带拉链产品的制造方法、带拉链产品及牙链带部件与流程
- 国知局
- 2024-07-12 10:57:58
本发明涉及通过将拉链用的牙链带部件与拉链附接部件缝合而形成的带拉链产品的制造方法、带拉链产品及牙链带部件。
背景技术:
1、作为拉链之一,已知能够用拉链带以从外侧看不见啮合后的左右的链牙列的方式将其隐蔽的隐形型的拉链(以下简记为隐形拉链)。隐形拉链具有通过隐蔽链牙列而不易影响产品的设计性的优点,因此不仅用于各种衣服、箱包类等的产品,还适用于汽车及列车的座席用罩等。
2、在国际公开第2010/087016号(专利文献1)中公开了这种隐形拉链的一例。该专利文献1所记载的隐形拉链在拉链带的链牙安装部安装有限制部件,在左右的链牙列啮合而处于相互密合状态时,利用该限制部件限制左右的拉链带的带弯折部分别向分离的方向移动。限制部件配置在链牙列啮合时该限制部件的一侧缘与带弯折部的内表面抵接的位置。另外,限制部件具有以薄板形成为矩形状的多个限制主体部、和将限制主体部在带长度方向上连结的膜状的连结部。
3、根据专利文献1的隐形拉链,在左右的链牙列的啮合状态下,当左右的拉链带被施加朝向带宽方向的外侧拉拽的横向拉力时,能够易于维持左右的带弯折部对合的状态。因此,能够获得优异的隐蔽性。
4、现有技术文献
5、专利文献
6、专利文献1:国际公开第2010/087016号
技术实现思路
1、在专利文献1的隐形拉链中,由于安装于拉链带的限制部件的限制主体部由硬质的合成树脂形成,因此可能导致隐形拉链的挠性、特别是左右方向上的挠性降低。
2、本发明是鉴于上述现有的课题提出的,其目的在于提供制造通过将拉链用的牙链带部件与拉链附接部件缝合而形成的、且能够具备高于现有的挠性带拉链产品的制造方法、该带拉链产品及该带拉链产品使用的牙链带部件。
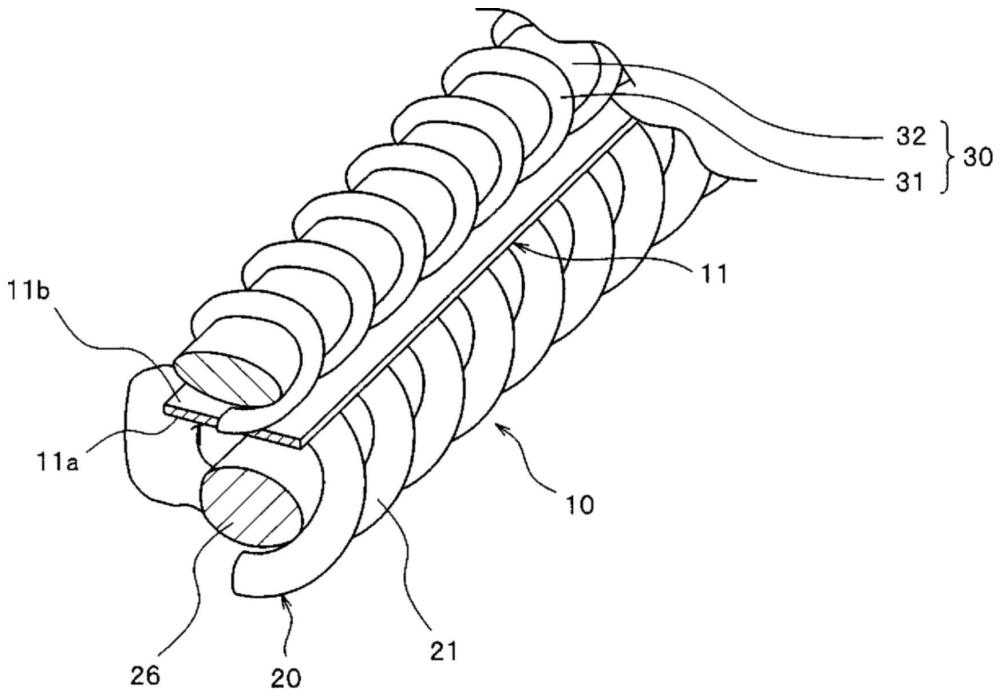
3、为了达成上述目的,本发明提供的制造方法通过将具备链牙列的拉链用的牙链带部件与拉链附接部件缝合来制造带拉链产品,所述制造方法的特征在于,包含:准备所述牙链带部件,所述牙链带部件具有形成所述链牙列的呈线圈状连续的多个拉链链牙、包含支承体且支承所述拉链附接部件的支承部件、和连结所述链牙列及所述支承体的连结部,所述支承体具备挠性且在所述牙链带部件的长度方向上连续配置;进行牙链带安装工序,在该牙链带安装工序中,在使所述牙链带部件的所述连结部的至少一部分与所述拉链附接部件重叠的状态下,对所述牙链带部件及所述拉链附接部件进行缝制;以及在所述牙链带安装工序中,形成由缝制线构成的安装缝制部,并且,以所述安装缝制部将所述牙链带部件的所述连结部的一部分与所述拉链附接部件缝合。
4、优选的是,上述本发明的制造方法包含:通过对所述多个拉链链牙和所述支承部件进行缝制加工,形成由缝制线构成的牙链带缝制部,并且利用所述牙链带缝制部将所述多个拉链链牙与所述支承部件沿着所述长度方向缝合而形成所述牙链带部件。
5、在该情况下,优选的是,本发明的制造方法在所述牙链带安装工序中,包含将所述牙链带部件中的所述牙链带缝制部的一部分作为所述连结部的一部分而与所述拉链附接部件缝合。
