用于横轴向地输送烟草加工业的棒状物品的装置的制作方法
- 国知局
- 2024-07-12 12:01:05
本发明涉及一种用于横轴向地输送烟草加工业的棒状物品、特别是滤棒或棒状片段的装置。此外,本发明还涉及一种用于横轴向地输送烟草加工业的棒状物品、特别是滤棒或滤棒段或段状物品或多段状物品的方法。
背景技术:
1、为了生产烟草加工业的多段状物品提供了形式为基本棒或杆状部段的不同的棒状片段,并通过滚筒式机器(trommelmaschine)组装成棒状的多段状物品。
2、从现有技术中已知的是,生产基本棒并通过进料模块将其输送给滚筒式机器的加工过程,或者将滚筒式机器直接与制杆机(strangmaschine)连接,以便直接进一步加工杆状部段。
3、例如,ep 1691633b 1披露了一种烟草加工业的用于生产多段状物品的滚筒式机器,其中滚筒式机器包括多个进料模块,这些进料模块提供棒状片段并将其输送给运输段。
技术实现思路
1、本发明的任务在于例如针对烟草加工业的多段状物品生产机以简单的方式提供被检查过的段状物品。
2、该任务通过一种用于横轴向地输送烟草加工业的棒状物品、特别是滤棒或滤棒段或段状物品或多段状物品的装置来解决,其中,所述装置被设置为沿着横轴向的方向输送第一排的和第二排的成对并排布置的物品段,其中,在输送检查部段中,所述装置具有至少一个输送部件或多个输送部件用于第一排沿横轴向相继地布置的物品段和用于第二排沿横轴向相继地布置的物品段,其中,在所述输送检查部段中,所述一个输送部件被设置为或所述多个输送部件被设置为使得第一排的物品段沿着用于第一排的物品段的输送路径被输送或能够被输送,并且其中,在所述输送检查部段中,所述一个输送部件被设置为或所述多个输送部件被设置为使得第二排的物品段沿着用于第二排的物品段的输送路径被输送或能够被输送,其中,沿着用于第一排的物品段的输送路径为所述第一排的物品段的两个头端分别设置一个尤其是光学的头端检查机构或两个尤其是光学的头端检查机构,并且其中,沿着用于第二排的物品段的输送路径为所述第二排的物品段的两个头端分别设置一个尤其是光学的头端检查机构或两个尤其是光学的头端检查机构,其中,在所述物品段的横轴向的输送方向上,在输送检查部段之后并且/或者在用于第一排的物品段的所述一个或多个头端检查机构之后以及在用于第二排的物品段的所述一个或多个头端检查机构之后设置输送部件、特别是输送滚筒,其中,所述输送部件被设置为输送成对的物品段,所述成对的物品段由第一排的相应一个物品段和第二排的相应一个物品段组成。
3、本发明基于以下认识:例如由制杆机在使用所述装置的情况下借助于头端检查机构优选单个地检查两轨道或两排物品段的头端,所述制杆机用于由形成气溶胶的材料、特别是由重组的含烟草的薄膜生产杆状物。在运送在制杆机处生产的物品或物品段的过程中,棒状物品或物品段通过多个输送滚筒沿着横轴向方向在所述装置中被输送,其中,在所述装置的输出侧,成对的物品段一一所述成对的物品段由第一排的相应一个物品段和第二排的相应一个物品段组成——分别被提供用于在多段状物品生产机中进一步加工。
4、在输送从制杆机上接纳的物品棒期间,横轴向地输送的物品棒例如被切割成棒状的物品段,其中,被切割的棒状的物品段以两排并排布置的物品段的方式在所述装置的输送滚筒的接收槽中被输送。成对的物品段分别具有第一排的和第二排的一个物品段,它们沿着物品段的纵轴向方向相继地或者并排地布置在接收槽中,所述成对的物品段在输送时在所述装置中被检查。在此,通过一个或多个相应的头端检查机构,对各个物品段的两个头端或端侧面进行检查。
