1.本发明涉及涂料加工技术领域,具体涉及一种自动给料系统。
背景技术:
2.凡是用水作溶剂或者作分散介质的涂料,都可称为水性涂料,水性涂料包括水溶性涂料、水稀释性涂料、水分散性涂料(乳胶涂料)3种。水性涂料通过生产装置进行生产,在生产过程中,需要先进行上料。
3.目前在部分水性涂料的生产过程中,需要通过人工将原料投入罐体内,劳动强度较大,效率较低,不能实现自动给料;并且现有的部分水性涂料生产用的自动给料装置无法根据某一给料剂量合理控制其他原料的给料剂量,导致出现给料偏多或偏少的问题,且上料时,多种原料的混合过程无法跟给料剂量进行匹配自动控制,导致混合效率低。
4.因此,如何提供一种能够提高给料剂量和混合控制能力的自动给料系统是本领域技术人员亟需解决的问题。
技术实现要素:
5.有鉴于此,本发明提供了一种自动给料系统,通过液料仓和混料桶混料组件的一体式传动控制,保证了进料剂量与混料速度的匹配度,并进一步提升了给料系统的自动化程度和工作效率。
6.为了实现上述目的,本发明采用如下技术方案:
7.一种自动给料系统,包括;液料仓和混料筒;其中,
8.所述液料仓呈圆筒状,沿侧壁周向设有切向进料口a和切向出料口a’,切向进料口a连通有注液泵;所述液料仓内竖直安装有转轴,转轴上布设有叶片,叶片表面与所述切向进料口a和切向出料口a’的导流方向相垂直;所述转轴末端固定有锥形齿轮一;
9.所述混料筒包括筒体和混料组件;所述筒体靠近一端的顶部设有进料口b1和进料口b2,所述进料口b1与所述切向出料口a’相连通;所述混料组件包括搅拌轮轴,所述搅拌轮轴的一端固定有与所述锥形齿轮一相啮合的锥形齿轮二,沿搅拌轮轴的轴向布设有螺旋叶轮,所述搅拌轮轴设置螺旋叶轮的部分伸入所述筒体内部;所述筒体靠近另一端的底部设有出料口b’。
10.本发明通过转轴和搅拌轮轴之间的传动,利用液体原料流动产生的势能,使混料筒根据原料的剂量自动进行搅拌速率调节,省去了人工控制混料速率的工作,有效提高工作效能。
11.优选的,所述叶片的高度与所述液料仓的高度相匹配,所述叶片的侧边缘与所述液料仓的内壁距离小于设定数值。叶片与所述液料仓的匹配度能够保证液体原料对叶片的推动力及转轴的旋转动能。
12.优选的,切向进料口a用于向液料仓注入液体原料;所述进料口b1和进料口b2用于向所述混料筒内注入固体/液体原料。
13.优选的,所述混料组件还包括格栅筒,所述格栅筒为中空筒状结构,包括若干由轴心向外放射性分布的格栅,形成若干导料通道;若干所述格栅的两端由端盖固定,两两相邻的格栅之间具有固定的间隙,且若干所述格栅的内侧边形成的中空腔用于插装所述搅拌轮轴,所述螺旋叶轮位于所述中空腔内;
14.一端的所述端盖连接有步进电机,且所述端盖与所述筒体间通过轴承转动连接。驱动格栅筒和搅拌轮轴的旋转,实现混料筒体内的同时给料及充分混合。
15.优选的,还包括主控制器,所述主控制器控制所述步进电机的启停和旋转速度。
16.优选的,两个相邻的所述格栅形成的导料通道的外侧面覆盖有挡片,所述挡片的位置与所述进料口b1/进料口b2的位置相匹配,用于遮挡所述进料口b1/进料口b2。挡片与进料口位置对应,可用于对进料口进行遮挡,从而大幅降低当前进料口的下料速度。
17.优选的,所述挡片和所述进料口b2均具有多个,且二者的位置一一对应;多个所述挡片位于不同的导料通道上。
18.优选的,所述筒体上设有激光传感器,所述端盖上竖直设有感应板;
19.所述感应板在所述端盖上的位置与所述挡片的中心线相对应;
20.所述激光传感器在所述筒体上的位置与所述进料口b1/进料口b2相对应;
21.所述激光传感器用于感应所述感应板,并发出感应信号。
22.优选的,所述筒体上设有rgb光电传感器,所述端盖上竖直设有多个颜色板;
