气溶胶形成单元、雾化组件及制作工艺和加热器的制作方法
- 国知局
- 2024-07-12 11:54:30
本发明涉及雾化领域,更具体地说,涉及一种气溶胶形成单元、雾化组件及制作工艺和加热器。
背景技术:
1、低温加热不燃烧作为新型雾化方式相较于传统燃烧雾化所产生有害物有大大的减少,因此近些年在国内外被用户所接受,而目前市面上加热不燃烧雾化大多采用的是类似加热体和雾化装置一体,而杆状雾化介质为一次性使用,但是在使用过程中还是存在一些问题,如插入式加热方式加热片上容易积碳脏污,加热片容易折断,不好清理。
2、而在杆状雾化介质外加热的方式存在着发热体和杆状雾化介质接触不好,受热不均匀,而且大多存在的问题是加热体和杆状雾化介质接触面小,发热体的热量传导到杆状雾化介质上速度较慢,而且靠近发热体的位置被烤焦而离发热体远的位置未被加热到,因此利用率低,用户等待时间长,因此需要做一些改进,来解决上述问题。
技术实现思路
1、本发明要解决的技术问题在于,针对现有技术的上述加热不均匀、速度慢等缺陷,提供一种改进地气溶胶形成单元、雾化组件及制作工艺和加热器。
2、本发明解决其技术问题所采用的技术方案是:构造一种雾化组件,包括固体气溶胶形成基质、加热体、电极;
3、所述固体气溶胶形成基质为柔性片状;
4、所述加热体包括在所述固体气溶胶形成基质上缝制的柔性第一线材,所述第一线材为导电材质;
5、所述电极包括至少两个与所述第一线材分别电性连接的导电电极。
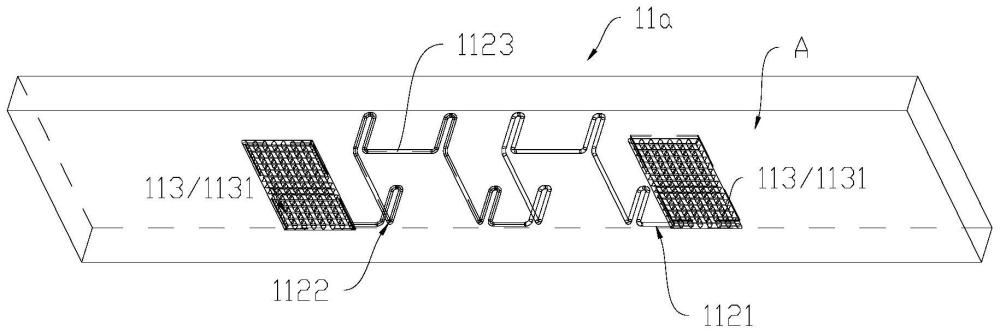
6、在一些实施例中,所述第一线材包括至少一个由第一侧向与所述第一侧相背的第二侧穿插后返回至所述第一侧的缝接部。
7、在一些实施例中,所述缝接部包括依次连接的第一段、第三段、以及第二段,所述第三段位于所述第二侧,所述第一段、第二段分别穿设所述固体气溶胶形成基质;或,
8、所述缝接部包括依次连接且并排的第一段、第二段,所述第一段、第二段位于同一缝制孔。
9、在一些实施例中,所述第一线材包括位于所述第一侧,且连接在两相邻所述缝接部的第一段、第二段之间的连接段。
10、在一些实施例中,所述加热体包括位于所述固体气溶胶形成基质同一侧的若干根所述第一线材,各所述第一线材交织设置和/或并排设置;或,所述第一线材在所述固体气溶胶形成基质上的走线轨迹弯折设置或弯曲设置。
11、在一些实施例中,所述雾化组件还包括在所述固体气溶胶形成基质的至少一侧设置、用于导热的导热层,所述导热层为绝缘材质。
12、在一些实施例中,所述导电电极中的至少一个采用导电线缝制到所述固体气溶胶形成基质上。
13、在一些实施例中,所述导电电极上设有导电层。
14、在一些实施例中,所述导电层由导电浆或导电胶形成。
15、在一些实施例中,所述导电层为金属片。
16、在一些实施例中,所述金属片缝制到所述固体气溶胶形成基质上。
17、在一些实施例中,所述第一线材的两端分别电性连接有所述导电电极,所述电极还包括与所述第一线材的两端之间连接的至少一个导电电极。
18、在一些实施例中,所述导电电极还包括延伸出所述固体气溶胶形成基质的延伸部。
19、在一些实施例中,所述固体气溶胶形成基质包括发热段、以及包覆段,所述加热体设置在所述发热段,所述电极位于所述包覆段。
20、在一些实施例中,所述加热体还包括在所述固体气溶胶形成基质上缝制的柔性第二线材,所述第一线材、第二线材分别位于所述固体气溶胶形成基质的两相对侧,所述第一线材、第二线材相互交织。
21、一种气溶胶形成单元,包括由所述的雾化组件卷绕和/或弯折形成的雾化单元,且所述电极外露。