5、特别地,棒状的物品段具有磁性的或能够磁化的材料,特别是具有尤其扁平的金属带,它被布置在物品段的内部中。在此,磁性的或能够磁化的或能够感应加热的材料优选是金属带,它可以在成品、例如多段状物品中通过感应被加热,以便例如在棒状的多段状物品中设置的烟草材料被加热。
6、例如,检查机构被如此构造,以便检查物品段的头端的端面或头端的区域。示例性地,在de 102020106444a1中描述了这种用于棒状的(多段状)物品的端侧面的头端检查机构。特别地,头端检查机构优选各具有一个偏振相机。
7、为了在所述装置的输送滚筒的接收槽中检查并排布置的第一排的和第二排的物品段,根据本发明,第一排的物品段和第二排的物品段在所述装置内的输送检查部段中的不同输送路径上被输送给头端检查机构,以便第一排的物品段的和第二排的物品段的相互面对的头端和/或端侧面以与物品段的处于外部的头端相同的方式被检查。在此,两排的物品段在所述装置内在不同的输送路径上被输送给头端检查机构,以便在第一类物品段的两侧和第二类物品段的两侧,各有一个头端检查机构检查面向头端检查机构的头端。
8、在对第一排的物品段的头端和第二排的物品段的头端进行检查后,两排的物品段在所述装置中再次聚集在一起成对,从而为了进一步加工物品段例如在多段生产机器处提供了成对的物品段,其中,所述成对的物品段分别由第一排的和第二排的物品段组成。
9、优选的是,第一排的物品段的头端的检查和第二排的物品段的头端的检查是相互独立进行的。
10、此外,在本发明的范围内可行的是:在检查头端之前,例如将设有金属带的物品段在所述装置中对齐,从而使得金属带在所述装置的输送滚筒的接收槽中占据预定的位置。
11、此外规定,为了检查第一排的物品段的头端和第二排的物品段的头端,两排的两个并排布置的物品段在纵轴向上不相互间隔开或散开。为此,优选地,所述装置在一种设计方案中不具有散开滚筒(spreiztrommel)或类似装置。
12、在第一排的和第二排的成对并排布置的物品段(所述物品段沿着横轴向的方向被输送)中,在本发明的范围内优选地,所述对分别由第一排的一个物品段和第二排的一个物品段形成。特别地,第一排的物品段和第一排的物品段分别成排地横轴向地相继布置。
13、为此,根据所述装置的一种改进方案规定:在用于第一排的物品段的输送路径开始之前为了检查头端,并且在用于第二排的物品段的输送路径开始之前为了检查头端,尤其相对于物品段的输送方向在输送检查部段之前设置至少一个上游的输送部件、尤其是输送滚筒,其中,该至少一个输送部件被设置为横轴向地输送成对并排布置的物品段,所述成对并排布置的物品段由第一排的相应一个物品段和第二排的相应一个物品段组成。在此,相对于物品段的输送方向在输送检查部段的上游,并且因此在用于第一排的物品段的输送路径开始之前,为了检查头端,并且在用于第二排的物品段的输送路径开始之前在输送检查部段的内部,布置所述至少一个输送部件、尤其是输送滚筒,以便将成对的并排布置的物品段输送给输送检查部段,所述成对的并排布置的物品段由第一排的相应一个物品段和第二排的相应一个物品段组成。
14、成对的物品段在此例如在输送滚筒的接收槽中相继地沿着横轴向的方向布置。
