电子雾化装置及其发热网芯的制作方法
- 国知局
- 2024-07-12 11:52:40
本发明实施例涉及电子雾化,特别涉及一种电子雾化装置及其发热网芯。
背景技术:
1、目前的雾化型电子烟的发热芯,按照形态进行划分,主要有弹簧丝和网芯发热丝,其中,与弹簧丝相比,网芯发热丝具有更大的发热面积和更高的雾化效率,因此能提供还原度更高的口感。
2、网芯发热丝一般由两部分构成,网状的发热部分和两根圆棒型的引线,引线通过点焊工艺焊接到发热部分上,两根引线的末端可分别与电池的正极、负极相连。发热丝工作时,电流通过引线进入发热部分,发热部分产生热量后加热烟油,从而产生烟雾。
3、由于引线和发热部分是通过少量焊点连接,因此,引线和发热部分连接处的电阻较大,在通电过程中,二者接触部分发热过量,容易造成焊点位置产生积碳甚至糊味,也会降低发热丝的寿命。同时由于焊点连接处电阻过大,造成原本应提供至发热部分的功率被分摊过多,导致发热部分的热量下降,降低了发热芯的雾化效率,造成电子烟的口感下降。
技术实现思路
1、鉴于现有技术存在的不足,本发明提供了一种电子雾化装置及其发热网芯,可以有效降低引线与发热部分连接处的电阻,避免该连接处积碳或产生糊味,提高发热网芯的寿命,并保证发热网芯的雾化效率和电子雾化装置口感。
2、为了实现上述的目的,本发明采用了如下的技术方案:
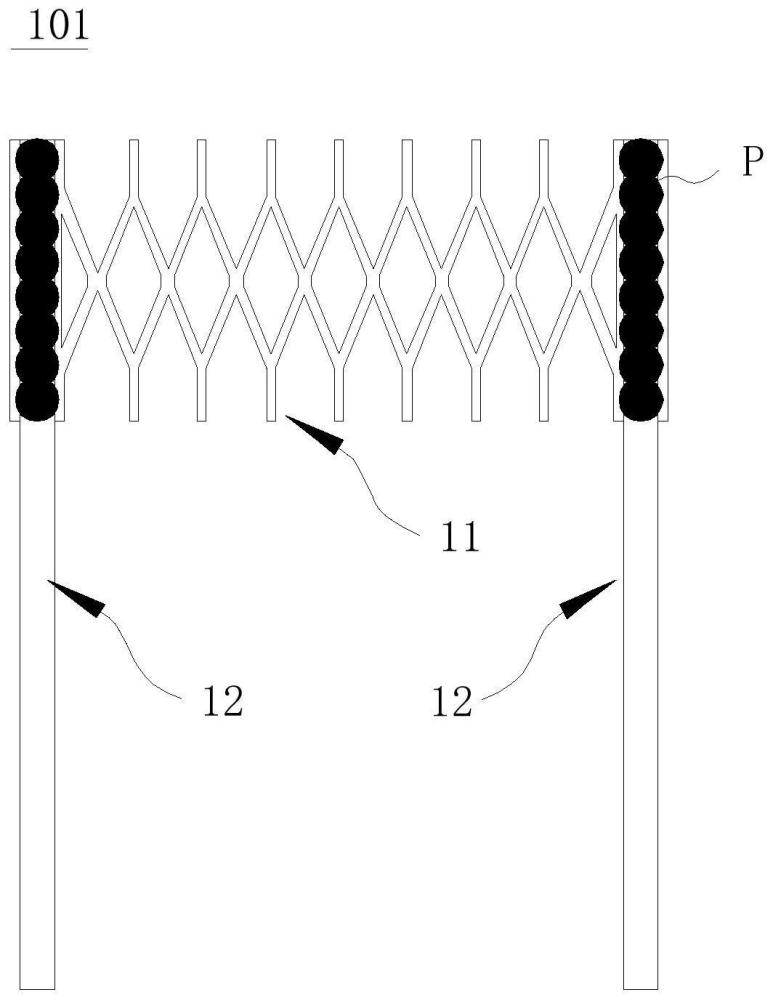
3、一种发热网芯,应用于电子雾化装置中,包括被配置为在通电时发热的网状发热部和连接所述网状发热部的至少两个引脚部,所述引脚部的电阻率低于所述网状发热部的电阻率;所述网状发热部上对应于每个所述引脚部形成有多个焊接点位,每个所述引脚部分别通过所述多个焊接点位与所述网状发热部连接。
4、作为其中一种实施方式,每个所述引脚部对应的所述焊接点位的总面积,与所述引脚部在所述网状发热部上的正投影面积之比不小于0.1,或者,每个所述引脚部对应的所述焊接点位的总面积不小于0.3mm2。
5、作为其中一种实施方式,所述焊接点位的直径不小于0.5mm,和/或,相邻的所述焊接点位之间的距离小于各所述焊接点位的直径。
6、作为其中一种实施方式,所述网状发热部上对应于每个所述引脚部形成有并排设置的多列焊接点位,每个所述引脚部分别通过所述多列焊接点位与所述网状发热部连接。
7、作为其中一种实施方式,每两个相邻的所述焊接点位彼此连接形成连续的焊接线或焊接面。
8、作为其中一种实施方式,所述发热网芯还包括焊材部分,所述焊材部分覆盖于所述焊接点位,并与所述引脚部结合在一起;所述焊材部分的电阻率低于所述网状发热部的电阻率和/或所述引脚部的电阻率。
9、作为其中一种实施方式,所述焊材部分附着于所述引脚部外周面,且将所述引脚部包覆于所述网状发热部表面。
10、作为其中一种实施方式,所述焊接点位位于所述网状发热部的长度方向两端的端面,所述引脚部与所述网状发热部的端面焊接。
11、作为其中一种实施方式,所述网状发热部包括主体部和导电的覆盖层,所述覆盖层至少位于所述焊接点位所在的区域,所述引脚部与所述覆盖层结合,且所述覆盖层的电阻率低于所述网状发热部的电阻率和/或所述引脚部的电阻率。
12、作为其中一种实施方式,所述网状发热部的材质为铁铬铝合金、镍铬合金、镍铬铁合金、镍铁合金、银合金、铜合金的至少一种;和/或,所述引脚部的材质为镍、金、银、铂、镍铬铁合金、镍铬合金、铁铬铝合金的至少一种。
13、作为其中一种实施方式,所述网状发热部包括两条连接部和连接于所述两条连接部之间的至少两条发热线路;
14、所述焊接点位位于所述连接部上,且包括主体部分,各所述主体部分沿所述连接部的延伸方向布置;
