1.本技术涉及厌氧发酵技术领域,尤其涉及一种废水与酒糟混合厌氧发酵方法。
背景技术:
2.酒糟是酿酒过程的副产物,其有机物含量高,水分大,极易腐败,对环境造成潜在风险,通过厌氧发酵处理不仅能降解酒糟中的有机物,还能回收厌氧发酵过程中产生的沼气,实现能源的回收利用,是一种优良的处理方式。
3.高浓度废水(cod含量超过50000mg/l)因其cod含量较高,使用常规处理手段进行处理,通过加水或者加入低浓度废水对高浓度废水进行稀释,至cod含量降低至符合标准后进行排放,由于需要加入大量的水,导致处理成本非常高,而且大大增加了废水的排放量,目前常规手段处理高浓度废水成本较高。
4.因此,如何经济环保地对高浓度废水进行处理,是行业内亟需解决的一个技术难题。
技术实现要素:
5.有鉴于此,本技术的目的在于提出一种废水与酒糟混合厌氧发酵方法,已解决或部分解决背景技术提出的问题。
6.基于上述目的,本技术提供了一种废水与酒糟混合厌氧发酵方法,包括如下步骤:
7.将第一沼液与废水混合,得到第一混合液;其中,所述废水的进料cod容积负荷符合第一预设条件;
8.将所述第一混合液与酒糟混合得到第二混合液;
9.将所述第二混合液进行厌氧发酵,收集厌氧发酵过程中产生的沼气,持续测定所述厌氧发酵过程中的过程参数,至所述过程参数符合第二预设条件;
10.将发酵后的所述第二混合液过滤,得到第二沼液;其中,所述第二沼液能作为第一沼液与所述废水混合。
11.其中,本技术所述的废水主要指的是高浓度废水(cod含量超过50000mg/l)。在制酒酿酒、生物制药、石化炼制、重金属冶炼等化工生产过程中会产生大量的高cod废水,这些高cod废水常规手段处理成本高,因此使用本技术所述的方法进行协同处理,提高酒糟和废水的资源化利用水平。
12.其中,本技术所述的酒糟为米、麦、高梁等酿酒后剩余的残渣。
13.其中,本技术所述的第一沼液为有机物质经厌氧发酵后形成的褐色明亮的液体。
14.进一步地,所述厌氧发酵采用中温发酵,发酵温度35~42℃。
15.进一步地,所述厌氧发酵的温度为37℃。
16.进一步地,所述第一预设条件为:所述废水的进料cod容积负荷小于等于3~4kg cod/(m3·
d)。
17.进一步地,所述第一预设条件为:所述废水的进料cod容积负荷≤3.28kg cod/
(m3·
d)。
18.其中,容积负荷是指发酵装置的单位有效容积在单位时间内所能承受的污染物的量。本技术中,以cod容积负荷来表示发酵装置的单位有效容积在单位时间内所能承受的废水的cod含量。
19.其中,经实验证明,当所述废水的进料cod容积负荷大于3.28kg cod/(m3·
d)时,由于所述废水的进料cod容积负荷太大,第一混合液中cod含量太高,容易引起发酵系统的酸化,导致产气能力下降甚至停止。
20.进一步地,所述过程参数包括:厌氧发酵水力停留时间、所述沼气的单位产气量,所述沼气中的甲烷含量,和/或所述第二混合液的ph。
21.进一步地,所述第二预设条件包括:所述厌氧发酵水力停留时间达到预设时间、相邻两个所述单位产气量的第一差值比率不大于10%、所述沼气中的甲烷含量大于等于50%、和所述第二混合液的ph=6~8。
22.其中,所述第二预设条件包括上述四个条件,当所述第二混合液厌氧发酵过程中的参数符合同时满足上述四个条件时,所述第二混合液厌氧发酵过程稳定且满足实际需求,此时完成第二混合液的厌氧发酵。
23.所述厌氧发酵水力停留时间为所述第二混合液进行厌氧发酵的最佳时间。当厌氧发酵的时间太短,造成第二混合液发酵不充分,第二混合液中的有机物没有被充分发酵,没有被充分利用,造成资源的浪费;当厌氧发酵的时间太长,增加发酵反应的成本,损耗大大增加。
