一种无边镶的蜡镶方法与流程
- 国知局
- 2024-07-12 10:45:28
【】本发明涉及首饰加工,具体涉及一种无边镶的蜡镶方法。
背景技术
0、背景技术:
1、珠宝镶嵌是一种让珠宝成为艺术品的工艺,上百年来一代代工匠们创造了许许多多珠宝镶嵌方法,或烘托钻石的火彩,或将金属托隐藏得天衣无缝,如果没有精湛的镶嵌工艺,珠宝则无法佩戴在人们的颈间、手腕和指间。
2、目前的首饰加工制造中,宝石的镶嵌方法有多种,其中釆用无边镶方法镶嵌宝石的饰品,使宝石有更为突出外观效果,主要通过铲钉、包爪、包边、车槽等方式进行宝石的镶嵌:
3、①包镶:也称为包边镶,用金属边将宝石四周都圈住,让腰部以下封在金属托或金属架以用,贵重金属的移定性可以防止宝石脱落,分为有边包镶和无边包镶,前者是在宝石周围有一金属边包裹,工艺上称之为“石碗”;后者是在宝石周围包裹的金属无一环状边,这种无边的方式用于小颗粒宝石或副石的镶嵌过程;
4、②爪镶:是用金属爪紧紧地扣着宝石,因为少了遮挡,让宝石的切面看起来更清晰,也可以让光线从不同的角度射入宝石并反射出来,爪镶分为六爪镶、四爪镶、三爪镶;这种工艺要求爪的大小相一致、间隔要均匀,宝石的台面水平并不倾斜。弧面形、方形、梯形、随意形宝石和玉石的镶嵌多使用爪镶;
5、③钉镶:是直接在金属材质的边缘上用工具铲出几个小钉,将宝石固定在这些小钉上,这样一来在表面上不会看到任何固定宝石的金属爪,但紧密地排列着的宝石仍然很牢地套在金属的榫槽内;因为没有金属的包围与遮挡,宝石更能反射光线;
6、④卡镶:是利用金属材质的张力,可以固定住定石的腰部,或者腰与底尖的部份,这种工艺比爪镶更为进步,是如今前时尚工艺的代表之技,可以由设计师赋予生命而让它变化无穷,因为宝石的裸露比较多,更能表现出宝石本身的切工与火彩;
7、⑤插镶:主要用于有机宝石,如珍珠与琥珀,它是在一个碟形的金属“碗”中间,垂直伸出一根金属插针,以插入钻有小孔的珍珠或琥珀中,让宝石被固定,因为没有了对宝石的任何遮挡,宝石的造型与光芒得到一览无余的展示。
8、现已有宝石无边镶嵌工艺的研究,例如中国专利申请号cn201510453730.1铜饰的无边镶石方法,先通过失蜡浇铸得到金属胚之后,再在金属配上镶嵌宝石,具体是先制作出铜制底托,再根据铜制底托的尺寸在锆石底部侧边开出浅槽位,然后使用外力将铜制底托挤入槽位,从而固紧锆石;但是使用这种方法对镶石工人的操作技术有很高要求,而且镶嵌难度大,产品质量不一且效率低,也容易造成烂石,成品合格率低,人力成本太高。
技术实现思路
0、技术实现要素:
1、目前现有技术中无边镶的蜡镶方法,是先通过3d设计出蜡件,然后把金属倒模进去,再在金属的配件上面去镶嵌宝石,这样的操作会导致工时长、效率低、人工成本太高,针对这些不足,本发明提供了一种无边镶的蜡镶方法。
2、本发明的目的通过以下技术方案来实现:
3、一种无边镶的蜡镶方法,包括如下步骤:
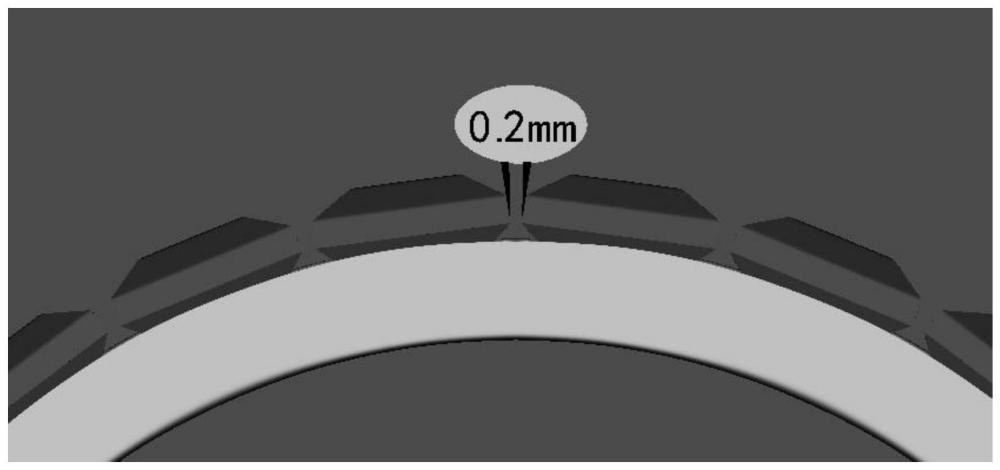
4、1)3d建模:设计3d数据模型,在立体模型上做好数据预留,宝石横向间距为0.2mm,竖向间距为0.1mm,用于固定宝石的卡位大小为0.4mm×0.4mm;
5、2)宝石开槽:根据上步骤的数据预留,在宝石两侧石腰对应的位置上进行切割开槽,槽宽0.45mm,深0.3mm;
6、3)打印蜡件:利用3d打印机根据上述数据模型的数据打印蜡件;
7、4)镶嵌宝石:在打印好的蜡件上镶嵌步骤2)开好槽的宝石;
8、5)倒模:把上步骤镶嵌好宝石的蜡件批量种在一根蜡杆上得到蜡树,把蜡树放置在钢盅里,浇灌调制好的石膏浆,石膏浆是由石膏粉、水与羟基丙烯酸改性聚醚按照10:1:(0.01-0.02)的质量比例配制而成,其中石膏粉是由粗粉和细粉按照3:1的质量比例配制而成,当石膏浆自然凝固后放入烤炉蒸蜡,烤炉温度230℃-250℃,然后移入焗炉烘烤制得空腔的石膏模,焗炉温度720℃-730℃,然后进行灌注铜水,铜水温度1000℃-1050℃,待冷却后得到铜胚件;
9、6)执模抛光:通过抛光执模把上步骤得到的铜胚件表面的毛刺和水口磨平顺,铜胚件表面打磨光亮;
