1.本发明涉及建筑陶瓷技术领域,尤其涉及一种发色好、透感强和硬度高的耐磨抛釉砖及其制备工艺。
背景技术:
2.抛釉砖是近年来流行的一种陶瓷墙地砖产品,其一般通过在砖坯上印花或在砖坯上施以底釉后印花,之后再施以一层抛釉,入窑烧成后,再对抛釉层进行抛光,得到抛釉砖产品。其具有釉下彩/釉中彩的效果,印花层在抛釉层的保护下,基本不会被磨损;而且经抛光处理,使产品光泽度高,装饰效果好。
3.由于现有抛釉砖具有釉下彩/釉中彩结构,因此,为了确保印花层带来的装饰效果,这就要求抛釉层需具备一定的透明度和促进发色的性能,但基于配方结构的限制,一般具备透明度和促进发色性能的抛釉砖,其耐磨性能和硬度均不理想,而抛釉作为抛釉砖的最顶层,其耐磨性能和硬度对抛釉砖具有比较重要的意义。
4.由于抛釉砖的透明度和发色是其需要实现的较为重要的性能,因此在目前的抛釉砖产品中,一般会忽略抛釉砖的耐磨性能和硬度。虽然有少部分的陶瓷生产厂家注意到抛釉砖的耐磨性能和硬度问题,但他们的解决方法一般是在抛釉顶部增设一层耐磨保护釉层用于解决抛釉砖的耐磨性能和硬度问题,但现有技术中要想实现釉料的耐磨性能,其耐磨保护釉的配方结构一般为高铝体系,但高铝体系对抛釉砖的发色是十分不利的,因为高铝体系的配方结构透明度一般较低,若想保证抛釉砖的发色,那么在使用上述高铝体系的耐磨保护釉时,其釉层一定要薄,但过薄的耐磨保护釉对抛釉砖的耐磨性能和硬度所起到的作用十分有限,因此现有抛釉砖还缺乏较好的技术方案同时实现抛釉砖的透明度、发色和耐磨性的兼容。
技术实现要素:
5.本发明的目的在于提出一种发色好、透感强和硬度高的耐磨抛釉砖的制备工艺,步骤简单,操作性强,将促进发色的性能、以及保证透明度和提升耐磨度的性能分别通过不同的功能层次实现,并通过改变各功能层次的配方结构,使得抛釉砖具有良好的发色性能、透明度、硬度和耐磨性能。
6.本发明的另一个目的在于提出一种由上述制备工艺制备的发色好、透感强和硬度高的耐磨抛釉砖,其具有良好的发色性能、透明度、硬度和耐磨性能,以克服现有技术中的不足之处。
7.为达此目的,本发明采用以下技术方案:一种发色好、透感强和硬度高的耐磨抛釉砖的制备工艺,包括以下步骤:a、准备陶瓷坯料,将陶瓷坯料进行压制,干燥得到坯体层;b、按照预设图案打印颜色墨水,形成喷墨印花层;d、淋涂高温耐磨透明釉,形成高温耐磨透明釉层;其中,按照质量百分比计算,所
述高温耐磨透明釉的化学成分包括sio
2 55~78%、al2o
3 5~12%、k2o 1.5~4%、na2o 0.5~5%、cao 5.5~15.5%、mgo 0~1.2%、bao 0~2%和zno 3~6%;e、干燥后入窑烧制,抛光后得到发色好、透感强和硬度高的耐磨抛釉砖;还包括步骤c,且步骤c位于步骤b之前和/或之后;步骤c的具体步骤为:按照预设图案打印发色保护釉墨水,形成发色保护釉墨水层。
8.优选的,步骤d中,所述高温耐磨透明釉过325目筛,筛余0.3~0.6%,所述高温耐磨透明釉的比重为1.65~1.85g/cm3,流速为25~38s,且所述高温耐磨透明釉的淋釉量为300~600g/m2。
9.优选的,步骤d中,按照质量份数计算,所述高温耐磨透明釉的原料包括钾长石15~25份、钠长石5~10份、水洗高岭土6~10份、氧化锌2~5份、石英40~65份、煅烧氧化铝2~5份、滑石0~3份、硅灰石5~15份和透明熔块10~25份。
10.优选的,步骤c中,按照质量份数计算,所述发色保护釉墨水的原料包括发色保护釉34.5~56.5份、熔剂45~55份和分散剂5~8份;且按照质量百分比计算,所述发色保护釉的化学成分包括sio
2 55~70%、al2o
