一种卷发定型管及金属风吸卷发风嘴的制作方法
- 国知局
- 2024-07-12 11:09:10
本技术涉及卷发器领域,尤指一种卷发定型管及金属风吸卷发风嘴。
背景技术:
1、目前国内的高速吹风机厂家均以英国戴森公司的高速吹风机产品作为最大的竞争对手,虽然英国戴森公司的高速吹风机具有较高的设计技术,但是从来没有完美的产品,所以国内的高速吹风机厂家均努力以英国戴森公司的高速吹风机作为基础进行技术改进和技术规避。申请人一直致力于卷发器风嘴的研发,申请人此前的卷发器风嘴一般包括主体以及卷发定型管,主体内嵌在卷发定型管,主体具有进风通道、与进风通道连通的第一进风口以及与进风通道连通的第一出风口,卷发定型管具有与第一出风口连通的第二出风口,所述主体在第一出风口的位置处成型有多个弧形导风肋,多个弧形导风肋沿着主体的长度方向间隔分布,所述卷发定型管在第二出风口的位置处成型有多个弧形导风筋,多个弧形导风筋沿着卷发定型管的长度方向间隔分布,第二出风口需卷发定型管的弧形导风筋和主体的第一出风口配合形成,该卷发定型管结构设计不合理导致制造装配过程管控难度大。
技术实现思路
1、为解决上述问题,本实用新型提供一种针对卷发定型管结构改进优化的技术方案,且以该金属制成的卷发定型管作为配件的金属风吸卷发风嘴,对头发加热定型速度更快,定型效果更持久。
2、为实现上述目的,本实用新型采用如下的技术方案是:一种卷发定型管,所述卷发定型管采用金属材质一体成型,包括沿卷发定型管长轴方向设置的若干个弧型板,所述弧型板环绕卷发定型管轴线均布,相邻的两块所述弧型板的首尾交错形成的导流间隙构成第二出风口,所述弧型板的一侧外侧面为弯曲表面,所述弧型板具有沿长轴方向延伸的且位于弯曲表面两侧的第一边缘和第二边缘,在所述弯曲表面靠近第二边缘处设有导流面,所述弧型板之间设有连接筋,所述连接筋设于第一边缘和第二边缘的上端与下端并连接相邻的弧型板,相邻的弧型板和连接筋为一体件。
3、优选地,所述第一边缘具有第一竖切面,第二边缘具有第二竖切面,后一弧型板的第一竖切面与前一弧型板的第二竖切面在同一平面上或在两个平行间隔开的不同平面上。
4、优选地,所述导流面或导流面延长线与第一竖切面延伸线相交形成夹角θ,夹角θ角度为65-95度。
5、优选地,所述弧型板可为6个至9个。
6、优选地,所述弧型板板材厚度为0.8-2.2mm。
7、利于卷发定型管的加工及保证卷发定型管的不变形即稳固性,优选地,所述弧型板板材厚度为1.0-1.5mm。
8、优选地,所述第二出风口的宽度w为0.3-0.45mm。
9、优选地,所述卷发定型管采用al6063铝合金型材制成。
10、为了便于内支架的定位及快速装配,优选地,所述卷发定型管的内壁沿着所述卷发定型管的轴向成型有若干个拐位,所述拐位设于第二边缘的内表面,使第二边缘向卷发定型管的轴心内缩。
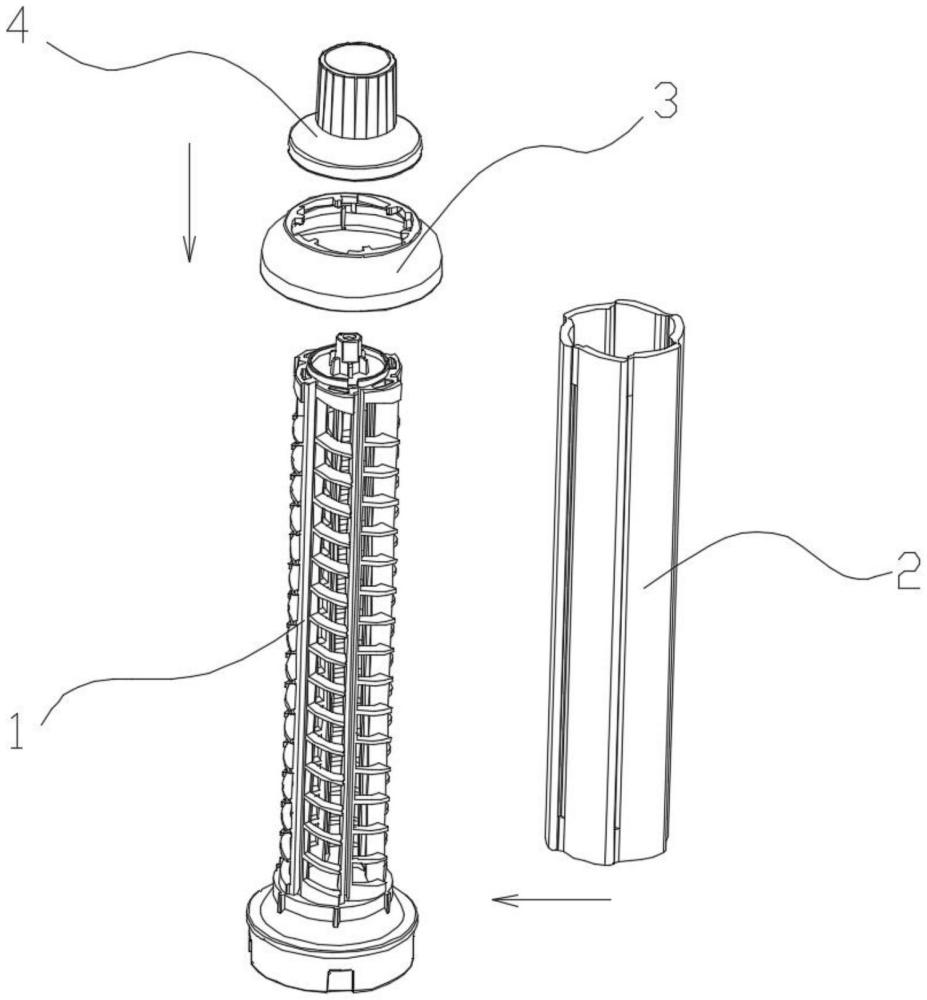
11、一种金属风吸卷发风嘴,包括内支架以及卷发定型管,内支架内嵌在卷发定型管,内支架具有进风通道、与进风通道连通的第一进风口以及与进风通道连通的第一出风口,卷发定型管的出风口与第一出风口连通。
12、本实用新型的有益效果在于:本实用新型的卷发定型管具有导流间隙均匀的出风口结构,风从导流间隙吹出,形成康达效应。与现有技术不同的是,卷发定型管的原有出风口间隙需卷发定型管和内支架配合形成,制造过程管控难度大,一体的铝挤成型的卷发定型管更容易控制出风间隙尺寸,另外一体的金属外筒的优势导热更快,对头发加热定型速度更快,定型效果更持久。