10、7)电镀:把打磨好的铜胚件电镀之后,得到成品。
11、本发明中:
12、进一步的,步骤5)所述的石膏浆是由石膏粉、水与羟基丙烯酸改性聚醚按照10:1:0.015的质量比例配制而成。
13、所述的羟基丙烯酸改性聚醚,加入到石膏浆中,起到分散的作用,使粗粉和细粉均匀分散在石膏浆中,粗粉起到骨架作用,细粉能填充到粗粉形成的骨架中,粗粉和细粉的颗粒与颗粒之间分开不产生硬团聚,使得石膏浆的粘度增高,防止石膏模在高温中开裂。
14、进一步的,步骤5)所述的粗粉,粒径在200-300nm;所述的细粉,粒径<200nm。
15、进一步的,步骤5)所述的烤炉温度为240℃-250℃;所述的焗炉,温度725℃-730℃;所述的铜水温度为1020℃-1050℃。
16、和现有技术相比,本发明具有如下优点:
17、1、本发明所述的一种无边镶的蜡镶方法:
18、和现有无边镶的方法相同的是:
19、①在宝石两侧石腰上开槽;
20、②设计时在胚体结构上,石位与宝石两侧开槽相应位置上设计支撑横杠。
21、该横杠刚好与宝石石腰上的石位对应和匹配,横杠卡进石位里,能卡住石头;因宝石面宽于石腰位置,因此从上往下俯视时看不到横杠。与传统的钉镶、爪镶等镶嵌方法相比起来,该发明方法镶嵌的宝石面链接性更好,面平整,无缝。
22、和现有无边镶的方法不同的是:
23、①宝石与宝石之间的间隔,横杠及结构在数据上不同,因为失蜡浇铸有热胀冷缩反应,数据会出现缩水等现象;
24、②失蜡浇铸时用的铜材(铜水)不同(铜水都是按不同比例调配),不同比例的铜水冷却后的硬度不同,收缩度也不同,对石头是否别挤压坏影响也很大。
25、2、本发明所述的一种无边镶的蜡镶方法,是在蜡件上进行无边镶石,然后通过失蜡浇铸变成金属胚配件,技术难点在于:数据、结构偏差一点都会引起烂石,因此,数据预留不能太大,太大倒模出来,石头与石头之间太开;也不能预留太少,不然石头挤压石头会烂石。本发明在石膏浆中,加入羟基丙烯酸改性聚醚,起到分散的左右,使粗粉和细粉均匀分散在石膏浆中,粗粉起到骨架作用,细粉能填充到粗粉形成的骨架中,粗粉和细粉的颗粒与颗粒之间分开不产生硬团聚,使得石膏浆的粘度增高,防止石膏模在高温中开裂;在蜡件上更容易镶嵌宝石,速度更快,生产效率更高,且宝石更平整,整个产品的表面效果更好。石头不容易烂,在宝石大小有微小偏差时,能更好的适应和贴合,整体效果更理想。
技术特征:1.一种无边镶的蜡镶方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种无边镶的蜡镶方法,其特征在于:步骤5)所述的石膏浆是由石膏粉、水与羟基丙烯酸改性聚醚按照10:1:0.015的质量比例配制而成。
3.根据权利要求1所述的一种无边镶的蜡镶方法,其特征在于:步骤5)所述的粗粉,粒径在200-300nm;所述的细粉,粒径<200nm。
4.根据权利要求1所述的一种无边镶的蜡镶方法,其特征在于:步骤5)所述的烤炉温度为240℃-250℃;所述的焗炉,温度725℃-730℃;所述的铜水温度为1020℃-1050℃。
技术总结本发明公开了一种无边镶的蜡镶方法,包括如下步骤:1)3D建模;2)宝石开槽;3)打印蜡件;4)镶嵌宝石;5)倒模:把上步骤镶嵌好宝石的蜡件批量种在一根蜡杆上得到蜡树,把蜡树放置在钢盅里,浇灌调制好的石膏浆,石膏浆是由石膏粉、水与羟基丙烯酸改性聚醚按照10:1:(0.01‑0.02)的质量比例配制而成,其中石膏粉是由粗粉和细粉按照3:1的质量比例配制而成,当石膏浆自然凝固后放入烤炉蒸蜡,然后移入焗炉烘烤制得空腔的石膏模,然后进行灌注铜水,待冷却后得到铜胚件;6)执模抛光;7)电镀:把打磨好的铜胚件电镀之后,得到成品。技术研发人员:李冬梅,黄建强受保护的技术使用者:柳州市旭平首饰有限公司技术研发日:技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240614/88980.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表