一种雾化组件的制作方法
- 国知局
- 2024-07-12 11:43:25
本发明涉及新型烟草烟具领域,特别涉及一种雾化组件。
背景技术:
1、新型烟草包括加热不燃烧卷烟,需要通过烟具的配合对其进行加热,加热的方式包括外围加热和中心加热等多种形式。外围加热例如通过发热管对气溶胶生成制品进行烘烤,而中心加热则往往通过插入气溶胶生成制品的加热针对气溶胶生成制品进行加热。外围加热相对于中心加热方式,加热温度更低,对烟丝的烘烤更为充分,对烟草物质的雾化利用率相对较高。
2、外围加热的发热管通常焊接有引线,引线通电而使得发热管发热,但引线的端部往往焊接于发热管长度边缘的端面位置,此种设置方式不利于发热管的组装与固定,在组装与固定时引线的轻微晃动、碰撞,可能就会导致焊点的脱落,从而造成功能失效。
3、另外,发热管的外围空间一般还贴附有温度传感器、隔热材料或加热线圈固定所用到的胶体,它们往往也会受热而散发有害气体或微尘颗粒,若将它们暴露在气路中,会对人体和环境造成伤害。与此同时,目前市面上的烟具大多采用直通式气路的设计方式,直通式气路贯穿了烟具的整个长度方向,插烟口和进气口分别设置于器具的上下两端,电路板、电池等结构需要布置在发热区和直通气路的侧面,限制了产品造型和长度方向的结构设计。并且,发热管产生的热量易向外部散发,导致气溶胶生成制品无法被有效加热,并且用户在使用过程中会有烫手的感觉,导致使用体验不佳。
技术实现思路
1、本发明的实施方式公开了一种雾化组件,包括发热管和焊接引线,所述发热管沿轴向具有相对的第一端部和第二端部,所述第一端部用于接收气溶胶生成制品的插入,所述发热管周壁的外表面具有用于焊接引线的焊盘区,所述焊盘区具有沿所述发热管轴向靠近所述第一端部的第一边缘和靠近所述第二端部的第二边缘,所述发热管总长度为h,沿所述发热管轴向,所述焊盘区的所述第一边缘距离所述第一端部大于或等于1/3h,所述第二边缘距离所述第二端部大于或等于1/3h。
2、相比于将引线的端部焊接于发热管长度边缘的端面位置,采用上述技术方案,通过将焊接位置设计在发热管的中段位置,即,焊盘区的第一边缘距离第一端部大于或等于1/3h,第二边缘距离第二端部大于或等于1/3h,给予了引线可活动的空间范围,在组装过程中若引线延伸部受到轻微晃动、碰撞,也不会带动焊接端部的晃动,若引线延伸部受到较大晃动、碰撞,焊接端部的晃动也会比较小,不至于造成焊点脱落。
3、可选地,所述引线包括焊接在所述焊盘区的焊接端部,以及向所述第二端部方向延伸的延伸部,所述引线还包括弯折部,所述弯折部使得所述延伸部与所述发热管之间在径向上具有间距。
4、可选地,所述焊盘区的所述第一边缘距离所述第一端部的距离为h1,所述第二边缘距离所述第二端部的距离为h2,其中,h1≥1.5mm,h2≥1.5mm。
5、可选地,还包括套设于所述发热管外部的外套筒,所述外套筒沿所述轴向具有相对的第三端部和第四端部,所述第三端部用于接收气溶胶生成制品的插入,并套设于所述第一端部。
6、可选地,还包括与所述外套筒配合且沿轴向延伸的内套筒,所述内套筒套设于所述第一端部。
7、可选地,所述外套筒还包括周壁和端壁,所述内套筒自所述端壁沿轴向延伸,所述内套筒包括软胶材料,所述周壁和所述端壁包括硬胶材料。
8、可选地,所述内套筒和所述第一端部过盈配合。
9、可选地,还包括固定座,所述固定座包括支撑筒和周向密封件,所述支撑筒自所述第四端部嵌入所述外套筒的内壁,在所述外套筒的内壁和所述支撑筒的外壁之间设有所述周向密封件,以使所述支撑筒和所述外套筒密封连接。