15、至少一个所述焊接点位包括连接所述主体部分的延长部分,所述延长部分自所述主体部分朝所述发热线路延伸,且所述延长部分在靠近所述发热线路一端的宽度小于其靠近所述主体部分一端的宽度。
16、作为其中一种实施方式,所述引脚部面向所述网状发热部的表面为平面。
17、作为其中一种实施方式,所述引脚部的截面为方形。
18、作为其中一种实施方式,所述引脚部与所述网状发热部压接或铆接。
19、本发明的另一目的在于提供一种电子雾化装置,包括上述的发热网芯。
20、本发明的发热网芯中,由于引脚部的电阻率低于网状发热部,因此,引脚部与网状发热部的结合位置发热量较少,一方面,可以避免该结合位置积碳及引起糊味,延长发热网芯的寿命,另一方面,降低了该结合位置分摊的功率,网状发热部分的发热量得以保证,有利于提升雾化效率,保证电子雾化装置的口感。
技术特征:1.一种发热网芯,应用于电子雾化装置中,其特征在于,包括被配置为在通电时发热的网状发热部和连接所述网状发热部的至少两个引脚部,所述引脚部的电阻率低于所述网状发热部的电阻率;所述网状发热部上对应于每个所述引脚部形成有多个焊接点位,每个所述引脚部分别通过所述多个焊接点位与所述网状发热部连接。
2.根据权利要求1所述的发热网芯,其特征在于,每个所述引脚部对应的所述焊接点位的总面积,与所述引脚部在所述网状发热部上的正投影面积之比不小于0.1,或者,每个所述引脚部对应的所述焊接点位的总面积不小于0.3mm2。
3.根据权利要求1所述的发热网芯,其特征在于,所述焊接点位的直径不小于0.5mm,和/或,相邻的所述焊接点位之间的距离小于各所述焊接点位的直径。
4.根据权利要求1所述的发热网芯,其特征在于,每两个相邻的所述焊接点位彼此连接形成连续的焊接线或焊接面。
5.根据权利要求1所述的发热网芯,其特征在于,还包括焊材部分,所述焊材部分覆盖于所述焊接点位,并与所述引脚部结合在一起;所述焊材部分的电阻率低于所述网状发热部的电阻率和/或所述引脚部的电阻率。
6.根据权利要求1所述的发热网芯,其特征在于,所述焊接点位位于所述网状发热部的长度方向两端的端面,所述引脚部与所述网状发热部的端面焊接。
7.根据权利要求1所述的发热网芯,其特征在于,所述网状发热部包括主体部和导电的覆盖层,所述覆盖层至少位于所述焊接点位所在的区域,所述引脚部与所述覆盖层结合,且所述覆盖层的电阻率低于所述网状发热部的电阻率和/或所述引脚部的电阻率。
8.根据权利要求1所述的发热网芯,其特征在于,所述网状发热部的材质为铁铬铝合金、镍铬合金、镍铬铁合金、镍铁合金、银合金、铜合金的至少一种;和/或,所述引脚部的材质为镍、金、银、铂、镍铬铁合金、镍铬合金、铁铬铝合金的至少一种。
9.根据权利要求1~8任一项所述的发热网芯,其特征在于,所述网状发热部包括两条连接部和连接于所述两条连接部之间的至少两条发热线路;
10.一种电子雾化装置,其特征在于,包括权利要求1~9任一项所述的发热网芯。
技术总结本发明公开了一种电子雾化装置及其发热网芯,发热网芯包括网状发热部和连接网状发热部的至少两个引脚部,引脚部的电阻率低于网状发热部的电阻率;网状发热部上对应于每个引脚部形成有多个焊接点位,每个引脚部分别通过多个焊接点位与网状发热部连接。本发明的发热网芯中,引脚部与网状发热部的结合位置发热量较少,可以避免该结合位置积碳及引起糊味,延长发热网芯的寿命,也降低了该结合位置分摊的功率,网状发热部分的发热量得以保证,有利于提升雾化效率,保证电子雾化装置的口感。技术研发人员:陈柳城,涂雨菲,刘智强受保护的技术使用者:爱奇迹(香港)有限公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240614/95523.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表