而实现对管件的夹持固定。避免在后续管件移动以及管件切割过程中造成管件窜动,同时保证管件接头经过压轮31时能顺利压迫压轮31。
35.本实施例的其他部分与上述实施例1或2相同,故不再赘述。
36.实施例4:
37.本实施例在上述实施例1-3任一项的基础上做进一步优化,如图3所示,所述安装座1上设置有滑槽,所述滑槽的两侧对应滑动设置有滑块5,所述滑块5的顶部设置有管件夹具2,所述滑槽的一侧平行设置有带动滑块滑动的驱动装置6。
38.进一步的,所述驱动装置6包括驱动电机、驱动螺杆61、驱动螺母座62,所述驱动螺母座62与滑块5的一侧连接,所述驱动螺母座62的内部螺纹安装有驱动螺杆61,所述驱动螺杆61的一端与驱动电机的输出端传动连接。
39.通过驱动电机带动驱动螺杆61转动,进而通过驱动螺杆61带动驱动螺母座62沿着驱动螺杆61的轴线线性移动,进而带动滑块5沿着滑槽线性滑动,进而带动管件接口经过压轮31。
40.本实施例的其他部分与上述实施例1-3任一项 相同,故不再赘述。
41.实施例5:
42.本实施例在上述实施例1-4任一项的基础上做进一步优化,如图4所示,所述接口切割装置4包括刀具升降装置41、刀具平移装置42、刀具驱动电机43、切割刀片44,所述刀具升降装置41的升降端上设置有平行于管件的刀具平移装置42,所述刀具平移装置42的平移端上设置有刀具驱动电机43,所述刀具驱动电机43的输出轴上套装有切割刀片44。
43.进一步的,所述切割刀片44的一侧设置有防护罩,在切割过程中通过防护罩对飞溅的管件碎屑进行遮挡。
44.安装座1的顶部设置有安装支架,安装支架的顶部设置有刀具升降装置41,刀具升降装置41包括沿竖直方向设置的升降气缸,升降气缸的升降端向下设置并连接有横移安装座,横移安装座上沿平行于管件的方向设置有刀具平移装置42。刀具平移装置42包括平行于管件的方向转动设置在横移安装座上的横移驱动螺杆,横移驱动螺杆上螺纹套装有横移滑块,横移滑块的一侧与横移安装座的底部滑动连接,横移滑块的底部设置有电机安装架,电机安装架上安装有刀具驱动电机43,刀具驱动电机43的输出轴上套装有切割刀片44。
45.通过刀具升降装置41带动切割刀片44沿竖直方向升降以靠近或远离管件,通过刀具平移装置42带动切割刀片44沿平行于管件的方向移动,以对接头切割位置进行移动补偿。
46.本实施例的其他部分与上述实施例1-4任一项相同,故不再赘述。
47.实施例6:
48.本实施例在上述实施例1-5任一项的基础上做进一步优化,如图1所示,所述安装
座1对应管件的底部设置有支撑座7,所述支撑座7上沿管件长度方向设置有支撑轮8,相邻的支撑轮8之间设置有用于避让切割刀片44的避让空间。
49.通过支撑座7上线性设置的若干支撑轮8对管件的底部进行支撑,当管件接头被切割刀片44切断时,由于支撑轮8的支撑,使得切断的管件依然两端受力,避免管件倾斜。
50.进一步的,支撑轮8的轮缘上设置有v形支撑槽。
51.本实施例的其他部分与上述实施例1-5任一项相同,故不再赘述。
52.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。