一种烘叶丝机出口烟丝流量自动调整装置和方法与流程
- 国知局
- 2024-07-12 11:55:32
本发明涉及卷烟设备,更具体地,涉及一种烘叶丝机出口烟丝流量自动调整装置和方法。
背景技术:
1、烟草制丝线烘叶丝机出口电子秤作为掺配段主秤,其过程流量稳定性尤为重要。烘叶丝机出口电子秤为主秤,分组叶丝掺配秤、梗丝掺配秤、残烟丝掺配秤三台秤为从秤,生产时,三台从秤根据主秤流量进行比例掺配,一台主秤三台从秤流量稳定性直接影响到加香秤流量的稳定,进而影响加香精度,影响烟丝最终产品质量。
2、生产过程中,料头阶段由于烘叶丝机出口烟丝流量较小,电子秤限量管中没有暂存烟丝,限量管只是个设备通道,没有起到稳流作用,导致主秤的来料流量及三台从秤和自动加香系统的加香精度波动频繁且幅度大的问题。由于料头处限量管中没有存贮到烟丝,导致整个生产过程中烘后电子秤频繁出现掉流量问题,尾料时,由于烘叶丝机高速倒料,烟丝流量较大,电子秤流量值与之不匹配,易造成电子秤限量管堵料问题发生。
3、因此,如何提供一种烘叶丝机出口烟丝流量自动调整装置和方法成为本领域亟需解决的技术难题。
技术实现思路
1、本发明的目的是提供一种烘叶丝机出口烟丝流量自动调整装置和方法。
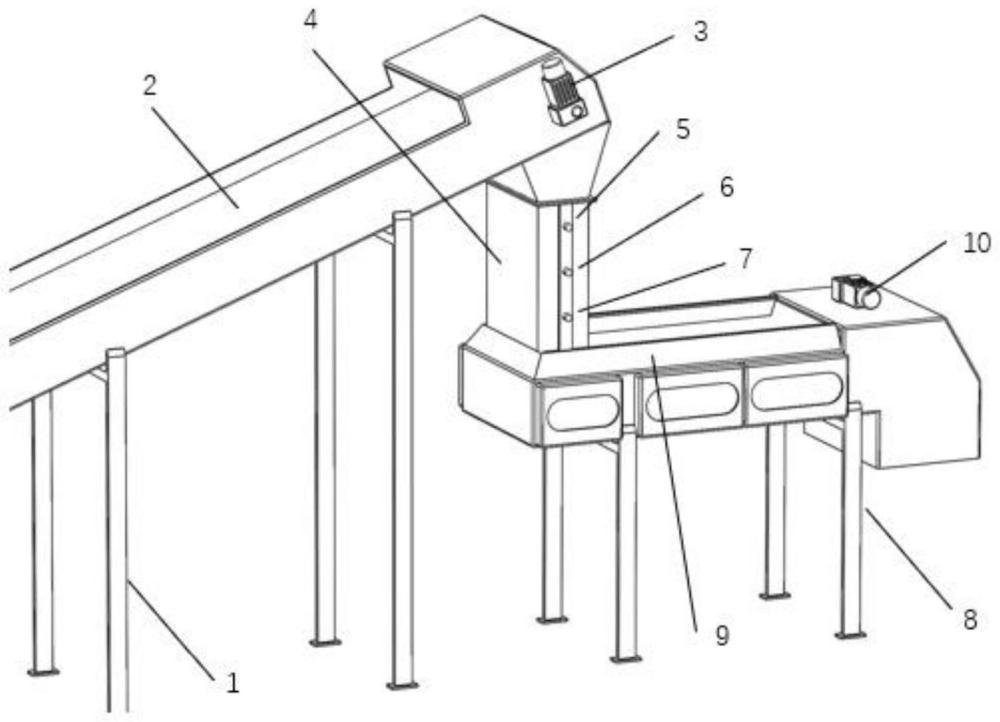
2、根据本发明的第一方面,提供了一种烘叶丝机出口烟丝流量自动调整装置,包括,输送带支架、输送带、限量管、光电传感器、电子秤支架和电子秤;
3、所述输送带支架包括第一输送带支架和第二输送带支架位于地面上;所述输送带安装在所述输送带支架上;所述第一输送带支架低于第二输送带支架,使输送带倾斜预定义角度;所述限量管的一端安装在输送带的落料口下方;所述光电传感器设置在限量管的侧部;所述电子秤支架位于地面上;所述电子秤安装在电子秤支架上;所述限量管的另一端在电子秤一端的上方。
4、可选地,所述光电传感器包括:第一光电传感器;
5、所述第一光电传感器安装于限量管的侧部高位。
6、可选地,所述光电传感器还包括:第二光电传感器;
7、所述第二光电传感器安装于限量管的侧部中位。
8、可选地,所述光电传感器还包括:第三光电传感器;
9、所述第三光电传感器安装于限量管的侧部低位。
10、可选地,所述装置还包括:输送带电机减速机;
11、所述输送带电机减速机安装在输送带的出料端侧方,与输送带直接传动。
12、可选地,电子秤电机减速机;
13、所述电子秤电机减速机安装在电子秤的上方护板上,与电子秤的输送带链条传动。
14、根据本发明的第二方面,提供了一种烘叶丝机出口烟丝流量自动调整方法,包括本发明第一方面任一项所述的烘叶丝机出口烟丝流量自动调整装置,方法包括:
15、烘叶丝机出来的烟丝经过振槽落到输送带上,所述输送带根据限量管的第一光电传感器、第二光电传感器和第三光电传感器检测到的烟丝存贮状态进行变频调速运行输送烟丝;烟丝在限量管中暂存后经过电子秤的皮带输送到下级设备,所述电子秤根据烘叶丝机运行不同状态烟丝流量进行三段式流量控制。
16、可选地,所述输送带根据限量管的第一光电传感器、第二光电传感器和第三光电传感器检测到的烟丝存贮状态进行变频调速运行输送烟丝的方法包括:
17、当限量管的第一光电传感器、第二光电传感器和第三光电传感器都未遮挡时,输送带的频率值为50hz;
18、当限量管的第一光电传感器和第二光电传感器未遮挡,第三光电传感器遮挡时,输送带的频率值为43hz;
19、当限量管的第一光电传感器未遮挡,第二光电传感器和第三光电传感器遮挡时,输送带的频率值为30hz;
20、当限量管的第一光电传感器遮挡,此时无论第二光电传感器和第三光电传感器遮挡遮没遮挡,输送带的频率值为5hz。
21、可选地,所述电子秤根据烘叶丝机运行不同状态烟丝流量进行三段式流量控制的方法包括:
