无序丝填充烟草基棒的加工设备的制作方法
- 国知局
- 2024-07-12 11:56:59
本技术涉及烟草基棒的加工设备,具体而言,涉及一种针对无序丝填充烟草基棒的加工设备,属于加热不燃烧烟草基棒的制造。
背景技术:
1、加热卷烟的香气和烟气通过加热发烟段的烟芯材料而产生。目前加热卷烟发烟段主要有有序丝填充和无序丝填充两种烟草基棒。其中:有序丝填充烟草基棒中所填充的烟丝为有序排列;无序丝填充烟草基棒中所填充的烟丝为无序随机排列。
2、由于烟支烟丝水分过高会导致卷烟口感平淡、劲头减少,水分过低时会导致卷烟抽吸辛辣味增加、烟味浓烈不醇和;特别地,用于生产加热不燃烧烟草基棒的烟草薄片材料本身具有极强的吸湿性、粘连性、高雾化剂和致香成分易挥发等特性,若将该烟草薄片长时间放置在不可控的环境内导致其含水率波动较大,风味香精香料挥发大。此外,加热不燃烧烟草薄片材料本身的生产和制造成本较高,故其有效利用率将会直接影响加热卷烟的生产和制造成本。比如申请号为cn202011566744.1的中国专利,公开了一种将烟草薄片进行打片切丝后与烟叶烟丝进行混配加香贮存,最后通过卷制和复合工序制得无序丝填充烟草基棒的加工工艺。该工艺方法虽然兼容了传统卷烟的生产加工工艺,但是需要对薄片材料进行打片后再切丝,同时还需要对切丝后的薄片丝进行加香和干燥等处理,如此势必会导致薄片材料的造碎率增加,同时该工艺方法制得的无序丝结构是不可调不可控的,如此就会降低成品烟支的质量可控性。
3、此外,有序丝填充烟草基棒发烟段的有序丝大部分处于堆叠状态,堆叠的有序丝存在大尺寸的面彼此接触,导致这些面无法与空气流进行很好的接触,因此这些堆叠的面在加热过程中仅有很少的芳香物质和气溶胶数量能释放到空气流中,所以增加烟支烟丝段的孔隙率对加热卷烟的发烟量和致香成分的释放是有利的。同时,有序丝填充烟草基棒在加工过程中对薄片材料幅面的厚度和幅宽的要求比较高,不同的生产加工方式对薄片材料的厚度和幅宽的需求是不一样的,在相同的加工方式下,材料厚度波动较大会影响烟草基棒的填充值,这样就导致加工出来的烟支质量不稳定,且有序丝填充烟草基棒的加工方法对材料幅宽要求严格,不同生产加工方法下的材料幅宽不一,生产过程中需要频繁切换不同厚度或幅宽的材料,极其不利于生产管理。因此,有必要对现有工艺和现有设备加以改进。
技术实现思路
1、本实用新型要解决的技术问题是提供一种无序丝填充烟草基棒的加工设备,以克服背景技术部分所述的现有技术中的缺陷。
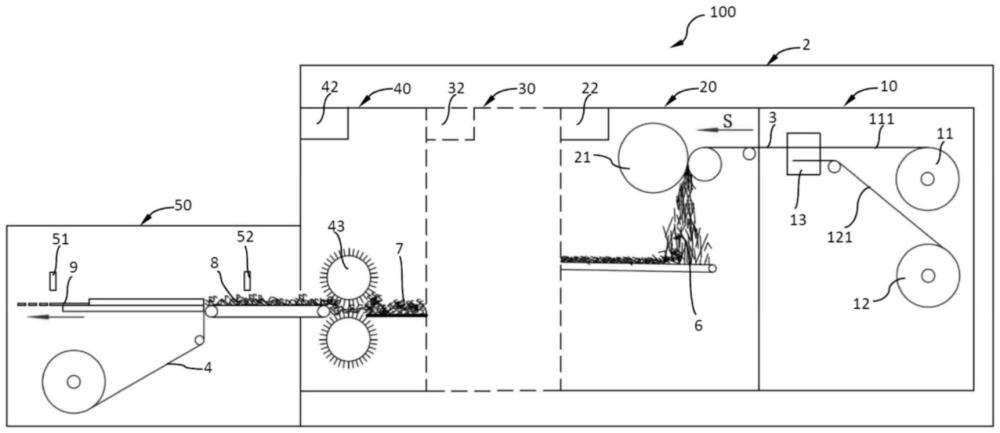
2、具体而言,本实用新型提供一种无序丝填充烟草基棒的加工设备,所述加工设备包括:供料机构,包括连续释放带状材料幅面的装置;成丝机构,包括接收所述供料机构输送的带状材料幅面,并将其制备为一种以上宽度和/或一种以上长度的丝状物料组成的无序丝材的切分装置;定量输送机构,包括将所述无序丝材以可调节的特定流量进行传送的输送装置;基棒成形机构,包括接收所述输送装置输送的填充丝材,并利用包裹材料对其进行包裹卷制,形成所述无序丝填充烟草基棒的基棒成形装置。
3、根据本实用新型一实施例,所述无序丝填充烟草基棒的加工设备还可以包括辅助装置,用于将多种规格的丝状物料进行汇集和/或混合形成无序丝材。
4、根据本实用新型一实施例,所述成丝机构包括:用于接收并将带状材料幅面同时切分成一种以上宽度和/或一种以上长度的多种规格的丝状物料,得到混合的无序丝材的第一切分装置;或者包括:用于接收并将带状材料幅面切分成具有单一宽度和长度的单种规格丝状物料的第二切分装置。
5、根据本实用新型一实施例,所述辅助机构中还包括对所述无序丝材进行缓存的腔室,用于对所述无序丝材进行缓存,以适配成丝机构和定量输送机构的生产加工速度,这样成丝机构和定量输送机构的生产加工速度可以相等也可以不相等。
6、根据本实用新型一实施例,所述辅助机构中还包括对所述无序丝材进行卷曲的挤压装置,用于通过改变施加在丝状物料上的挤压压力来改变丝状丝材的卷曲度,以提高最终填充丝材的填充值。