3 4~9%、k2o 2~5.5%、na2o 0.5~2.4%、cao 8~20%、mgo 0.3~3.6%和zno 3~8%。
11.优选的,所述发色保护釉包括钾长石、氧化锌、石英、煅烧氧化铝、滑石、硅灰石和透明熔块;按照质量份数计算,所述发色保护釉墨水的原料包括钾长石5~10份、氧化锌3~6份、石英15~20份、煅烧氧化铝2~4份、滑石0.5~1.5份、硅灰石5~8份、透明熔块4~7份、熔剂45~55份和分散剂5~8份。
12.优选的,步骤c中,所述发色保护釉墨水的粒径为300~1000nm,比重为1.1~1.25g/cm3,粘度为7~50mpa
·
s,表面张力为25~30mn/m,所述发色保护釉墨水的固含量为38~45%,且所述发色保护釉墨水的喷墨量为5~50g/m2。
13.优选的,还包括步骤f,且步骤f位于步骤d之前;步骤f的具体步骤为:按照预设图案打印喷墨量为5~50g/m2的精雕墨水,形成精雕墨水层。
14.优选的,步骤e中,所述抛光步骤为全抛、半抛或扫抛中的任意一种。
15.优选的,步骤a的具体步骤为:准备陶瓷坯料,将陶瓷坯料进行压制,干燥后喷水得到坯体层;其中,所述喷水步骤的喷水量为80~150g/m2。
16.一种发色好、透感强和硬度高的耐磨抛釉砖,由上述发色好、透感强和硬度高的耐磨抛釉砖的制备工艺制备而成,所述耐磨抛釉砖的耐磨性能至少达到4级2100转,莫氏硬度至少达到4级。
17.本技术实施例提供的技术方案可以包括以下有益效果:1、将促进发色的性能通过发色保护釉墨水层实现,将透明度、硬度和耐磨度的提升通过高温耐磨透明釉层实现,并通过改变高温耐磨透明釉层的配方结构,使得抛釉砖同时具有良好的发色性能、透明度、硬度和耐磨性能。
18.2、采用发色保护釉墨水对颜色墨水起到促进发色的作用,其能够以喷墨打印的方式打印在坯体层和/或喷墨印花层的顶部,可以实现发色保护釉墨水对颜色墨水的全覆盖
打印或局部打印,且无论是全覆盖打印或局部打印,其墨水使用量较传统发色保护釉都有大幅度减少,从而在确保其起到促进发色的前提下,减少发色保护釉墨水的使用量,达到降低生产成本的目的。
19.3、将高温耐磨透明釉层的配方结构设计为高硅体系,并令方石英作为主晶相,尽量减少其他杂晶相的生成,并利用透明度高的方石英作为单一晶体,提升高温耐磨透明釉层的透感;另外,相比起玻璃质,晶体本身具有一定的硬度,可以赋予釉料更好的耐磨性能。
20.4、对发色保护釉墨水的配方结构进行调整,有利于提升发色保护釉墨水对颜色墨水的发色效果,满足生产所需。
附图说明
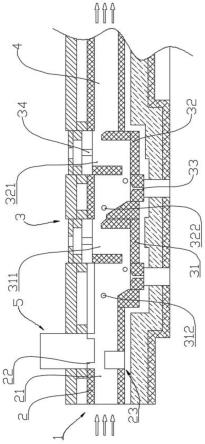
21.图1是本发明一种发色好、透感强和硬度高的耐磨抛釉砖中一个实施例的层次结构示意图。
22.图2是本发明一种发色好、透感强和硬度高的耐磨抛釉砖中另一个实施例的层次结构示意图。
23.图3是本发明一种发色好、透感强和硬度高的耐磨抛釉砖的制备工艺中实施例1的釉面效果示意图。
24.图4是本发明一种发色好、透感强和硬度高的耐磨抛釉砖的制备工艺中实施例2的釉面效果示意图。
25.图5是本发明一种发色好、透感强和硬度高的耐磨抛釉砖的制备工艺中实施例3的釉面效果示意图。
26.其中,坯体层1、喷墨印花层2、发色保护釉墨水层3、高温耐磨透明釉层4、精雕墨水层5、底釉层6、超洁亮蜡层7。
具体实施方式
27.一种发色好、透感强和硬度高的耐磨抛釉砖的制备工艺,包括以下步骤:a、准备陶瓷坯料,将陶瓷坯料进行压制,干燥得到坯体层1;b、按照预设图案打印颜色墨水,形成喷墨印花层2;d、淋涂高温耐磨透明釉,形成高温耐磨透明釉层4;其中,按照质量百分比计算,所述高温耐磨透明釉的化学成分包括sio
2 55~78%、al2o