22、料头阶段:烘叶丝机滚筒料头阶段烟丝流量低于预定于流量,当滚筒出来的烟丝经过输送带将限量管的第二光电传感器遮挡后,预填充完成,此时电子秤启动开始过料,电子秤按500kg/h流量控制运行,按500kg/h运行84s,料头阶段结束;
23、料中阶段:料中阶段为正常过料阶段,烟丝流量等于预定于流量;此时电子秤的流量从料头阶段500kg/h自动调整为4520kg/h,电子秤按4520kg/h运行到烘叶丝机滚筒高速倒料时;
24、料尾阶段:烘叶丝机滚筒生产料尾时,需要提高滚筒运行转速,将滚筒内烟丝快速输送出去,此时烟丝流大于预定于流量;烘叶丝机滚筒高速倒料信号发出后,延时26s后认为高速倒料的烟丝料头到达电子秤,此时,电子秤的流量从料中阶段的4520kg/h自动调整为5000kg/h,电子秤按5000kg/h运行到批次生产结束。
25、根据本发明公开的技术内容,具有如下有益效果:保证限量管中烟丝存贮始终保持在一定高度,使限量管真正起到稳流作用,从而保证分布在电子秤皮带上的烟丝料层厚度及宽度基本保持不变,保证了电子秤烟丝流量供应稳定;提高了烘叶丝机出口电子秤流量的整体稳定,3台配比秤掺配流量及精度比之前有大幅度提高,有效提高烟丝配比和加香的精度,制丝烟丝质量得到明显提高。
26、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
技术特征:1.一种烘叶丝机出口烟丝流量自动调整装置,其特征在于,包括:输送带支架、输送带、限量管、光电传感器、电子秤支架和电子秤;
2.根据权利要求1所述的烘叶丝机出口烟丝流量自动调整装置,其特征在于,所述光电传感器包括:第一光电传感器;
3.根据权利要求2所述的烘叶丝机出口烟丝流量自动调整装置,其特征在于,所述光电传感器还包括:第二光电传感器;
4.根据权利要求3所述的烘叶丝机出口烟丝流量自动调整装置,其特征在于,所述光电传感器还包括:第三光电传感器;
5.根据权利要求4所述的烘叶丝机出口烟丝流量自动调整装置,其特征在于,所述装置还包括:输送带电机减速机;
6.根据权利要求5所述的烘叶丝机出口烟丝流量自动调整装置,其特征在于,电子秤电机减速机;
7.一种烘叶丝机出口烟丝流量自动调整方法,其特征在于,包括权利要求1-6任一项中所述的烘叶丝机出口烟丝流量自动调整装置,方法包括:
8.根据权利要求7所述的烘叶丝机出口烟丝流量自动调整方法,其特征在于,所述输送带根据限量管的第一光电传感器、第二光电传感器和第三光电传感器检测到的烟丝存贮状态进行变频调速运行输送烟丝的方法包括:
9.根据权利要求8所述的烘叶丝机出口烟丝流量自动调整方法,其特征在于,所述电子秤根据烘叶丝机运行不同状态烟丝流量进行三段式流量控制的方法包括:
技术总结本发明公开了一种烘叶丝机出口烟丝流量自动调整装置和方法,其中方法包括:烘叶丝机出来的烟丝经过振槽落到输送带上,所述输送带根据限量管的第一光电传感器、第二光电传感器和第三光电传感器检测到的烟丝存贮状态进行变频调速运行输送烟丝;烟丝在限量管中暂存后经过电子秤的皮带输送到下级设备,所述电子秤根据烘叶丝机运行不同状态烟丝流量进行三段式流量控制。本发明公开的技术内容,保证分布在电子秤皮带上的烟丝料层厚度及宽度基本保持不变,保证了电子秤烟丝流量供应稳定;提高了烘叶丝机出口电子秤流量的整体稳定,3台配比秤掺配流量及精度比之前有大幅度提高,有效提高烟丝配比和加香的精度,制丝烟丝质量得到明显提高。技术研发人员:王辉,张永华,戴栋,王永平受保护的技术使用者:红云红河烟草(集团)有限责任公司技术研发日:技术公布日:2024/5/12本文地址:https://www.jishuxx.com/zhuanli/20240614/95872.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表