6、另外,优选的是,本发明的制造方法包含:通过将带部件插入所述多个拉链链牙与所述支承部件之间并利用所述牙链带缝制部固定,形成所述牙链带部件。
7、优选的是,本发明的制造方法包含:作为所述支承部件,使用包含由合成树脂制或金属制的线状部件成形为螺旋状而得到的线圈部件、使用纤维形成的绳部件、及通过挤出成形形成的挤出部件中的至少一个的部件。
8、优选的是,本发明的制造方法包含:作为所述支承部件,使用具有带主体部和一体地形成于所述带主体部并保持所述支承体的至少一个保持部的织物带部件;以及在所述牙链带安装工序中,将所述织物带部件的所述带主体部的一部分或用于缝合所述多个拉链链牙与所述织物带部件的牙链带缝制部的一部分作为所述连结部的一部分,并利用所述安装缝制部将其与所述拉链附接部件缝合。
9、在该情况下,优选的是,所述织物带部件具有两个所述支承体和分别保持所述支承体的两个所述保持部,在所述带主体部中的配置在两个所述保持部之间配置的部分与所述多个拉链链牙利用由缝制线构成的所述牙链带缝制部来缝合。
10、本发明提供的带拉链产品将具备链牙列的拉链用的牙链带部件与拉链附接部件缝合而制造,其特征在于,所述牙链带部件具有形成所述链牙列的呈线圈状连续的多个拉链链牙、包含支承体且支承所述拉链附接部件的支承部件、和连结所述链牙列及所述支承体的连结部,所述支承体具备挠性且在所述牙链带部件的长度方向上连续配置,所述牙链带部件的所述连结部的一部分与所述拉链附接部件利用由缝制线构成的安装缝制部而缝合在一起。
11、优选的是,在这种本发明的带拉链产品中,所述牙链带部件的所述多个拉链链牙与所述支承部件以由缝制线构成的牙链带缝制部沿着所述长度方向缝合。
12、在该情况下,优选的是,所述牙链带部件中的所述牙链带缝制部的一部分作为所述连结部的一部分,被缝合于所述拉链附接部件。
13、另外,优选的是,通过所述牙链带缝制部在所述牙链带部件中的所述多个拉链链牙与所述支承部件之间固定有带部件。
14、优选的是,在本发明的带拉链产品中,所述支承部件包含将由合成树脂制或金属制的线状部件成形为螺旋状而得到的线圈部件、使用纤维形成的绳部件、及通过挤出成形形成的挤出部件中的至少一个。
15、优选的是,在本发明的带拉链产品中,所述支承部件由具有带主体部和一体地形成于所述带主体部并保持所述支承体的至少一个保持部的织物带部件形成,所述织物带部件的所述带主体部的一部分或将所述多个拉链链牙与所述织物带部件缝合的牙链带缝制部的一部分作为所述连结部的一部分,被缝合于所述拉链附接部件。
16、在该情况下,优选的是,所述织物带部件具有两个所述支承体和分别保持所述支承体的两个所述保持部,所述带主体部中的配置在两个所述保持部之间的部分与所述多个拉链链牙以由缝制线构成的所述牙链带缝制部缝合。
17、本发明提供的牙链带部件是具备链牙列的拉链用的牙链带部件,其特征在于,具有形成所述链牙列的呈线圈状连续的多个拉链链牙、包含支承体且支承拉链附接部件的支承部件、和连结所述链牙列及所述支承体的连结部,所述支承体具备挠性且在所述牙链带部件的长度方向上连续配置,所述连结部的一部分被设置为利用由缝制线构成的安装缝制部缝合于所述拉链附接部件的部分。