3 5~12%、k2o 1.5~4%、na2o 0.5~5%、cao 5.5~15.5%、mgo 0~1.2%、bao 0~2%和zno 3~6%;e、干燥后入窑烧制,抛光后得到发色好、透感强和硬度高的耐磨抛釉砖;还包括步骤c,且步骤c位于步骤b之前和/或之后;步骤c的具体步骤为:按照预设图案打印发色保护釉墨水,形成发色保护釉墨水层3。
28.由于抛釉砖的透明度和发色是其需要实现的较为重要的性能,因此在目前的抛釉砖产品中,一般会忽略抛釉的耐磨性能和硬度。
29.为了解决现有抛釉砖产品中忽略的耐磨性能和硬度,本技术方案提出了一种发色好、透感强和硬度高的耐磨抛釉砖的制备工艺,包括a(制坯)、b(打印颜色墨水)、c(打印发色保护釉墨水)和d(淋涂高温耐磨透明釉)四个步骤。首先,本方案将促进发色的性能通过
发色保护釉墨水层3实现,将透明度、硬度和耐磨度的提升通过高温耐磨透明釉层4实现,并通过改变高温耐磨透明釉层4的配方结构,使得抛釉砖同时具有良好的发色性能、透明度、硬度和耐磨性能。需要说明的是,本方案中的坯体层1由陶瓷领域常规的陶瓷坯料压制后干燥而成,喷墨印花层2由陶瓷领域常规的颜色墨水经过喷墨打印按照预设图案打印而成,在此不对陶瓷坯料和颜色墨水作进一步描述。
30.其次,现有技术中用于促进颜色墨水发色的陶瓷原料一般以发色印油的方式存在,并通过丝网印刷的方式布施在颜色墨水的表面以达到促进发色的目的。而上述促进发色的方式具有以下两个缺点:第一,利用发色印油进行丝网印刷时,所需发色印油的使用量较大,容易造成原料浪费;第二,丝网图案在印刷过程中难以与颜色墨水的图案进行对位,从而会对抛釉砖的装饰效果造成影响;第三,由于丝网图案为固定的图案,不能针对喷墨打印的颜色墨水图案进行灵活变化,当抛釉砖的生产线需要换产时,例如生产不同图案的抛釉砖时,需要对丝网图案进行重新调整或更换,导致生产线换产困难,极大地降低了抛釉砖的生产效率,且提高了抛釉砖的生产成本。
31.为了克服现有发色印油存在的缺陷,本方案采用发色保护釉墨水对颜色墨水起到促进发色的作用,其能够以喷墨打印的方式打印在坯体层1和/或喷墨印花层2的顶部,可以实现发色保护釉墨水对颜色墨水的全覆盖打印或局部打印,且无论是全覆盖打印或局部打印,其墨水使用量较传统发色印油都有大幅度减少。需要说明的是,全覆盖打印或局部打印的打印模式可通过在喷墨打印机设定发色保护釉墨水的预设图案进行实现。本方案中的步骤c位于步骤b之前和/或之后,即发色保护釉墨水层3可设置于喷墨印花层2的顶部和/或底部,从而在确保其起到促进发色的前提下,减少发色保护釉墨水的使用量,达到降低生产成本的目的;当将发色保护釉墨水层3设置于喷墨印花层2的顶部时,本方案一种发色好、透感强和硬度高的耐磨抛釉砖的层次结构如图1所示。
32.进一步地,由于本方案的发色保护釉墨水层3通过喷墨打印机进行打印,从而便于实现其与喷墨印花层2的对位打印,当将高温耐磨透明釉层4设置在对位打印了发色保护釉墨水层3的顶部,水性的高温耐磨透明釉层4与油性的发色保护釉墨水层3接触,两种原料在物理性排斥的作用下,还可在高温耐磨透明釉层4的顶部上形成具有凹凸起伏的釉面效果,从而提升了抛釉砖的立体效果,能有效提高抛釉砖的装饰效果。
33.大自然中存在的石材在抛光之后,由于其内部晶体结构组成不同,且在不同晶体结构之间存在细小的裂缝,从而在抛光打蜡后表现为光泽度随纹理变化而自然变化,业内称为“石材光”。目前,现有抛釉砖的釉层表面基本为均匀且结构一致,抛光后无法产生“石材光”效果。当本方案利用喷墨打印方式使发色保护釉墨水按照预设图案进行局部打印时,可以使得高温耐磨透明釉层4釉面产生微凹凸,通过抛光处理后,上述微凹凸就会产生光泽度的变化,从而形成与天然石材相似的“石材光”效果,更有利于满足消费者的使用体验。另外,经过发色保护釉墨水剥开后的高温耐磨透明釉层4也在一定程度上具有较好的防滑效果。