24.其中,所述预设时间为30~60天。
25.其中,所述预设时间优选为40天。
26.其中,在厌氧发酵过程中,单位产气量与沼气中的甲烷含量是表征发酵系统运行稳定性的直接指标,只有单位产气量与沼气中的甲烷含量同时保持稳定的发酵罐才有实际意义。其中,相邻两个所述单位产气量的第一差值比率不大于10%,证明单位产气量保持稳定;所述沼气中的甲烷含量大于等于50%,证明沼气中的甲烷含量保持稳定,只有满足这两个条件,才能说明发酵过程保持稳定,发酵才具有实际意义。
27.其中,所述第一差值比率q的计算公式为:q=(w1-w2)/w1,其中,w1为相邻两个所述单位产气量中较大的数值,w2为相邻两个所述单位产气量中较小的数值。
28.其中,所述第二混合液的ph=6~8.5。ph值直接影响厌氧发酵过程中微生物的代谢和繁殖。一般情况下,厌氧发酵的正常ph值为6-8.5,当ph值低于6或者高于8.5时均不利于沼气的产生。ph低于6时厌氧发酵罐内易发生酸化反应,不利于第二混合液的发酵,而当ph高于8.5时,则易出现氨氮浓度累积,进而抑制产气。
29.进一步地,所述第二混合液的ph=6.8~8。
30.进一步地,所述废水的进料体积的计算公式为:v1=(v0*a)/n,
31.其中,v1为废水的进料体积;v0为发酵装置有效容积;a为废水的进料cod容积负荷;n为废水的cod含量。
32.进一步地,所述酒糟的干物质进料质量的计算公式为:m2=b*v,
33.其中,m2为酒糟的干物质进料质量;b为第二混合液的干物质浓度;v为第二混合液的总体积。
34.其中,依据所述第二混合液的总体积和第二混合液的干物质浓度,可以计算出酒糟的干物质进料质量。依据酒糟的干物质进料质量和酒糟原始的干物质质量,可以计算出酒糟的进料总体积(即下述的v2)。
35.其中,当所述厌氧发酵为连续进出料过程时,每次发酵的第二混合液的总体积=发酵装置有效容积/厌氧发酵水力停留时间;当所述厌氧发酵为非连续进出料时,每次发酵的第二混合液的总体积小于等于发酵装置有效容积。
36.进一步地,所述第二混合液的干物质浓度小于等于15%。
37.进一步地,所述第二混合液的干物质浓度为6~10%。
38.其中,当所述第二混合液的干物质浓度太大时,使得第二混合液中酒糟的浓度太高,以致厌氧发酵过程搅拌困难,搅拌越困难,则第二混合液的均质化效果越差,厌氧发酵的效果也越差。
39.进一步地,所述第一沼液的进料体积的计算公式为:v3=v-v1-v2,
40.其中,v3为第一沼液的进料体积,v为第二混合液的总体积,v1为废水的进料体积,v2为酒糟的进料总体积。
41.进一步地,所述第一沼液和所述第二沼液均为非曝气的沼液。
42.其中,经实验证明,如果第一沼液或第二沼液经过曝气回流,则会对发酵系统产气量有负面影响,以致单位产气量降低,不利于厌氧发酵。
43.从上面所述可以看出,本技术提供的废水与酒糟混合厌氧发酵方法,将废水与第一沼液混合,得到符合第一预设条件的第一混合液,使用第一沼液对废水进行接种,以增加发酵系统中的微生物,加快发酵反应的进行,同时碱性的第一沼液可以对酸性的废水进行中和,以提高系统的ph及稳定性,确保废水不会对发酵过程产生太大冲击,避免废水中过高的cod引起发酵系统酸化,最终导致产气能力下降甚至停止;将第一混合液与酒糟混合后进行厌氧发酵,既可以对高浓度废水进行处理,减少废水排量,又可以增加产气量,增加收益;同时,厌氧发酵后得到的第二沼液可以作为第一沼液循环使用,减少了废水的排量,并且大大降低了处理成本,实现了高浓度废水经济环保地处理。