15、此外,所述装置在一种设计方案中的特征在于,在所述输送检查部段中,第一排的物品段在第一输送部件、尤其是输送滚筒上被输送或能够被输送,其中,在所述第一输送部件处布置一个或两个用于第一排的物品段的头端的尤其是光学的头端检查机构,并且在所述输送检查部段中,第二排的物品段在另一输送部件、尤其是输送滚筒上被输送或能够被输送,其中,在所述另一输送部件处布置一个或两个用于第二排的物品段的头端的尤其是光学的头端检查机构。
16、为了检查两排的物品段的头端,在此在一种实施方式中设置了单独的输送部件或输送滚筒,在所述单独的输送部件或输送滚筒处为物品段的两个头端分别各设置一个头端检查机构或两个头端检查机构,以便检查物品段的头端。为了进行检查,两排的物品段在此被分成两个部分流,其中对每个部分流实施物品段的头端的检查。特别地,在输送检查部段中,待检查的或检查过的物品段在输送滚筒的接收槽中不沿纵轴向移动。
17、根据一种有利的实施方式,所述装置以下述方式被进一步构造:在所述输送检查部段中,为第一排的物品段和第二排的物品段设置至少一个共同的输送部件、尤其是输送滚筒,其中,该共同的输送部件被如此设置,使得在接收了分别由第一排的一个物品段和第二排的一个物品段组成的成对的物品段之后,优选在保持横轴向的输送方向的情况下,第一排的物品段相对于第二排的物品段相互移动或能够相互移动,并且其中,在所述共同的输送部件处为一排的物品段设置一个或两个头端检查机构,或者其中,在所述共同的输送部件处为第一排的物品段各设置一个或两个头端检查机构并且为第二排的物品段各设置两个头端检查机构。
18、两排的物品段优选在传送中并排地布置在共同的输送部件或输送滚筒的接收槽中,而在输送时在共同的输送部件上彼此相对移动,通过上述方式,所述物品段的相互面对的端侧面或头端彼此间隔开,以便物品段的两个相互面对的头端可通过头端检查机构进行检查。在这种情况下,例如规定:两排的物品段在使用例如操纵杆或杆棒或类似物的情况下被移动、特别是被加速或减速,其中,所述操纵杆或杆棒特别地在此构造有用于物品段的相应的接收部。
19、此外,在本发明的范围内还规定:两排的物品段在共同的输送部件、尤其是输送滚筒上通过在径向方向上降低或提高物品段,例如在使用可移动的接收槽的情况下,彼此相对移动。在这种情况下,在输送部件或输送滚筒上进行横轴向的输送时,接收槽例如借助于控制凸轮(steuerkurve)、升降凸轮(hubkurve)或类似物而移动。
20、优选地,在所述装置的一种设计方案中规定:共同的输送部件被构造为输送滚筒,并且所述输送滚筒被设置为使得第一排的物品段在输送滚筒的径向方向和/或周向方向上相对于第二排的物品段移动。
21、在此特别地规定:在物品段在共同的输送滚筒的接收槽中被接收时,第一排的和第二排的物品段(作为一对)不发生位移,即第一排的物品段的中心纵轴线和第二排的物品段的中心纵轴线彼此共线地对齐。在这种情况下,第一排的物品段的中心纵轴线和第二排的物品段的中心纵轴线沿共同的纵轴线对齐或布置。同样地,在物品段被交出并且在头端被检查后,第一排的和第二排的物品段的中心纵轴线也在输送滚筒上共线地对齐。当物品段在输送滚筒上被输送时,物品段以这样的方式移动,即一物品段对的物品段的中心纵轴线相互平行对齐,其中,在这种情况下两排的物品段相对彼此移动。
22、此外,就所述装置而言在一种设计方案中,优选的是:所述共同的输送部件被构造为带有用于物品段的能够移动的或能够运动的、尤其是能够摆转的小臂的输送滚筒。所述小臂在此优选构造有用于各个物品段的相应的接收槽。