18、优选的是,在本发明的牙链带部件中,所述支承部件由具有两个所述支承体、带主体部、以及一体地形成于所述带主体部并且分别保持所述支承体的两个保持部的织物带部件形成,所述织物带部件的所述带主体部中的配置在两个所述保持部之间的部分与所述多个拉链链牙利用由缝制线构成的牙链带缝制部缝合在一起。
19、发明效果
20、根据本发明,能够提供通过将拉链用的牙链带部件与拉链附接部件缝合而形成的、且具备与以往相比得到提高的挠性的带拉链产品。
技术特征:1.一种制造方法,通过将具备链牙列(20)的拉链用的牙链带部件(10、10a-10f)与拉链附接部件(5)缝合来制造带拉链产品(1),所述制造方法的特征在于,包含:
2.根据权利要求1所述的制造方法,其特征在于,包含:
3.根据权利要求2所述的制造方法,其特征在于,
4.根据权利要求2或3所述的制造方法,其特征在于,包含:
5.根据权利要求1~4中任一项的制造方法,其特征在于,包含:
6.根据权利要求1或2所述的制造方法,其特征在于,包含:
7.根据权利要求6所述的制造方法,其特征在于,
8.一种产品,其是通过将具备链牙列(20)的拉链用的牙链带部件(10、10a-10f)与拉链附接部件(5)缝合而制造的带拉链产品(1),所述产品的特征在于,
9.根据权利要求8所述的产品,其特征在于,
10.根据权利要求9所述的产品,其特征在于,
11.根据权利要求9或10所述的产品,其特征在于,
12.根据权利要求8~11中任一项所述的产品,其特征在于,
13.根据权利要求8或9所述的产品,其特征在于,
14.根据权利要求13所述的产品,其特征在于,
15.一种牙链带部件,其是具备链牙列(20)的拉链用的牙链带部件(10、10a-10f),所述牙链带部件的特征在于,
16.根据权利要求15所述的牙链带部件,其特征在于,
技术总结本发明是将牙链带部件(10、10a‑10f)与拉链附接部件(5)缝合而制造带拉链产品(1)的制造方法,所述制造方法包含:准备所述牙链带部件(10、10a‑10f)的工序,所述牙链带部件(10、10a‑10f)具有线圈状的拉链链牙(21)、支承部件(30、30b‑30f)、以及连结链牙列(20)及支承体(31、32、33、34、35、36、37、38)的连结部(41、13a、14a);进行牙链带安装工序,在该牙链带安装工序中,在使牙链带部件(10、10a‑10f)的连结部(41、13a、14a)与拉链附接部件(5)重叠的状态下,对牙链带部件(10、10a‑10f)及拉链附接部件(5)进行缝制;以及在牙链带安装工序中形成安装缝制部(42),并且利用该安装缝制部(42)将牙链带部件(10、10a‑10f)的连结部(41、13a、14a)的一部分与拉链附接部件(5)缝合。由此,能够提供能够具备比以往高的挠性的带拉链产品(1)。技术研发人员:玉井里树,中濑麻理子,新井巧,阿迪亚·尼兰詹·阿布亚尼卡尔,柳生彰宽受保护的技术使用者:YKK株式会社技术研发日:技术公布日:2024/5/8本文地址:https://www.jishuxx.com/zhuanli/20240614/89876.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表