一种新型超高分子量聚乙烯纤维鞋面的制作方法
- 国知局
- 2024-07-12 10:55:02
本发明涉及鞋面,尤其是涉及的是一种新型超高分子量聚乙烯纤维鞋面。
背景技术:
1、随着时代的列车飞速前行,人们对鞋类制品的追求也不断更新换代,从耐久度到性价比再到更高级的功能化、多样化,经济发展推动着市场需求的更新。超高分子量聚乙烯纤维,又称高强高模聚乙烯纤维,是目前世界上比强度和比模量最高的纤维,其分子量在100万~500万的聚乙烯所纺出的纤维。是一种高强度、高模量、重量轻、耐磨、柔软等特性的新型高性能材料。在军工、航空航天、远洋捕捞、建筑等领域广泛应用,但是未曾在鞋面上有广泛应用。
2、超高分子量聚乙烯纤维应用于鞋面上时存在以下问题:该材料分子表面光滑、粘接性能差,不耐高温,在制鞋过程中存在困难,弹性较差不利于编织。
技术实现思路
1、本发明的其他特征和优点将在随后的说明书中阐述,并且部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及其他说明书附图中所特别指出的结构来实现和获得。
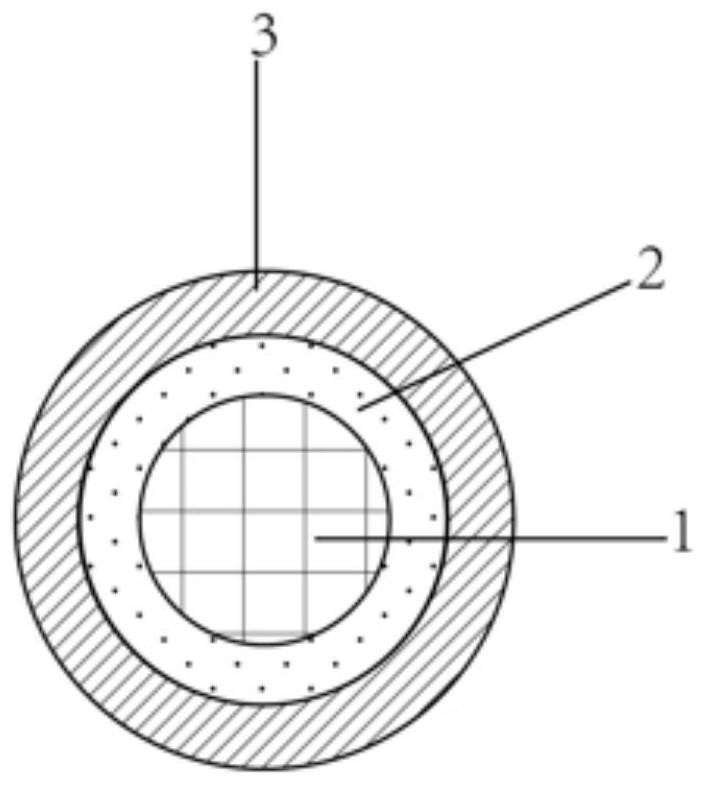
2、本发明的目的在于克服上述不足,提供一种新型超高分子量聚乙烯纤维鞋面,鞋面由复合纱线编织而成,复合纱线由超高分子量聚乙烯纤维、低熔点聚酯纤维、高弹丝、热熔丝的一种或多种包缠而成,复合纱线的旦数在450d-520d,在超高分子量聚乙烯纤维的外部螺旋状缠绕包覆高弹丝和热熔丝形成内外双包结构的复合纱线;或在超高分子量聚乙烯纤维的外部螺旋状缠绕低熔点聚酯纤维形成包覆结构的复合纱线;或在超高分子量聚乙烯纤维表面涂覆一层热塑性聚氨酯与高弹丝、热熔丝进行组合编织形成皮芯结构的复合纱线。
3、进一步的,内外双包结构编织制备时,将100-200d的超高分子量聚乙烯纤维作为芯纱,第一包覆层为热熔丝,第二包覆层为高弹丝,在双股丝加弹机上进行加捻复合加工。
4、进一步的,皮芯结构编织制备时,在100-200d的超高分子量聚乙烯纤维表面涂覆一层热塑性聚氨酯,将超高分子量聚乙烯纤维作为芯纱,第一包覆层为热熔丝,第二包覆层为高弹丝,在双股丝加弹机上进行加捻复合加工。
5、进一步的,在双股丝加弹机上,双股丝加弹机中车速为500-650m/min,经过罗拉、上热箱、冷却、加捻器、上油装置、卷绕系统,最后卷绕成型制得复合纱线。
6、进一步的,第一包覆层与第二包覆层的厚度相同。
7、进一步的,鞋面包括鞋面本体和提花组织,通过编织设备将复合纱线编织制成鞋面本体的同时在鞋面本体上编织形成提花组织。
8、进一步的,鞋面通过一体编织而成,采用具有前针床和后针床的横编机进行编织,第1织行做面编织;第2织行做底编织;第3织行做底吊目编织与面吊目编织;第4织行是将前针床线圈翻针至后针床的翻针组织,第5-25织行做上述1-4织行的循环动作。
9、进一步的,鞋面本体包括一块针织组织,组织为三层结构,面层、中间层、底层。
10、进一步的,针织组织使用飞织电脑横机进行编织,采用8个纱嘴对超高分子量聚乙烯复合纱线、热熔丝、高弹涤纶单丝进行编织;其中1号纱嘴为间纱,条数2条;3号纱嘴为主纱,条数2冚1;4号为主纱,条数2条;6号纱嘴为宽口,条数1条;8号为间纱,条数2条。
11、进一步的,b纱做面编织,c纱做底编织,a纱做底吊目编织与面吊目编织,翻针改变编织位置,重复上述动作,翻针织列空针编织、吊目编织形成孔型轮廓,编织形成织物后通过至少95℃处理;其中,a纱:超高分子量聚乙烯复合纱线,b纱:热熔丝;c纱:高弹丝。
12、通过采用上述的技术方案,本发明的有益效果是:
13、本发明中通过复合纱线编织制成的新型编织鞋面,用料少、编织效率高、高强度、耐磨、质轻。本发明新型超高分子量聚乙烯纤维鞋面经加工可制成户外鞋、登山鞋、徒步鞋、公路自行车,极大提高其专业运动性能。
14、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
15、无疑的,本发明的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
16、为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举一个或数个较佳实施例,并配合所示附图,作详细说明如下。