23、根据所述装置的另一设计方案,在此规定:用于物品段的输送滚筒被如此构造,使得在通过输送滚筒从被传送的成对的物品段中输送这些物品段期间,第一排的物品段和第二排的物品段优选沿着横轴向的方向彼此间隔开来。
24、此外,优选的是:共同的输送部件被构造为带有用于物品段的能旋转的接收部的输送滚筒,其中,特别地,所述能旋转的接收部能够围绕在径向上与输送滚筒的转动轴线对齐的旋转轴线旋转。通过物品段以预定的角度围绕垂直于其纵轴线形成的旋转轴线旋转,可以实现:物品段在其在输送滚筒上输送期间,例如在旋转体上以预定的角度旋转或转向或重新定向,由此两排的物品段的相互面对的头端彼此间隔开,由此物品段的相互面对的头端可以通过头端检查机构进行头端检查。例如,在此可以为两排的物品段分别设置用于物品段的能够摆转的接收槽。
25、根据另一有利的实施方式,所述装置以下述方式被进一步构造:在所述输送检查部段中,相对于物品段的横轴向的输送方向设置用于第一排的物品段且用于第二排的物品段的第一交错滚筒(staffeltrommel)和用于交错布置的物品段的第二交错滚筒,其中,在第一交错滚筒和第二交错滚筒之间设置至少一个输送滚筒,该输送滚筒具有至少一个或至少两个用于一排的物品段的头端检查机构,或者其中设置一输送滚筒,该输送滚筒具有一个或两个用于第一排的物品段的头端检查机构并且具有一个或两个用于第二排的物品段的头端检查机构。在这里,在两个交错滚筒之间的输送滚筒上,针对交错布置的物品段通过头端检查机构进行头端的检查。随后,被检查的物品段被传送给后续的第二交错滚筒,从而使得交错传送的物品段被返回交错,由此,分别由第一排的一个物品段和第二排的一个物品段组成的成对的物品段随后例如被输送给多段状物品生产机。
26、此外,在一种设计方案中,所述装置的一种实施方式的特征在于:在所述输送检查部段中,为分别由第一排的一个物品段和第二排的一个物品段组成的成对的物品段设置一共同的输送滚筒,其中,成对的物品段首先在共同的输送滚筒上被输送或能够被输送,其中,在所述共同的输送滚筒处布置用于第一排的物品段的第一输送滚筒和用于第二排的物品段的第二输送滚筒,其中,第一排的物品段从共同的输送滚筒被传送或能够被传送给第一输送滚筒,并且由第一输送滚筒输送的第一排的物品段的头端通过布置在第一输送滚筒处的一个或两个头端检查机构被检查或能够被检查,并且在对第一排的物品段的头端进行检查后,第一排的物品段被传送或能够被传送给所述共同的输送滚筒,并且其中随后第二排的物品段从共同的输送滚筒被传送或能够被传送给第二输送滚筒,并且由第二输送滚筒输送的第二排的物品段的头端通过布置在第二输送滚筒处的一个或两个头端检查机构被检查或能够被检查,并且在对第二排的物品段的头端进行检查后,第二排的物品段被传送或能够被传送给所述共同的输送滚筒。在这种情况下规定:一排的物品段从共同的输送滚筒分别被一个输送滚筒接纳和输送,其中,在相应的输送滚筒上,针对物品段在其头端处相应地对物品段进行检查。在头端被检查后,两排的相应的物品段分别被送回给共同的输送滚筒。在此优选的是,在两排经过检查的物品段从共同的输送滚筒被传送给后续的输送滚筒时,两排的物品段如此布置在共同的输送滚筒的接收槽中,使得两排的物品段的纵轴线共线地对齐。