23.多个所述颜色板在所述端盖上的位置分别与多个所述挡片的中心线一一对应,且所述颜色板的颜色均不同;
24.所述rgb光电传感器在所述筒体上的位置与多个所述进料口b2相对应;
25.所述rgb光电传感器用于识别不同颜色的所述颜色板,并发出感应信号。
26.传感器的设置能够有效增加多个进料口进料的可控性。
27.优选的,所述感应信号发送至主控制器,所述主控制器根据所述感应信号控制所述步进电机的启停。
28.经由上述的技术方案可知,与现有技术相比,本发明的有益效果包括:
29.本发明通过液料仓和混料桶混料组件的一体式传动控制,保证了进料剂量与混料速度的匹配度,并进一步提升了给料系统的自动化程度和工作效率;利用格栅筒和螺旋叶轮的双转动结构,提升了多种原料的混合效果,同时能够利用格栅筒的挡片实现部分进料口的单独开度调节,提升了混料筒内进料和混料的多功能可控性。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图;
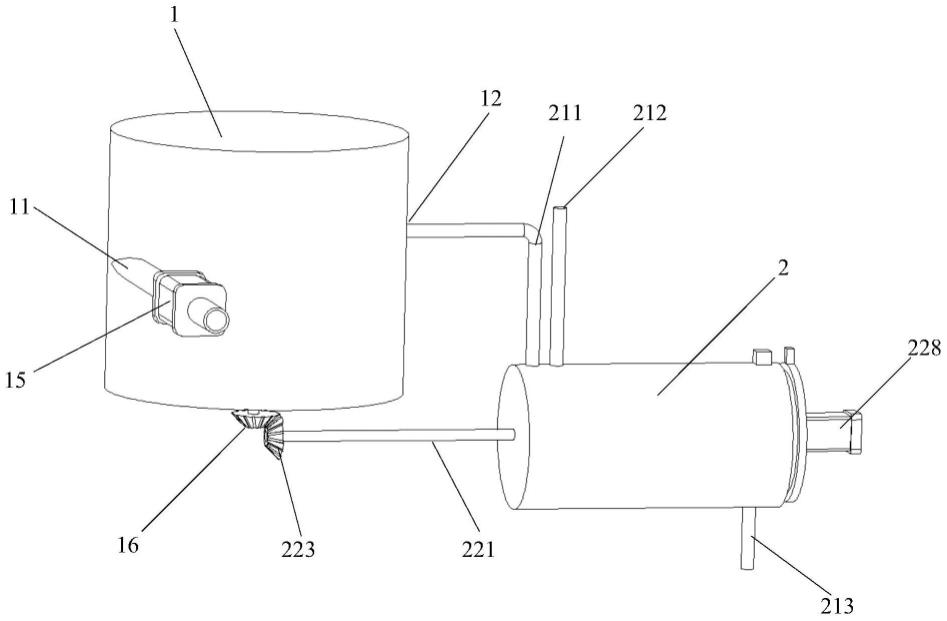
31.图1为本发明实施例提供的自动给料系统的整体结构图;
32.图2为本发明实施例提供的自动给料系统的内部结构图;
33.图3为本发明实施例提供的液料仓内部结构图;
34.图4为本发明实施例提供的混料筒局部放大图;
35.图5为本发明实施例提供的格栅截面示意图;
36.图6为本发明实施例提供的格栅筒立体示意图。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.如图1-2所示,为本实施例公开的一种自动给料系统,包括;液料仓1和混料筒2;液料仓1呈圆筒状,沿侧壁周向设有切向进料口a11和切向出料口a'12,切向进料口a11连通有注液泵15;液料仓1内竖直安装有转轴13,转轴13上布设有叶片14,叶片14表面与切向进料口a11和切向出料口a'12的导流方向相垂直;转轴13末端固定有锥形齿轮一16;混料筒2包括筒体21和混料组件;筒体21靠近一端的顶部设有进料口b1211和进料口b2212,进料口b1211与切向出料口a'12相连通;混料组件包括搅拌轮轴221,搅拌轮轴221的一端固定有与锥形齿轮一16相啮合的锥形齿轮二223,沿搅拌轮轴221的轴向布设有螺旋叶轮222,搅拌轮轴221设置螺旋叶轮222的部分伸入筒体21内部;筒体21靠近另一端的底部设有出料口b'213。
39.本发明通过注液泵15以一定压力值向液料仓1内注入涂料的液体原料,液体沿切向进料口a进入液料仓,基于流动力学,液体原料推动叶片转动,进而带动转轴转动。由于锥形齿轮一16和锥形齿轮二223的啮合关系,将转轴的转动转化为搅拌轮轴的转动,从而带动螺旋叶轮222在筒体21内旋转。此时,其余原料从进料口b1211进入混料筒的筒体21内,通过螺旋叶轮222的旋转完成液体原料和其余原料的混合,该过程不需要单独控制液料仓向混料筒的注料,以及混料操作,两个设备的传动关系保证了混料筒根据液料仓加注液体原料的剂量自适应地调节混料速度。
40.图1和图2中未直观示出切向出料口a’12的直观结构,仅指示切向出料口a’12所在管路的位置。其结构同切向进料口a的结构相同,位于切向进料口a的相对侧。
41.在一个实施例中,叶片14的高度与液料仓1的高度相匹配,叶片14的侧边缘与液料仓1的内壁距离小于设定数值。该数值可以根据实际生产工况按需设定。
42.在一个实施例中,切向进料口a11用于向液料仓1注入液体原料;进料口b1211和进料口b2212用于向混料筒2内注入固体/液体原料。本发明可以用于液体原料之间的混合,也可以用于固液原料之间的混合。