34.再次,现有抛釉砖的抛釉层中透明度的实现主要是通过在釉层中引入足够多的玻璃质(即非晶质),从而使得抛釉层可以显现出满足生产要求的透感;但上述透感的实现与耐磨度的实现是相互矛盾的,这是由于釉层中的玻璃质会影响耐磨度的提升,玻璃质越多,耐磨度就越低,因此,本方案中高温耐磨透明釉配方结构的考虑不能基于上述原理。另外,
6~15%、k2o 3~7%、na2o 0~2.5%、cao 6~15%、mgo 0~1%、bao 0~2%和zno 3~12%。透明熔块是按上述配方经熔化水淬后的制备的熔块颗粒,其具有透明度高、始熔温度高和硬度高的特点。
45.更进一步说明,步骤c中,按照质量份数计算,所述发色保护釉墨水的原料包括发色保护釉34.5~56.5份、熔剂45~55份和分散剂5~8份;且按照质量百分比计算,所述发色保护釉的化学成分包括sio
2 55~70%、al2o
3 4~9%、k2o 2~5.5%、na2o 0.5~2.4%、cao 8~20%、mgo 0.3~3.6%和zno 3~8%。
46.在本技术方案的一个优选实施例中,还对发色保护釉墨水的原料及原料之一的发色保护釉的化学成分进行了改进,使得发色保护釉墨水层3的配方结构与高温耐磨透明釉层4的配方结构相匹配,一方面有利于提升发色保护釉墨水层3对喷墨印花层2的发色效果,满足生产所需,另一方面可有效提升发色保护釉墨水层3与高温耐磨透明釉层4的结合性。
47.具体地,本方案将发色保护釉化学成分中的sio2和al2o3的含量与高温耐磨透明釉层4的配方结构进行匹配,从而提升抛釉砖的釉层结合性;另外,当将高温耐磨透明釉层4设置于在对位打印了发色保护釉墨水层3的顶部时,配方结构相互匹配的发色保护釉墨水层3和高温耐磨透明釉层4可有效避免陶瓷领域中低温共熔现象的发生,而低温共熔现象会导致发色保护釉墨水层3顶部的具有凹凸起伏的釉面效果在烧制过程中更容易熔平,从而降低抛釉砖的立体效果。
48.进一步地,由于发色保护原料配方结构中的助熔剂含量会影响到抛釉砖耐磨度、硬度等的釉面性能,因此,现有发色印油的配方结构中关于助熔剂的配比需要对抛釉砖产品的釉面效果进行考虑。但同样地,由于本方案改变了起到发色保护作用的陶瓷原料形式,因此,可以将配方结构中起到助熔作用的cao、mgo和zno三种成分的含量进行调整,并使上述三种成分的含量至少占总配方结构的11.3%,从而令发色保护釉墨水层3的配方结构处于钙镁体系,为颜色墨水的发色提供一个更良好的化学成分环境。
49.需要说明的是,由于本方案中发色保护釉墨水层3配方结构的改进是基于令发色保护釉墨水化的原理,但发色保护釉墨水的实质仍然是保护釉,当发色保护釉墨水在烧制阶段中其熔剂和分散剂挥发后,釉面上仍然存在发色保护釉对颜色墨水进行保护,因此,其还可以对颜色墨水起到一定的防污作用,即使发色保护釉墨水剥开高温耐磨透明轴之后,在高温耐磨透明轴层4形成凹陷,在发色保护釉的作用下其凹陷也不容易藏污,易于清洁。
50.优选的,所述熔剂为矿物油,所述分散剂为聚酰胺类分散剂。本方案中的发色保护釉墨水采用与喷墨印花层2常用颜色墨水相同或相近类型的熔剂和分散剂对发色保护釉进行墨水化,有利于提升发色保护釉墨水层3和喷墨印花层2的兼容性,以达到促进发色的目的。
51.需要说明的是,本方案中的聚酰胺类分散剂为市售分散剂,在此不作赘述。
52.更进一步说明,所述发色保护釉包括钾长石、氧化锌、石英、煅烧氧化铝、滑石、硅灰石和透明熔块;按照质量份数计算,所述发色保护釉墨水的原料包括钾长石5~10份、氧化锌3~6份、石英15~20份、煅烧氧化铝2~4份、滑石0.5~1.5份、硅灰石5~8份、透明熔块4~7份、熔剂45~55份和分散剂5~8份。