27、此外,所述装置在一种改进方案中的特征在于:所述装置被构造为在用于生产棒状的物品段的制杆机和用于生产烟草加工业的棒状的多段状物品的多段状物品生产机之间的转移模块。
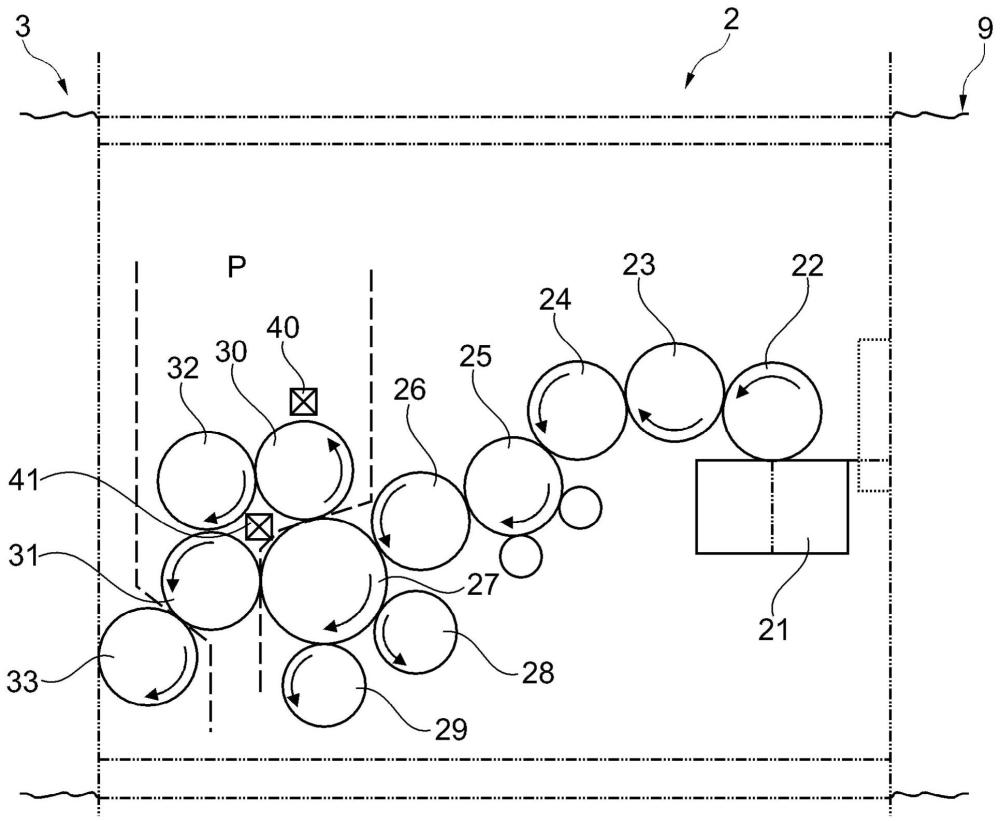
28、在此可行的是:所述装置具有一传送机构、例如传送滚筒,以便运送在制杆机处生产的杆状的且沿着纵轴向被输送的物品棒。随后,在该装置或转移模块内,被接纳的且沿着横轴向被输送的多种长度的物品棒可以被切割成相应的物品段。在此在一种设计方案中,所述装置在输送方向上可以具有摆动滚筒(taumeltrommel)、用于对例如构造有金属带的物品棒进行定向的定向滚筒、以及切割滚筒和交错滚筒。此外,在成对编组的物品段在输送检查部段中通过头端检查机构被检查之前,该装置还可以在物品段的输送方向上具有至少一个交错滑动滚筒或两个交错滑动滚筒。在输送检查部段之后设置传送滚筒或交出滚筒,以便随后将成对布置的两排的物品段传送给多段状物品生产机。
29、此外,所述任务通过一种用于横轴向地输送烟草加工业的棒状物品、特别是滤棒或滤棒段或段状物品或多段状物品的方法来解决,该方法使用了上述用于横轴向地输送烟草加工业的棒状物品的装置。为了避免重复,请相应参考前面的实施方案。
30、此外,所述任务通过一种用于横轴向地输送烟草加工业的棒状物品、特别是滤棒或滤棒段或段状物品或多段状物品的方法来解决,该方法包括以下步骤:
31、a)提供成对地并排布置的物品段,该成对地并排布置的物品段形成第一排和第二排物品段,其中,所述物品段具有磁性的或能够磁化的或能够感应加热的材料,该材料被构造用于加热所述物品段,其中,特别地,所述物品段具有单一的使用长度,
32、b)横轴向地输送成对并排布置的物品段,该成对并排布置的物品段形成第一排和第二排物品段,
33、c)沿着用于第一排的物品段的第一输送路径输送第一排的物品段,并且沿着用于第二排的物品段的第二输送路径输送第二排的物品段,其中,第一排的和第二排的物品段至少部分地彼此间隔开,
34、d)在输送检查部段中,尤其是在第一输送路径上和/或尤其是同时或相继地检查第一排的物品段的两个头端,并且尤其是在第二输送路径上和/或尤其是同时或相继地检查第二排的物品段的两个头端,
35、e)尤其是在检查完第一排的物品段的一个和/或两个头端后并且尤其是在检查完第二排的物品段的一个和/或两个头端后,将沿纵轴向并排地在端侧彼此相邻地布置的成对的物品段聚集在一起,所述成对的物品段由第一排的相应一个物品段和第二排的相应一个物品段组成。
36、有利的是,上述方法是利用或通过上述用于横轴向地输送烟草加工业的棒状物品的装置来进行的。为避免重复,为此明确参照上述实施方案。
37、在本发明的范围内,单一使用长度的物品段尤其被理解为待加工的或加工过的物品段,其例如在多段棒生产机处被进一步加工后具有(使用)长度,它们在特别是可消费的最终产品中也具有所述(使用)长度。在这种情况下,棒状的最终产品是由单一使用长度的多个物品段制成的。
38、从对根据本发明的实施方式连同权利要求和所附的附图的描述中,本发明的其他特征将变得清楚。根据本发明的实施方式可以实现单个特征或多个特征的组合。
本文地址:https://www.jishuxx.com/zhuanli/20240614/96529.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表