10、可选地,所述第三端部与所述发热管密封连接,密封连接的位置为第一密封处,所述外套筒与所述支撑筒之间密封连接的位置为第二密封处,所述焊盘区沿轴向位于所述第一密封处和所述第二密封处之间。
11、可选地,固定座还包括底座,所述支撑筒设于所述底座上,在所述第二密封处与所述底座之间设置空气进气口。
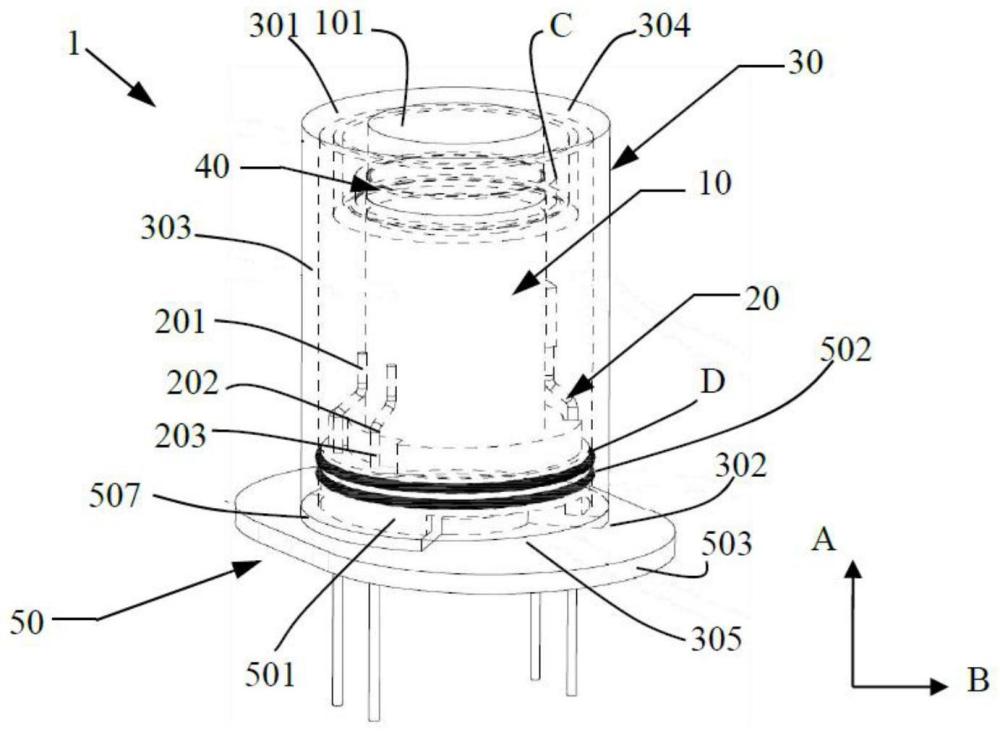
12、可选地,还包括真空管,所述真空管套设于所述发热管外,所述外套筒套设于所述真空管外,外部空气能够从所述固定座进入所述发热管内并沿轴向流动到雾化组件的内套筒,所述内套筒和所述固定座用于固定所述外套筒、真空管、发热管,并用于密封发热管和真空管之间、真空管和外套筒之间的间隙而形成彼此独立的密封腔室。
13、可选地,所述内套筒具有软胶层和硬胶层,在轴向上所述软胶层套设于所述硬胶层外,所述内套筒的内表面的所述软胶层与所述发热管的外周壁相贴合,所述内套筒的外表面的所述软胶层与所述真空管的内周壁相贴合,所述外套管与所述内套筒的端部密封连接;所述周向密封件套设于所述支撑筒的外部,所述支撑筒的内表面的所述周向密封件与所述发热管的外周壁相贴合,所述支撑筒的外表面的所述周向密封件与所述真空管的内周壁相贴合。
14、本发明的实施方式公开了一种雾化组件,包括:
15、发热管,其沿轴向具有相对的第一端部和第二端部,所述第一端部用于接收气溶胶生成制品的插入;
16、外套筒,其沿所述轴向具有相对的第三端部和第四端部,并套设于所述发热管的外部;
17、内套筒,所述外套筒的第三端部通过所述内套筒密封固定于所述第一端部;
18、固定座,所述外套筒的第四端部通过所述固定座密封固定于所述第二端部;
19、所述固定座包括支撑筒、底座和周向密封件,所述支撑筒设于所述底座上,所述支撑筒自所述第四端部嵌入所述外套筒的内壁,在所述外套筒的内壁和所述支撑筒的外壁之间设置所述周向密封件,以使所述支撑筒和所述外套筒密封连接;
20、所述外套筒与所述支撑筒之间密封连接的位置为第二密封处,在所述第二密封处与所述底座之间设置空气进气口。
21、采用上述技术方案,可将焊盘区设置在独立的密封腔室中,并使该密封腔室独立于进气通道,防止焊盘区或者其他附属结构受热产生的有害物质进入到气流通道中。同时,侧面进气可以减小对产品电路、电池的设计空间限制。
22、可选地,所述空气进气口为沿轴向所述第四端部与所述底座之间的进气间隙,所述支撑筒的周壁上设有侧面进气口,所述侧面进气口沿轴向位于所述第二密封处和所述底座之间,外部空气通过所述进气间隙到达所述侧面进气口,再从所述侧面进气口进入所述发热管内部
23、所述支撑筒的内周壁上设有一圈环形隔板,用于承接气溶胶生成制品,所述发热管嵌套于所述支撑筒内与所述环形隔板抵接,沿轴向所述环形隔板与所述底座具有间隔,外部空气通过所述进气间隙到达所述侧面进气口,从所述侧面进气口穿过所述环形隔板的中空部分进入所述发热管内部。
24、可选地,所述周向密封件上设有引线穿孔,所述焊接引线自所述引线穿孔穿出。
25、可选地,所述引线穿孔的直径比所述焊接引线的直径小0.05-0.5mm。
26、可选地,所述内套筒和所述支撑筒的内径分别比所述发热管的外径小0.05-0.5mm,所述内套筒和所述支撑筒的外径分别比所述真空管的内径大0.05-0.5mm,所述外套筒的内径比所述内套筒和所述支撑筒的端部外径分别小0.05-0.5mm。
27、通过上述技术方案,实现了多重彼此独立的密封腔,保温隔热效果更加明显。
本文地址:https://www.jishuxx.com/zhuanli/20240614/94617.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表