43.在一个实施例中,混料组件还包括格栅筒224,格栅筒224为中空筒状结构,包括若干由轴心向外放射性分布的格栅225,形成若干导料通道230;若干格栅225的两端由端盖227固定,两两相邻的格栅225之间具有固定的间隙,且若干格栅225的内侧边形成的中空腔用于插装搅拌轮轴221,螺旋叶轮222位于中空腔内;
44.一端的端盖227连接有步进电机228,且端盖227与筒体21间通过轴承转动连接。驱动格栅筒224和搅拌轮轴221的旋转,实现混料筒2体内的同时给料及充分混合。
45.本实施例中,格栅筒224在螺旋叶轮222外层,受步进电机228的驱动,实现双旋转混料结构,格栅筒224和搅拌轮轴可以反向旋转。液体原料经进料口b1、其余原料经进料口
b2进入混料筒2后,先经格栅225之间的导流通道230进入螺旋叶轮222所在空腔,从筒体的一端在螺旋搅拌力的带动下到达筒体21的另一端,再由出料口b’送出。步进电机228以匀速控制格栅筒224的转动。
46.在一个实施例中,还包括主控制器,主控制器控制步进电机228的启停和旋转速度。
47.在一个实施例中,两个相邻的格栅225形成的导料通道230的外侧面覆盖有挡片226,挡片226的位置与进料口b1211/进料口b2212的位置相匹配,用于遮挡进料口b1211/进料口b2212。挡片226与进料口位置对应,可用于对进料口进行遮挡,从而大幅降低当前进料口的下料速度。
48.本实施例中,挡片226用于调节出料口的开度,或增加下料的阻力。
49.在一个实施例中,挡片226和进料口b2212均具有多个,且二者的位置一一对应;多个挡片226位于不同的导料通道230上。不同导料通道230上设置的挡片226其前后位置可以相同也可以不同,根据各进料口的进料种类和组合形式进行设置。
50.在一个实施例中,筒体21上设有传感器214,传感器为激光传感器,端盖227上竖直设有感应板;
51.感应板在端盖227上的位置与挡片226的中心线相对应;
52.激光传感器在筒体21上的位置与进料口b1211/进料口b2212相对应;
53.激光传感器用于感应感应板229,并发出感应信号。
54.本实施例中,当需要挡片225遮挡进料口时,激光传感器开始工作,并检测感应板,当感应到感应板时,发出感应信号,外部设备执行相应控制动作。感应板可以为任意材料的板,用于反射激光光路,实现感应信号的触发。
55.在一个实施例中,筒体21上设有传感器214,传感器为设有rgb光电传感器,端盖227上竖直设有多个感应板229,感应板229为颜色板;
56.多个颜色板在端盖227上的位置分别与多个挡片226的中心线一一对应,且颜色板的颜色均不同;
57.rgb光电传感器在筒体21上的位置与多个进料口b2212相对应;
58.rgb光电传感器用于识别不同颜色的颜色板,并发出感应信号。
59.本实施例中,当需要对不同进料口进行开度调节时,通过rgb光电传感器识别相应颜色即可实现,
60.优选的,感应信号发送至主控制器,主控制器根据感应信号控制步进电机228的启停。主控制器通过连接存储设备,预存传感器214的触发条件,实现激光传感器/rgb光电传感器的感应信号接收及判断处理过程,该过程的具体处理步骤并不属于本发明的改进重点,可采用现有软件算法实现。
61.以上对本发明所提供的自动给料系统进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本发明的限制。
62.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的
一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