附图说明
44.为了更清楚地说明本技术或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
45.图1为本技术实施例1中不同废水进料cod容积负荷下日产气量的变化曲线图;
46.图2为本技术实施例1中不同废水进料cod容积负荷下甲烷浓度的变化曲线图;
47.图3为本技术实施例1中不同废水进料cod容积负荷下第二混合液的ph变化曲线图;
48.图4为本技术对比例1中发酵过程中甲烷浓度变化曲线图;
49.图5为本技术对比例1中发酵过程中日产气量变化曲线图;
50.图6(a)为本技术对比例2中废水进料cod容积负荷较低条件下日产气量的变化曲线图;
51.图6(b)为本技术对比例2中废水进料cod容积负荷较高条件下日产气量的变化曲线图;
52.图7(a)为本技术对比例2中废水进料cod容积负荷较低条件下甲烷浓度的变化曲线图;
53.图7(b)为本技术对比例2中废水进料cod容积负荷较高条件下甲烷浓度的变化曲线图;
54.图8为本技术对比例2中不同废水进料cod容积负荷下第二混合液的ph变化曲线图;
55.图9为本技术对比例3中不同废水进料cod容积负荷下日产气量的变化曲线图;
56.图10为本技术对比例3中不同废水进料cod容积负荷下甲烷浓度的变化曲线图;
57.图11为本技术对比例3中不同废水进料cod容积负荷下第二混合液的ph变化曲线图;
58.图12为本技术对比例4中不同废水进料cod容积负荷下日产气量的变化曲线图;
59.图13为本技术对比例4中不同废水进料cod容积负荷下甲烷浓度的变化曲线图;
60.图14为本技术对比例4中不同废水进料cod容积负荷下第二混合液的ph变化曲线图;
61.图15为本技术实施例2所述的发酵罐的结构示意图。
62.图中:1、罐体;2、水浴夹套;3、出料口;4、出水口;5、进水口;6、搅拌叶;7、搅拌杆;8、定时器;9、进料口;10、电机;11、气包;12、湿式气体流量计;13、排气阀;14、检测管道;15、沼气管道。
具体实施方式
63.为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,对本公开进一步详细说明。
64.需要说明的是,除非另外定义,以下实施例中所用的技术术语具有与本发明所属领域技术人员普遍理解的相同含义。以下实施例中所用的试验试剂,如无特殊说明,均为常规生化试剂;所述实验方法,如无特殊说明,均为常规方法。
65.以下实施例及对比例中涉及的酒糟为某酒厂酒糟,酒糟的理化指标分析如表1所示。其中,ts%为固体含量,vs(%ts)为挥发性固体含量。
66.表1酒糟理化指标
67.名称phts/%vs/(%ts)有机碳/%总氮/%酒糟3.0447.0293.2044.033.88
68.以下实施例及对比例中涉及的废水来源为酒厂废水。由于酒厂废水水质随生产阶段不同存在较大波动(来水cod范围80000-320000mg/l),因此每次取用废水都需进行氨氮含量及cod的指标分析。以下实施中所用的废水的理化指标分析如表2所示。
69.表2废水理化指标
70.名称ph氨氮/(mg/l)cod/(mg/l)废水3.351540272250
71.以下实施例及对比例中涉及的第一沼液为酒糟厌氧发酵处理后得到的沼液,第一
沼液的理化指标分析如表3所示。
72.表3第一沼液理化指标
73.名称phvs/%氨氮/(mg/l)cod/(mg/l)第一沼液8.0374.295875.0054875