7、卷曲度越大则表明卷曲丝材弯曲卷曲的程度越深。卷曲度的改变有利于调整丝状物料的填充能力,从而影响成形基棒的重量和丝状物料的损耗控制。卷曲度的提高可以提升丝状物料的填充能力,从而达到为成形基棒减重和降低丝状物料损耗目的。
8、根据本实用新型一实施例,所述辅助机构中还包括对所述无序丝材进行混合的搅拌装置,用于对一种设备上游工艺段得到的丝状物料或多组设备得到的不同的丝状物料进行混合均匀,提高最终填充丝材的均匀性。
9、根据本实用新型一实施例,还包括保鲜机构,用于分别或共同对所述供料机构、成丝机构、定量输送机构内部的带状材料幅面、丝状物料、无序丝材、填充丝材进行保鲜控制。所述保鲜机构用于为所述盘状物料、带状材料幅面、丝状物料、无序丝材、填充丝材提供一个保鲜环境,使其材料在成形前的水分、风味香料、易挥发成分等物质保持在一个稳定状态,最终确保无序丝填充烟草基棒的产品品质。
10、根据本实用新型一实施例,所述保鲜机构包括密闭的隔离腔室和为所述隔离腔室提供特定湿度和/或特定压力气体的气源设备,使所述盘状物料、带状材料幅面、丝状物料、无序丝材和/或填充丝材与环境空气不形成交流或减少交流,达到所述的保鲜控制。当然,所述隔离的密闭环境可以为真空密封、密闭环境内充入惰性气体、控制相对密闭环境的湿度和压强等来实现。
11、根据本实用新型一实施例,所述保鲜机构的密闭环境湿度控制在10-50%rh之间,能更好的防止香精香料中致香成分的挥发,能降低致香成分的挥发速度,更好的实现对所述盘状物料、带状材料幅面、丝状物料、无序丝材和/或填充丝材的保鲜功能。
12、所述保鲜机构能将所述盘状物料、带状材料幅面、丝状物料、无序丝材和/或填充丝材的含水率控制在5%-20%之间。且通过所述保鲜机构处理的盘状物料、带状材料幅面、丝状物料、无序丝材和/或填充丝材的稳定性被改善了70%以上,尤其针对加热不燃烧烟草薄片通过保鲜处理的情况下相较于无保鲜处理的情况,薄片材料的稳定性可以被改善达到80%以上,通过薄片材料加工得到的加热卷烟的质量能够提升40%以上,故该设备解决了因薄片材料的稳定性不足导致生产过程中的故障率和停机率高的问题。
13、根据本实用新型一实施例,所述供料机构中包括至少两个承载盘状物料的放卷轴和一个薄片材料压接设备,至少两个所述放卷轴上的盘状物料通过所述薄片材料压接设备实现对带状材料幅面的连续释放。即当其中一个放卷轴上的盘状物料的带状材料幅面被牵引或输送至其尾部时,薄片材料压接设备将上述带状材料幅面尾部和另一个放卷轴上的全新盘状物料的带状材料幅面头部连接,则全新盘状物料的带状材料幅面被继续牵引或输送,以此循环来实现带状材料幅面的连续供应。该步骤能实现两个盘状物料的连续供应,中间不产生废料。
14、根据本实用新型一实施例,所述成丝机构的切分装置为用于实现盘切、滚切、剪切、冲切、模切中的一种或多种切分装置,且各切分装置中包括多个平行移动的切割刀具,以实现对切分宽度和长度的灵活调整。所述成丝机构可先将带状材料幅面在输送方向上进行定宽切分,然后在其幅宽方向上进行定长切分;或者,先将带状材料幅面在输送方向上进行定长切分,然后在其幅宽方向上进行定宽切分;或者,将带状材料幅面在输送方向上同时完成定长切分和定宽切分。所述输送方向是指带状材料幅面的输送方向,所述幅宽方向是指垂直于输送方向。
15、根据本实用新型一实施例,所述定量输送机构的输送装置采用定量辊或钩子滚筒输送装置,以提供松散的、均匀的,流量恒定的填充丝材。所述输送装置按工艺要求用丝量的100-150%供应填充丝材。供丝量的可控可调有利于控制成形烟草基棒中的整丝率和碎丝率,形成均匀丝束。
16、根据本实用新型一实施例,所述成丝机构中包括调整装置,所述成丝机构的调整装置包括至少一个调整单元和至少一个传感器单元。所述成丝机构中的调整单元用于通过与其对应的传感器单元检测结果或预设参数实现对同一规格的丝状物料长度和宽度以及/或者多种规格的丝状物料的配比的调整;其中,丝状物料长度和宽度的改变或调节通过改变或调节切分装置内切割刀具的间距或结构来实现。在所述丝状物料的宽度和/或长度为两种以上时,控制调节某一种长度和宽度的丝状物料在单位长度和宽度的带状材料幅面制得的丝状物料组中的占比。所述占比是不同长度和宽度的丝状物料组中的一种长度和宽度的丝状物料的重量或体积与单位长度和宽度的带状材料幅面的重量或体积的百分比,或所述占比是不同长度和宽度的丝状物料组中的一种长度和宽度的丝状物料的总表面积与所述单位长度和宽度的带状材料幅面的表面积的比值。