53.在本技术方案的一个优选实施例中,可以通过钾长石、氧化锌、石英、煅烧氧化铝、
1~2%和zro
2 3~10%。在本技术方案的一个优选实施例中,还可在坯体层1的顶部设置由底釉烧制而成的底釉层6,底釉层6的设置可以对坯体层1起到遮盖作用,避免坯体层1影响喷墨印花层2的发色,有利于更进一步地提升抛釉砖的发色效果。
63.优选的,按照质量份数计算,所述底釉的原料包括钾长石30~40份、钠长石10~15份、水洗高岭土3~10份、煅烧高岭土10~30份、石英5~15份、煅烧氧化铝5~15份、滑石3~5份和石灰石2~6份和硅酸锆5~15份。
64.优选的,所述底釉的比重为1.85~1.95g/cm3,流速为25~45s,淋釉量为300~700g/m2。
65.优选的,还包括步骤h,且步骤h位于步骤e之后;步骤h的具体步骤为:在抛光后的耐磨抛釉砖顶部涂覆超洁亮蜡水,形成超洁亮蜡层7,如图2所示。需要说明的是,本方案中的耐磨抛釉砖还可在其顶部还设置用超洁亮蜡层7,其由陶瓷领域常用的超洁亮蜡水涂覆而成,可以起到提升抛釉砖光泽度的作用。
66.更进一步说明,步骤e中,所述抛光步骤为全抛、半抛或扫抛中的任意一种。
67.由于本方案的高温耐磨透明釉层4是通过淋涂的方式布施于抛釉砖的顶部,而非喷釉方式,因此可以通过增大淋釉量实现釉层厚度的堆积,使得抛釉砖的表面无论是经过全抛,还是经过扫/半抛的抛光方式进行抛光处理后,其硬度和耐磨性能还能满足生产所需,使抛釉砖的生产可以满足不同的抛光方式。
68.更进一步说明,步骤a的具体步骤为:准备陶瓷坯料,将陶瓷坯料进行压制,干燥后喷水得到坯体层1;其中,所述喷水步骤的喷水量为80~150g/m2。
69.在本技术方案的一个优选实施例中,还需要在干燥后对坯体层1进行喷水处理,可润湿干燥坯体层1的表面,减少淋底釉时出现痱子泡等缺陷。若喷水量太少,对减少痱子泡的作用不大;若喷水量太多则会增加坯体层1的水分,降低坯体层1的强度,影响损耗。
70.一种发色好、透感强和硬度高的耐磨抛釉砖,由上述发色好、透感强和硬度高的耐磨抛釉砖的制备工艺制备而成,所述耐磨抛釉砖的耐磨性能至少达到4级2100转,莫氏硬度至少达到4级。
71.本方案还提出了一种由上述制备方法制备而成的耐磨抛釉砖,其发色良好、透明度高,且耐磨性能至少达到4级2100转,莫氏硬度至少达到4级,具有较高的硬度和耐磨度。
72.下面通过具体实施方式来进一步说明本发明的技术方案。
73.实施例1a、准备陶瓷坯料,将陶瓷坯料进行压制,干燥得到坯体层1;c、按照预设图案局部打印发色保护釉墨水,形成发色保护釉墨水层3;其中,按照质量份数计算,发色保护釉墨水的原料包括发色保护釉34.5份、矿物油45份和聚酰胺类分散剂5份;且按照质量百分比计算,发色保护釉的化学成分包括sio
2 55%、al2o
3 5%、k2o 5.5%、na2o 2.4%、cao 20%、mgo 3.6%和zno 8%,余量为其他微量氧化物;b、按照预设图案打印颜色墨水,形成喷墨印花层2;d、淋涂高温耐磨透明釉,形成高温耐磨透明釉层4;其中,高温耐磨透明釉的淋釉量为300g/m2,按照质量百分比计算,所述高温耐磨透明釉的化学成分包括sio
2 55%、al2o
3 12%、k2o 4%、na2o 5%、cao 15.5%、mgo 1%、bao 2%和zno 5%,余量为其他微量氧化物;e、干燥后入窑烧制,全抛后得到抛釉砖一,其釉面效果如图3所示。
74.实施例2a、准备陶瓷坯料,将陶瓷坯料进行压制,干燥得到坯体层1;b、按照预设图案打印颜色墨水,形成喷墨印花层2;c、按照预设图案局部打印发色保护釉墨水,形成发色保护釉墨水层3;其中,按照质量份数计算,发色保护釉墨水的原料包括发色保护釉34.5份、矿物油45份和聚酰胺类分散剂5份;且按照质量百分比计算,发色保护釉的化学成分包括sio