74.需要说明的是,由于酒糟、废水及第一沼液的来源地不同,所以其基本理化指标会有差别。因此,上表1、表2及表3列出的理化指标仅为以下实施例及对比例所使用,并不对酒糟、废水及第一沼液的理化指标进行任何限定。
75.对比例1
76.提供了一种酒糟的厌氧发酵方法,采用与下述实施例1相同的酒糟,在相同的实验条件下进行厌氧发酵,对整个厌氧发酵过程中的厌氧发酵水力停留时间、所述沼气的单位产气量,所述沼气中的甲烷含量进行测定,测定结果如图4、图5所示。
77.参考图4和图5,仅使用酒糟进行厌氧发酵,日平均产气量为43.6l,相邻两个日产气量的第一差值比率不大于10%,日平均产气量中平均甲烷含量约50%,证明整个发酵系统平稳运行。
78.对比例2
79.提供了一种酒糟与废水的的厌氧发酵方法,与下述实施例1的区别在于,不加入第一沼液。在相同的实验条件下进行厌氧发酵,对整个厌氧发酵过程中的厌氧发酵水力停留时间、所述沼气的单位产气量,所述沼气中的甲烷含量和酒糟的ph进行测定,测定结果如图6(a)、图6(b)、图7(a)、图7(b)、图8所示。
80.参考图6(a)、图7(a)所示,酒糟与初始负荷为0.835kg cod/(m3·
d)的高浓废水混合后进行厌氧发酵,日产气量逐渐上升,稳定在70~80l/d,同时甲烷含量稳定在50%以上。随后将废水进料cod容积负荷增加至1.62kg cod/(m3·
d),日产气量呈现迅速增加的趋势,在发酵第30天时达到高峰值110l/d,而后略微下降后又回升,并稳定在100l左右,此阶段甲烷含量依旧维持较高水平,相邻两个日产气量的第一差值比率不大于10%,平均甲烷浓度稳定在50%左右,证明整个发酵系统平稳运行。
81.同时参考图8所示,在发酵启动后,发酵液ph值呈现逐步缓慢降低的趋势,运行42天,ph从8下降至7.41,下降0.6个ph单位,ph基本保持稳定,适宜厌氧发酵反应的正常进行。
82.参考图6(b)、图7(b)所示,随着发酵过程的稳定,继续增加进料中废水的cod容积负荷。将进料中废水的cod容积负荷提升至2.27kg/(m3·
d),日产气量迅速增加并在第52天达到高峰值138l,但高峰后呈现连续且快速的下降,产气量低于100l,已小于负荷增加前的平均值。同时观察到甲烷含量仍大于50%但也存在明显下降趋势,日产气量和甲烷含量均出现连续下降的趋势。同时参考图8,当进料cod容积负荷提升至2.27kg cod/(m3·
d)后,发酵液ph值迅速下降至7以下,继续运行,发酵液体ph值仍然继续下降,证明此时发酵液体的ph值不稳定,结合日产气量和甲烷含量的连续下降,证明此时发酵液体已经开始出现酸化现象。说明由于较高的废水负荷,发酵罐内产生了酸化,因此不适宜继续增加废水的cod容积负荷,因此该条件下进料废水的cod容积负荷≤1.62kg cod/(m3·
d)时,发酵过程才可平稳运行。
83.对比例3
84.提供了一种废水与酒糟混合厌氧发酵方法,与对比例1的唯一区别在于,加入的第
一沼液为曝气后的沼液。在相同的实验条件下进行厌氧发酵,对整个厌氧发酵过程中的厌氧发酵水力停留时间、所述沼气的单位产气量,所述沼气中的甲烷含量,和酒糟的ph进行测定,测定结果如图9、图10、图11所示。
85.参考图9,在第一沼液直接反应和第一沼液曝气后反应的条件下,产气基本保持平稳。在整个发酵周期内,第一沼液直接反应的条件下,底物的平均日产气量高于第一沼液爆气后的平均日产气量,分别为64l和57l。
