技术特征:
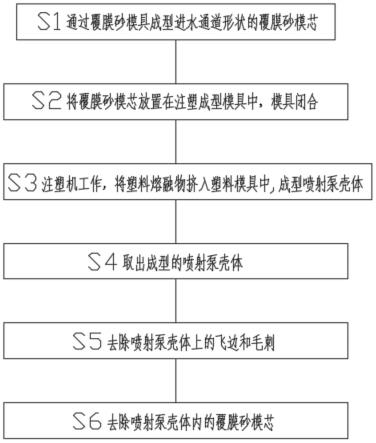
1.一种喷射泵壳体的一次注塑成型方法,其特征在于:包括以下步骤:s1、覆膜砂准备,通过覆膜砂模具将覆膜砂挤压成型覆膜砂模芯(1),该覆膜砂模芯(1)的形状与喷射泵进水通道(2)的形状一致;s2、注塑模具准备,该注塑模具为喷射泵壳体的成型模具,成型模具打开后,将覆膜砂模芯(1)安置在成型模具内,成型模具闭合,且该注塑模具为一模一腔结构;s3、注塑机工作,注塑机将塑料熔融物挤压到注塑模具内,塑料熔融物包覆覆膜砂模芯(1),经过注塑模具保压保温冷却后,喷射泵壳体成型;s4、成型模具打开,取出喷射泵壳体;s5、去除浇口以及飞边毛刺;s6、将带有覆膜砂模芯(1)的喷射泵壳体进行祛沙处理。2.根据权利要求1所述的喷射泵壳体的一次注塑成型方法,其特征在于:所述喷射泵进水通道(2)上设置有相互连通的进水口、出水口一和出水口二,所述覆膜砂模芯(1)上设置有与进水口、出水口一和出水口二适配的芯子。3.根据权利要求1所述的喷射泵壳体的一次注塑成型方法,其特征在于:所述塑料熔融物为尼龙材质。4.根据权利要求1所述的喷射泵壳体的一次注塑成型方法,其特征在于:所述s1中的覆膜砂模芯(1),通过覆膜砂射芯机将覆膜砂射入覆膜砂模具中,控制气压为5-8mpa,覆膜砂模具加热到200-350℃,保压时间为30s-60s,使覆膜砂固化,制成覆膜砂模芯。5.根据权利要求4所述的喷射泵壳体的一次注塑成型方法,其特征在于:所述覆膜砂为经过多次重复回收利用的树脂覆膜砂。6.根据权利要求1所述的喷射泵壳体的一次注塑成型方法,其特征在于:所述s3中的注塑模具的温度为40-50℃,注塑机的注射压力为200-600bar,且保压时间为20s-60s。7.根据权利要求1所述的喷射泵壳体的一次注塑成型方法,其特征在于:所述s6中带有覆膜砂模芯的喷射泵壳体通过超声波清洗装置内进行清洗。8.根据权利要求1所述的喷射泵壳体的一次注塑成型方法,其特征在于:所述s6中带有覆膜砂模芯的喷射泵壳体通过小型喷砂机喷砂处理。
技术总结
本发明是一种喷射泵壳体的一次注塑成型方法,属于喷射泵技术领域,其包括以下步骤:S1、覆膜砂准备,通过覆膜砂模具将覆膜砂挤压成型覆膜砂模芯,该覆膜砂模芯的形状与喷射泵进水通道的形状一致;S2、注塑模具准备,该注塑模具为喷射泵壳体的成型模具,成型模具打开后,将覆膜砂模芯安置在成型模具内,成型模具闭合;S3、注塑机工作,注塑机将塑料熔融物挤压到注塑模具内,塑料熔融物包覆覆膜砂模芯,保压保温冷却后,喷射泵壳体成型;S4、模具打开,取出喷射泵壳体;S5、去除浇口和飞边毛刺;S6、将带有覆膜砂模芯的喷射泵壳体进行祛沙处理,本发明是一种方法合理,通过覆膜砂做成模芯,放置注塑模具中成型喷射泵壳体的一次注塑成型方法。型方法。型方法。
技术研发人员:郑爱军
受保护的技术使用者:郑爱军
技术研发日:2022.08.24
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。