技术特征:1.一种卷发定型管,所述卷发定型管(2)采用金属材质一体成型,其特征在于:包括沿卷发定型管(2)长轴方向设置的若干个弧型板(21),所述弧型板(21)环绕卷发定型管(2)轴线均布,相邻的两块所述弧型板(21)的首尾连接形成的导流间隙构成第二出风口(23),所述弧型板(21)的一侧外侧面为弯曲表面(212),所述弧型板(21)具有沿长轴方向延伸的且位于弯曲表面(212)两侧的第一边缘(211)和第二边缘(213),在所述弯曲表面(212)靠近第二边缘(213)处设有导流面(215),所述弧型板(21)之间设有连接筋(22),所述连接筋(22)设于第一边缘(211)和第二边缘(213)的上端与下端并连接相邻的弧型板(21),相邻的弧型板(21)和连接筋(22)为一体件。
2.根据权利要求1所述的一种卷发定型管,其特征在于:所述第一边缘(211)具有第一竖切面(216),第二边缘(213)具有第二竖切面(217),后一弧型板(21)的第一竖切面(216)与前一弧型板(21)的第二竖切面(217)在同一平面上或在两个平行间隔开的不同平面上。
3.根据权利要求2所述的一种卷发定型管,其特征在于:所述导流面(215)或导流面(215)延长线与第一竖切面(216)延伸线相交形成夹角θ,夹角θ角度为65-95度。
4.根据权利要求1所述的一种卷发定型管,其特征在于:所述弧型板(21)可为6个至9个。
5.根据权利要求1所述的一种卷发定型管,其特征在于:所述弧型板(21)板材厚度为0.8-2.2mm。
6.根据权利要求5所述的一种卷发定型管,其特征在于:所述弧型板(21)板材厚度为1.0-1.5mm。
7.根据权利要求1所述的一种卷发定型管,其特征在于:所述第二出风口(23)的宽度w为0.3-0.45mm。
8.根据权利要求1所述的一种卷发定型管,其特征在于:所述卷发定型管(2)采用al6063铝合金型材制成。
9.根据权利要求1所述的一种卷发定型管,其特征在于:所述卷发定型管(2)的内壁沿着所述卷发定型管(2)的轴向成型有若干个拐位(214),所述拐位(214)设于第二边缘(213)的内表面,使第二边缘(213)向卷发定型管(2)的轴线内缩。
10.一种金属风吸卷发风嘴,其特征在于,包括内支架(1)以及权利要求1至9中任一项所述的卷发定型管,内支架(1)内嵌在卷发定型管(2),内支架(1)具有进风通道、与进风通道连通的第一进风口以及与进风通道连通的第一出风口,卷发定型管(2)的出风口与第一出风口连通。
技术总结本技术关于一种卷发定型管及金属风吸卷发风嘴,所述卷发定型管采用金属材质制作,包括沿沿卷发定型管长轴方向设置的若干个弧型板,所述弧型板环绕卷发定型管轴线均布,相邻的两块所述弧型板的首尾连接形成的导流间隙构成第二出风口,所述弧型板的一侧外侧面为弯曲表面,所述弧型板具有沿长轴方向延伸的且位于弯曲表面两侧的第一边缘和第二边缘,在所述弯曲表面靠近第二边缘处设有导流面,所述弧型板之间设有连接筋,所述连接筋设于第一边缘和第二边缘的上端与下端并连接相邻的弧型板,相邻的弧型板和连接筋为一体件。卷发定型管作为金属风吸卷发风嘴的配件,其导热更快,对头发加热定型速度更快,效果更持久,一体的铝挤成型的卷发定型管更容易控制出风间隙尺寸。技术研发人员:邓金辉,严佑春受保护的技术使用者:广东罗曼智能科技股份有限公司技术研发日:20230914技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240614/90941.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种装饰吊坠的制作方法
下一篇
返回列表