86.参考图10,在两种条件下,沼气中甲烷含量均呈现初期上升后保持稳定的状态。在整个发酵期内,第一沼液直接反应和第一沼液爆气后进行反应的条件下,沼气中平均甲烷浓度分别为50%和49.1%。
87.参考图11,第一沼液直接反应和第一沼液爆气后反应的两种发酵条件下,ph值的变化趋势相似,且都在7.7-8的合理范围内波动。在发酵初始阶段,酒糟中的机物迅速水解,产生可溶性有机物,产酸菌将水解产物转变为挥发性脂肪酸,会出现一个较明显的ph下降过程,随后,随着产甲烷过程的稳定,ph回升并趋于稳定。第一沼液曝气后,由于曝气将第一沼液中的氨氮进行降解,使得反应后第二混合液的ph值下降,在整个发酵周期内,第一沼液曝气件下的ph值低于第一沼液非曝气条件下的ph值。
88.从以上分析可知,第一沼液曝气条件下日产气量和甲烷浓度低于第一沼液非曝气下直接反应。这是由于在曝气过程中部分反应液直接发生了好氧降解,导致反应后可降解物总量减小,产气量减小;第一沼液经过12小时曝气,其中活性厌氧产甲烷菌群数量减少,菌群的降解活性受到影响。
89.对比例4
90.提供了一种废水与酒糟混合厌氧发酵方法,与实施例1的区别在于:在实施例1的反应步骤之后,继续将废水的进料cod容积负荷增加至4.6kg cod/(m3·
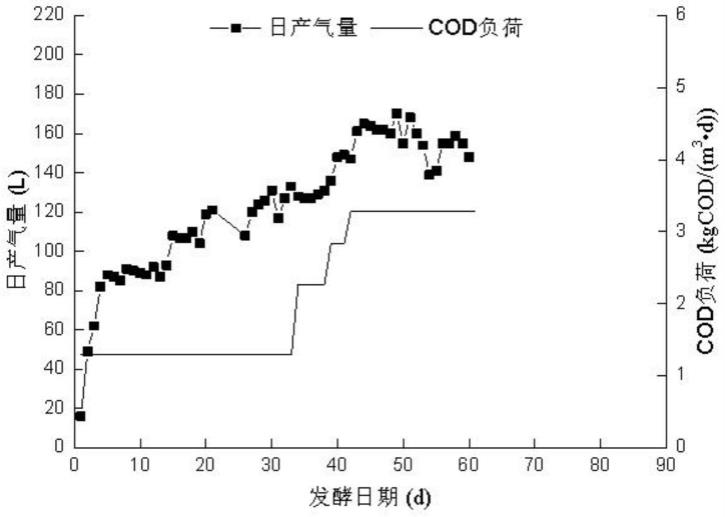
d)。对整个厌氧发酵过程中的厌氧发酵水力停留时间、所述沼气的单位产气量,所述沼气中的甲烷含量,和酒糟的ph进行测定,测定结果如图12、图13、图14所示。
91.参考图12和图13,实验初期进料废水cod的负荷为1.30kg cod/(m3·
d),日产气量逐步上升,并稳定在至110~120l/d;随后将进料中废水进料cod容积负荷增加至3.28kg cod/(m3·
d),日产气量持续上升至160~170l/d,平均甲烷浓度在60.63%,发酵罐运行稳定。当继续提高进料中废水的cod容积负荷至4.60kg cod/(m3·
d)时,发酵罐日产气量连续下降,甲烷含量也出现下降。同时参考图14,发酵液ph值在废水进料cod容积负荷增加至3.28kg cod/(m3·
d)时,持续保持稳定,当进料中废水的cod容积负荷提升至4.6kg cod/(m3·
d)后,ph从7.82迅速下降至7.10,预警了由于进料负荷的增加,将出现酸化风险。证明当废水的cod容积负荷提升至4.6kg cod/(m3·
d)后,此时由于废水的进料cod容积负荷太大,第一混合液中cod含量太高,引起了发酵系统的酸化,导致产气能力明显下降。
92.在确认系统出现酸化后,可以通过降低cod容积负荷来调整发酵系统的产气量。将进料中废水的cod容积负荷降至3.94kg cod/(m3·
d),日产气量仍明显下降,并且ph值也呈现明显下降趋势,然后又再次降低进料中废水进料cod容积负荷至3.28kg cod/(m3·
d)时,日产气量在140l/d达到稳定,发酵系统继续平稳运行。
93.由以上分析可知,要想保持发酵罐平稳运行,废水的最大cod容积负荷不应该超过3.28cod/(m3·
d)。
94.实施例1
95.提供了一种废水与酒糟混合厌氧发酵方法,包括如下步骤:
96.(1)将第一沼液与废水混合,得到第一混合液,所述废水的进料cod容积负荷为3.28kg cod/(m3·
d)。所述第一沼液为非曝气的沼液。
97.(2)将所述第一混合液与酒糟混合得到第二混合液。
98.(3)将所述第二混合液进行厌氧发酵,收集厌氧发酵过程中产生的沼气,持续测定所述厌氧发酵过程中的过程参数,至所述过程参数符合第二预设条件。