22、在一些实施例中,所述气溶胶形成单元呈柱状或块状。
23、在一些实施例中,所述固体气溶胶形成基质还包括用于包覆到所述雾化单元外周的包覆段,所述电极位于所述包覆段。
24、在一些实施例中,所述气溶胶形成单元包括在所述雾化单元一端设置的过滤嘴。
25、在一些实施例中,所述雾化单元和所述过滤嘴外包覆有支撑筒。
26、在一些实施例中,所述支撑筒为卷设的支撑纸。
27、在一些实施例中,所述气溶胶形成单元还包括在所述雾化单元远离所述过滤嘴的一端设置的过滤片。
28、在一些实施例中,所述导电电极沿所述气溶胶形成单元的周向设置;或,所述导电电极由所述加热体的端部引出后设置在所述气溶胶形成单元的端部或侧壁面。
29、一种所述雾化组件的制作工艺,包括以下步骤:
30、提供柔性的固体气溶胶形成基质、以及柔性的第一线材,所述第一线材为导电材质;
31、将所述第一线材缝制在所述固体气溶胶形成基质上,所述第一线材缝合到所述固体气溶胶形成基质,形成加热体;
32、在所述固体气溶胶形成基质上设置与所述加热体电性连接的导电电极。
33、在一些实施例中,所述第一线材由第一侧穿至第二侧后由同一缝制孔返回至所述第一侧;或,所述第一线材由第一侧穿至第二侧后沿所述第二侧走线后再穿至所述第一侧。
34、在一些实施例中,还包括步骤:提供柔性的第二线材,将所述第一线材、第二线材分别从所述固体气溶胶形成基质的两侧缝制,所述第一线材、第二线材交织到所述固体气溶胶形成基质,形成加热体。
35、在一些实施例中,至少一个所述导电电极缝制形成;或,至少一个所述导电电极缝制形成,并在缝制形成的所述导电电极上设置导电层。
36、在一些实施例中,所述固体气溶胶形成基质包括发热段、以及包覆段,在所述发热段设置所述加热体,在所述包覆段设置所述电极。
37、在一些实施例中,所述固体气溶胶形成基质由导液原材分切形成,在导液原材上缝制形成所述加热体、以及设置导电电极后,分切形成所述雾化组件。
38、在一些实施例中,缝制所述第一线材时形成至少一个由所述第一侧向与所述第一侧相背的第二侧穿插后返回至所述第一侧的缝接部。
39、一种所述气溶胶形成单元的制作工艺,包括以下步骤:
40、将所述的雾化组件卷绕和/或弯折形成雾化单元,且所述导电电极外露。
41、在一些实施例中,在所述雾化单元一端设置的过滤嘴。
42、在一些实施例中,所述固体气溶胶形成基质包括包覆段,所述电极位于所述包覆段,让所述包覆段包覆在所述雾化单元外周。
43、在一些实施例中,部分或全部所述导电电极包括延伸出所述固体气溶胶形成基质的延伸部,所述制作工艺还包括以下步骤,
44、让所述延伸部沿所述气溶胶形成单元的周向绕设,或由所述加热体的端部引出后设置在所述加热体的端部或侧壁面。
45、一种加热器,包括供所述气溶胶形成单元放置的工作位,所述工作位设有与所述导电电极位置对应的接触触点,以向所述加热体通电后让所述加热体发热。
46、实施本发明的气溶胶形成单元、雾化组件及制作工艺和加热器,具有以下有益效果:采用线材缝合的方式形成加热体,利于采用更加细的发热丝,由于截面积可以做的更小,因此热启动速度快,散热也快,可以采用更低的功率去驱动固体气溶胶形成基质,利于节能,采用线材缝合的方式形成加热体还利于大批量大规模的生产。
本文地址:https://www.jishuxx.com/zhuanli/20240614/95763.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表