技术特征:1.一种新型超高分子量聚乙烯纤维鞋面,其特征在于,鞋面由复合纱线编织而成,复合纱线由超高分子量聚乙烯纤维、低熔点聚酯纤维、高弹丝、热熔丝的一种或多种包缠而成,复合纱线的旦数在450d-520d,在超高分子量聚乙烯纤维的外部螺旋状缠绕包覆高弹丝和热熔丝形成内外双包结构的复合纱线;或在超高分子量聚乙烯纤维的外部螺旋状缠绕低熔点聚酯纤维形成包覆结构的复合纱线;或在超高分子量聚乙烯纤维表面涂覆一层热塑性聚氨酯与高弹丝、热熔丝进行组合编织形成皮芯结构的复合纱线。
2.根据权利要求1所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,内外双包结构编织制备时,将100-200d的超高分子量聚乙烯纤维作为芯纱,第一包覆层为热熔丝,第二包覆层为高弹丝,在双股丝加弹机上进行加捻复合加工。
3.根据权利要求1所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,皮芯结构编织制备时,在100-200d的超高分子量聚乙烯纤维表面涂覆一层热塑性聚氨酯,将超高分子量聚乙烯纤维作为芯纱,第一包覆层为热熔丝,第二包覆层为高弹丝,在双股丝加弹机上进行加捻复合加工。
4.根据权利要求2或3所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,在双股丝加弹机上,双股丝加弹机中车速为500-650m/min,经过罗拉、上热箱、冷却、加捻器、上油装置、卷绕系统,最后卷绕成型制得复合纱线。
5.根据权利要求2或3所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,第一包覆层与第二包覆层的厚度相同。
6.根据权利要求1所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,鞋面包括鞋面本体和提花组织,通过编织设备将复合纱线编织制成鞋面本体的同时在鞋面本体上编织形成提花组织。
7.根据权利要求6所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,鞋面通过一体编织而成,采用具有前针床和后针床的横编机进行编织,第1织行做面编织;第2织行做底编织;第3织行做底吊目编织与面吊目编织;第4织行是将前针床线圈翻针至后针床的翻针组织,第5-25织行做上述1-4织行的循环动作。
8.根据权利要求1所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,鞋面本体包括一块针织组织,组织为三层结构,面层、中间层、底层。
9.根据权利要求8所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,针织组织使用飞织电脑横机进行编织,采用8个纱嘴对超高分子量聚乙烯复合纱线、热熔丝、高弹涤纶单丝进行编织;其中1号纱嘴为间纱,条数2条;3号纱嘴为主纱,条数2冚1;4号为主纱,条数2条;6号纱嘴为宽口,条数1条;8号为间纱,条数2条。
10.根据权利要求9所述的新型超高分子量聚乙烯纤维鞋面,其特征在于,b纱做面编织,c纱做底编织,a纱做底吊目编织与面吊目编织,翻针改变编织位置,重复上述动作,翻针织列空针编织、吊目编织形成孔型轮廓,编织形成织物后通过至少95℃处理;其中,a纱:超高分子量聚乙烯复合纱线,b纱:热熔丝;c纱:高弹丝。
技术总结本发明涉及鞋面技术领域,尤其是涉及的是一种新型超高分子量聚乙烯纤维鞋面。鞋面由复合纱线编织而成,复合纱线由超高分子量聚乙烯纤维、低熔点聚酯纤维、高弹丝、热熔丝的一种或多种包缠而成,复合纱线的旦数在450D‑520D,在超高分子量聚乙烯纤维的外部螺旋状缠绕包覆高弹丝和热熔丝形成内外双包结构的复合纱线。本发明中通过复合纱线编织制成的新型编织鞋面,用料少、编织效率高、高强度、耐磨、质轻。本发明新型超高分子量聚乙烯纤维鞋面经加工可制成户外鞋、登山鞋、徒步鞋、公路自行车,极大提高其专业运动性能。技术研发人员:蔡清来,许学潮,吴柳榕,缪子阳受保护的技术使用者:信泰(福建)科技有限公司技术研发日:技术公布日:2024/5/6本文地址:https://www.jishuxx.com/zhuanli/20240614/89572.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表