99.所述过程参数包括:厌氧发酵水力停留时间、所述沼气的单位产气量,所述沼气中的甲烷含量,和/或所述第二混合液的ph。
100.所述第二预设条件包括:所述厌氧发酵水力停留时间达到预设时间、相邻两个所述单位产气量的第一差值比率不大于10%、所述沼气中的甲烷含量大于等于50%、和所述第二混合液的ph=6~8。
101.(4)将发酵后的所述第二混合液过滤,得到第二沼液;其中,所述第二沼液能作为第一沼液与所述废水混合。
102.其中,所述废水的进料体积的计算公式为:v1=(v*a)/n,v1为废水的进料体积;v为第二混合液的总体积;a为废水的进料cod容积负荷;n为废水的cod含量。
103.其中,所述酒糟的干物质进料质量的计算公式为:m2=b*v,m2为酒糟的干物质进料质量;b为第二混合液的干物质浓度;v为第二混合液的总体积;b小于等于15%。
104.其中,所述第一沼液的进料体积的计算公式为:v3=v-v1-v2,v3为第一沼液的进料体积,v为第二混合液的总体积,v1为废水的进料体积,v2为酒糟的进料总体积。
105.本实施例中,厌氧发酵反应在有效容积为60l的发酵罐中进行(即v0=60l),厌氧发酵的温度为37℃,厌氧发酵的时间为40~60天。第二混合液的干物质浓度b取6%,废水的进料cod容积负荷a为3.28kg cod/(m3·
d),基于上述公式计算所述废水的进料体积、酒糟的干物质进料质量及第一沼液的进料体积。
106.本实施例中,为了更好的观察反应过程中各个参数的变化情况,在反应初期,初始进料的废水的进料cod容积负荷小于3.28kg cod/(m3·
d),确保发酵反应在较低cod容积负荷下可以平稳运行,再继续增加cod容积负荷至3.28kg cod/(m3·
d)。实际操作时,初始进料的废水的进料cod容积负荷可以直接为3.28kg cod/(m3·
d),这样可以最大效率的提升处理能力,降低处理成本。
107.对整个厌氧发酵过程中的厌氧发酵水力停留时间、所述沼气的单位产气量,所述沼气中的甲烷含量,和所述第二混合液的ph进行测定,测定结果如图1、图2、图3所示。
108.参考图1、图2,在反应初期,进料废水cod的负荷为1.30kg cod/(m3·
d),日产气量逐步上升,并稳定在至110~120l/d;随后将进料中废水进料cod容积负荷增加至3.28kg cod/(m3·
d),最高日产气量上升至约170l/d,反应稳定后日产气量均在140~170l/d之间,相邻两个日产气量的第一差值比率不大于10%,平均甲烷浓度在60.63%,证明发酵反应平稳运行。
109.参考图3,第二混合液的ph变化如图3所示,整个发酵过程中的ph保持稳定,证明整个发酵反应的反应条件良好。
110.相较于对比例1和对比例2,对比例1仅用酒糟进行厌氧发酵,日平均产气量为
43.6l,日平均产气量中平均甲烷含量约50%;对比例2仅用酒糟和废水进行厌氧发酵,平均产气量稳定在100l左右,甲烷浓度稳定在50%左右;而本实施例中,采用废水与第一沼液、酒糟协同发酵,日产气量均在140~170l/d之间,平均甲烷浓度在60.63%。由此可知,本技术中,采用废水与第一沼液、酒糟协同发酵可以明显提高产气量,并且提高沼气中的甲烷浓度。
111.相较于对比例2,在不加入第一沼液的情况下,仅用酒糟和废水进行厌氧发酵时,进料废水的cod容积负荷≤1.62kg cod/(m3·
d)时发酵过程才可平稳运行;而本技术中,由于使用第一沼液对废水进行接种,降低了废水的cod含量及废水的ph,使得进料废水的cod容积负荷达到3.28kg cod/(m3·