17、根据本实用新型一实施例,所述辅助机构中包括调整装置,所述辅助机构中的调整单元包括至少一个调整单元和至少一个传感器单元。所述辅助机构中的调整单元用于通过与其对应的传感器单元检测结果或预设参数实现对无序丝材卷曲度的调整。
18、根据本实用新型一实施例,所述定量输送机构中包括调整装置,所述定量输送机构中的调整单元包括至少一个调整单元和至少一个传感器单元。所述定量输送机构中的调整单元用于通过与其对应的传感器单元检测结果或预设参数实现对填充丝材供丝量的调整。如可通过测量填充丝材的堆叠厚度作为物理参数对填充丝材供丝量进行调整;还可同时增加通过测量成形基棒的硬度和填充值来对填充丝材供丝量进行调整。
19、根据本实用新型一实施例,所述调整装置还包括与调整单元和传感器单元连接的控制单元。其中,传感器单元分别被设立于成丝机构、辅助机构和/或定量输送机构中,用于分别测量丝状物料、无序丝材和/或填充丝材的至少一个物理参数;控制单元依据所述传感器单元测量得到的物理参数来分别控制调整单元对丝状物料的结构组成、无序丝材的卷曲度和/或填充丝材的供丝量进行调整和/或控制。特别地,也可以设置多个传感器单元,使得在不同点位上可以获得至少一个物理参数,例如,可以在成形基棒上测得其硬度和/或填充值,还可以在填充丝材上测得物料厚度和/或重量。不言而喻,这些测量方式是可以任意组合的。
20、上述加工设备制成的烟草基棒可具备不同的结构和性能指标,所述结构和性能指标主要指烟草基棒的填充值、重量、吸阻、硬度等,特别地,加热不燃烧卷烟的加热方式不同,发烟段烟草基棒的结构也有所不同,烟草基棒内的烟丝结构组成也有所差异,利用调整丝状物料的结构组成、卷曲丝材的卷曲度和/或供丝量来适用不同结构或不同加热方式卷烟的烟草基棒的生产。
21、本实用新型提供的加工设备将连续释放的带状材料幅面直接加工成由一种以上宽度和/或一种以上长度的丝状物料组成的无序丝材,然后通过将无序丝材汇集,形成定量传送的填充丝材,再利用包裹材料对填充丝材进行包裹卷制成无序丝填充烟草基棒。与现有技术相比,本实用新型提供的加工设备可将不同带状材料幅面连续加工成填充丝材,缩短了无序丝填充烟草基棒的加工工艺过程,降低了加热不燃烧烟草薄片材料香味物质的挥发和损失,从而提高了无序丝填充烟草基棒成品质量稳定性的同时,降低了原辅材料损耗和卷烟生产企业的运营成本。并且,本实用新型提供的加工设备对材料厚度和幅宽的适应性广,能适应多种规格的材料和多种烟支生产加工方式。通过本实用新型提供的加工设备加工得到的无序丝填充烟草基棒与有序丝填充烟草基棒相比,具有更高的孔隙率、烟雾释放量更充分等优点。
22、本实用新型通过保鲜机构的设置,能对加工过程中的盘状物料、带状材料幅面、丝状物料、无序丝材、填充丝材进行保鲜控制,进一步的保证了降低加热不燃烧烟草薄片材料香味物质的挥发和损失,大大提升了无序丝填充烟草基棒的成品质量。
23、本实用新型通过成丝机构对无序丝材中某一种长度和宽度的丝状物料占比的调节和控制,能有效控制无序丝材中丝状物料的配比组成,为无序丝填充烟草基棒的成品质量提供可靠条件。
24、本实用新型通过辅助机构对无序丝材的卷曲度调整以及通过定量输送机构对填充丝材的供丝量调整和控制,能有效控制成形基棒的重量和丝状物料的损耗控制,保障了无序丝填充烟草基棒的质量稳定可控,最终提升无序丝填充烟草基棒的产品品质。
本文地址:https://www.jishuxx.com/zhuanli/20240614/96058.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表