2 64%、al2o
3 9%、k2o 3.5%、na2o 0.5%、cao 15%、mgo 1.5%和zno 6%,余量为其他微量氧化物;f、按照预设图案打印喷墨量为30g/m2的精雕墨水,形成精雕墨水层5;d、淋涂高温耐磨透明釉,形成高温耐磨透明釉层4;其中,高温耐磨透明釉的淋釉量为500g/m2,按照质量百分比计算,所述高温耐磨透明釉的化学成分包括sio
2 70%、al2o
3 10%、k2o 3.5%、na2o 1.5%、cao 5.5%、mgo 1.2%、bao 2%和zno 6%,余量为其他微量氧化物;e、干燥后入窑烧制,扫抛后得到抛釉砖二,其釉面效果如图4所示。
75.实施例3a、准备陶瓷坯料,将陶瓷坯料进行压制,干燥后喷水得到坯体层1;其中,喷水步骤的喷水量为100g/m2;g、淋涂底釉,形成底釉层6;其中,底釉的淋釉量为300g/m2;按照质量份数计算,底釉的原料包括钾长石30份、钠长石10份、水洗高岭土3份、煅烧高岭土10份、石英5份、煅烧氧化铝5份、滑石3份和石灰石2份和硅酸锆5份。
76.b、按照预设图案打印颜色墨水,形成喷墨印花层2;c、按照预设图案局部打印发色保护釉墨水,形成发色保护釉墨水层3;其中,按照质量份数计算,发色保护釉墨水的原料包括发色保护釉34.5份、矿物油45份和聚酰胺类分散剂5份;且按照质量百分比计算,发色保护釉的化学成分包括sio
2 70%、al2o
3 4%、k2o 5.5%、na2o 2.4%、cao 9.4%、mgo 2.8%和zno 5.6%,余量为其他微量氧化物;f、按照预设图案打印喷墨量为50g/m2的精雕墨水,形成精雕墨水层5;d、淋涂高温耐磨透明釉,形成高温耐磨透明釉层4;其中,高温耐磨透明釉的淋釉量为600g/m2,按照质量百分比计算,所述高温耐磨透明釉的化学成分包括sio
2 78%、al2o
3 5%、k2o 1.5%、na2o 0.5%、cao 10.5%、mgo 0.2%、bao 1%和zno 3%,余量为其他微量氧化物;e、干燥后入窑烧制,扫抛后得到抛釉砖三,其釉面效果如图5所示。
77.性能测试按照实施例1-3中的制备工艺制备抛釉砖,并确保实施例1-3的步骤中没有提及的工艺参数保证一致。观察上述抛釉砖的釉面效果,并将上述实施例中的抛釉砖进行陶瓷领域常规的耐磨度和莫氏硬度,检验方法分别为:耐磨度测定:使用《gb/t3810.7-2016陶瓷砖试验方法第7部分:有釉砖表面耐磨性的测定》中的测试方法对制品釉面的耐磨性能进行测试。
78.莫氏硬度:将样品砖平稳的放在坚硬的支撑物上,饰面朝上。从小到大选用不同莫氏值的标准矿石划试样表面,用矿石新刃口施力均匀垂直地对试样表面进行刻划,注意施力要适度,标准矿石的刃口不应因施力过大破碎而形成双线状或多线状刻划痕迹。以刚好能产生明显划痕的最低硬度值做为检验结果,以试样所有测试值中的最低值为试验结果。
79.性能测试结果如下表1所示:
表1 不同抛釉砖的性能测试结果
抛釉砖釉面效果耐磨度莫氏硬度实施例1发色鲜艳、透感强4级(2100转)4实施例2发色鲜艳、透感强、立体感较强4级(6000转)5实施例3发色清晰鲜艳、透感强、图案丰富、立体感强5级(12000转)6
从上述性能测试结果可以得知,由本方案的制备工艺制备而成的抛釉砖,其发色良好、透明度高,且耐磨性能至少达到4级2100转,莫氏硬度至少达到4级,具有较高的硬度和耐磨度。
80.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。