d),处理能力及处理效果良好。
112.综上所述,本技术提供的废水与酒糟混合厌氧发酵方法,将废水与第一沼液混合,得到符合第一预设条件的第一混合液,使用第一沼液对废水进行接种,以降低废水的cod含量及废水的ph,确保废水不会对发酵过程产生太大冲击,避免废水中过高的cod引起发酵系统酸化,最终导致产气能力下降甚至停止;将第一混合液与酒糟混合后进行厌氧发酵,既可以对高浓度废水进行处理,减少废水排量,又可以增加产气量,增加收益;同时,厌氧发酵后得到的第二沼液可以作为第一沼液循环使用,减少了废水的排量,并且大大降低了处理成本,实现了高浓度废水经济环保地处理。
113.值得注意的是,实际操作时,整个厌氧发酵过程可以为非连续进出料过程,每次发酵的第二混合液的总体积小于等于发酵装置有效容积,此时可以依据发酵装置的有效容积,将计算得到的第一沼液、废水与酒糟全部加入发酵装置中进行进料,待发酵反应符合预设条件后,将该发酵液排出,再进行下一次进料。
114.整个厌氧发酵过程也可以为连续进出料过程,每次发酵的第二混合液的总体积=发酵装置有效容积/厌氧发酵水力停留时间,依据发酵装置有效容积和厌氧发酵水力停留时间,将计算得到的第一沼液、废水与酒糟全部加入发酵装置中进行第一批次进料,间隔一段时间(例如一天)后以同样的进料量继续进行下一批次进料,如此持续进料,同时待第一批次的发酵反应符合预设条件后,将第一批次反应液排出,间隔一段时间后,待第二批次的发酵反应符合预设条件后,继续将第二批次反应液排出,如此持续进料出料。
115.实施例2
116.参考图15,本技术还提供了一种厌氧发酵罐,所述发酵罐包括:罐体1,其用于容纳并给与物料反应的空腔,其内设置有用于物料搅拌混匀的搅拌组件,罐体1顶部一端设置有用于物料进入的进料口9,进料口9上设有密封盖,罐体1一侧底部还设有用于物料排出的出料口3。
117.其中,搅拌组件包括搅拌杆7,以及均匀环形阵列设置在搅拌杆7外壁的搅拌叶6,搅拌组件的顶端还连接有一驱动其转动的定时驱动机构。定时驱动机构包括电机10,以及控制电机10定时工作的定时器8,电机10固定安装于罐体1顶部中心位置,且电机1的底部输出端与搅拌杆7顶端连接。
118.具体的,所述罐体1的外壁还设置有水浴夹套2,水浴夹套2通过导热介质对罐体1进行加热,水浴夹套2一侧底端设有进水口5,另一侧顶端设有出水口4。
119.具体的,所述罐体1的顶部还设置有用于向外输出沼气的沼气管道15,以及用于对发酵罐内cod容积负荷、日产气量、甲烷含量、ph等进行监测的检测管道14。其中,沼气管道
15的出气端连接气包11,且沼气管道15上套装有用于对输出沼气的体积进行计量的湿式气体流量计12。所述气包11上还设置有用于对存储沼气进行排放的排气阀13。
120.需要说明的是,出料口3以及检测管道14上均套装有启闭阀门,以保证罐体1在发酵过程中的密闭性。
121.所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本公开的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本公开实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
122.本公开实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本公开实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。