一种建筑砌块压制成型装置
- 国知局
- 2024-07-10 18:13:50
本发明涉及建筑砌块生产,具体涉及一种建筑砌块压制成型装置。
背景技术:
1、建筑砌块生产过程中,需要先将水泥、沙石等原材料进行搅拌混合,再通过压制成型装置将混合料压制成型,然后对压制成型的建筑砌块进行养护即可。
2、例如,中国发明专利cn110466045b公开了一种建筑混凝土砌块成型装置,该成型装置能够通过传送带向成型模具中添加原料,并通过伸缩缸驱动成型板来对成型模具内的原料压制成型,然而,上述建筑混凝土砌块成型装置将砌块压制成型后无法自动脱模和卸料。
技术实现思路
1、针对现有技术中的缺陷,本发明提供了一种建筑砌块压制成型装置,以在砌块压制成型后能够自动进行脱模和卸料。
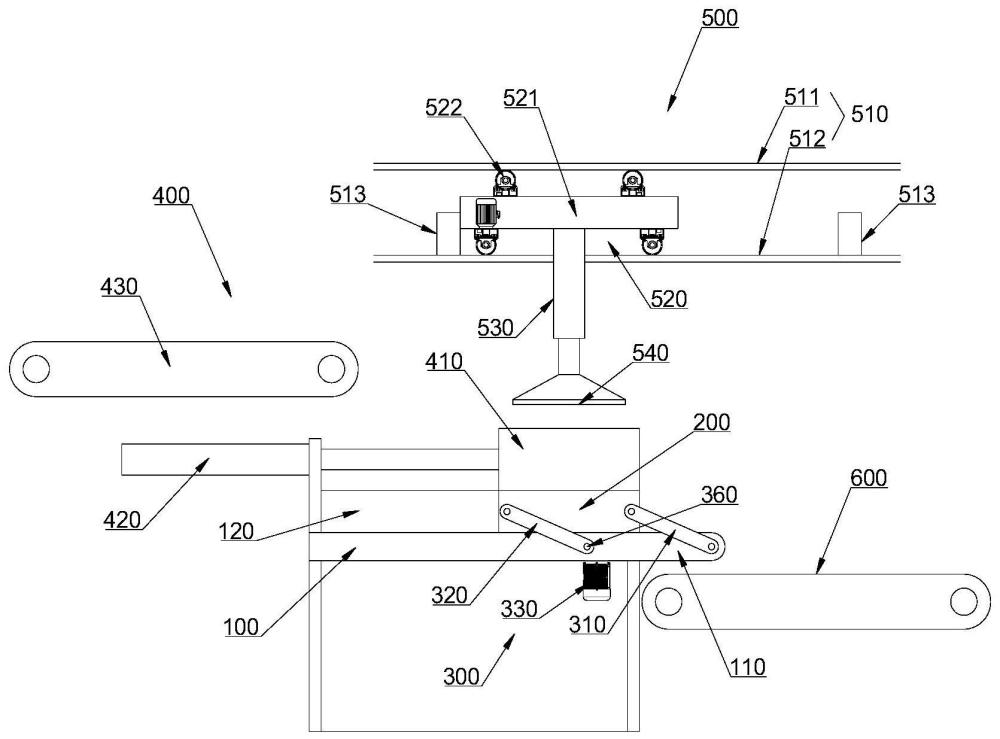
2、本发明提供了一种建筑砌块压制成型装置,包括:
3、工作台,所述工作台上设有压制工位,工作台的前侧设有脱模工位,工作台前端的左右两侧设有向前延伸的悬臂板;
4、成型模具,所述成型模具内设有上下贯穿的型腔,成型模具置于工作台上的脱模工位时,工作台对型腔的下端形成封堵;
5、移动机构,所述移动机构包括两组左右对称设置的连杆组件、以及驱动组件,各所述连杆组件均包括前连杆和后连杆,所述前连杆、后连杆、工作台和成型模具构成平行四连杆机构,其中前连杆的一端铰接于所述成型模具前端的侧部,前连杆的另一端铰接于所述悬臂板的前端,后连杆的一端铰接于所述成型模具后端的侧部,后连杆的另一端铰接于所述工作台的侧部,所述驱动组件用于驱动前连杆和后连杆前后摆动,以带动成型模具在压制工位和脱模工位之间移动;
6、加料机构,所述加料机构用于向成型模具的型腔中加入原料;
7、压制机构,所述压制机构包括设于所述压制工位和脱模工位上方的天车轨道、安装在所述天车轨道上的天车、固定于所述天车下侧的伸缩缸以及设于所述伸缩缸下端的压制板,所述压制板与成型模具的型腔匹配,压制板设于所述成型模具的上方,并能够在天车的带动下对准处于压制工位或脱模工位的成型模具的型腔;
8、卸料输送机,所述卸料输送机设于所述工作台的前侧,卸料输送机的一端延伸至所述脱模工位的下侧。
9、进一步地,所述驱动组件包括驱动电机、蜗轮和蜗杆,所述驱动电机安装在所述工作台的底部,所述工作台转动安装有横向转轴,两组连杆组件的后连杆分别固定在所述横向转轴上,所述蜗轮同轴固定在横向转轴上,所述蜗杆同轴固定在驱动电机的输出轴上并与蜗轮啮合。
10、进一步地,所述加料机构包括加料框和伸缩推杆,所述工作台上位于所述脱模工位的后侧设有凸台,所述成型模具置于压制工位时,成型模具的顶面与所述凸台的顶面齐平并相接,所述加料框置于所述凸台上,所述伸缩推杆用于推动所述加料框在凸台和成型模具之间滑移。
11、进一步地,所述伸缩推杆采用液压杆。
12、进一步地,所述加料机构还包括加料输送机,所述加料输送机用于向所述加料框内输送原料。
13、进一步地,所述加料输送机采用皮带输送机。
14、进一步地,所述伸缩缸采用液压缸。
15、进一步地,所述天车轨道包括上轨道和下轨道,所述天车包括天车本体设于所述天车本体上下侧的轨道轮,所述天车本体上下两侧的轨道轮分别定位在所述上轨道和下轨道之间,一所述轨道轮为电动轮。
16、进一步地,所述天车轨道的两端设有分别用于对所述天车前后移动的行程进行限位的限位块。
17、进一步地,所述卸料输送机采用皮带输送机。
18、本发明的有益效果体现在:
19、工作时,先将成型模具置于工作台上的压制工位,向成型模具的型腔内加入原料,压制机构移动到压制工位的上方,并通过伸缩缸驱动压制板压入成型模具的型腔内,从而将型腔内的原料压制成型,砌块压制成型后,伸缩缸驱动压制板退出成型模具,然后驱动前连杆和后连杆向前摆动,以将成型模具移动到脱模工位,同时天车带动压制机构移动到脱模工位的上方,并通过伸缩缸驱动压制板压入成型模具的型腔内,压制板将型腔内压制成型的砌块顶出,顶出的砌块落在下方的卸料输送机上,最后通过卸料输送机输送走,因此,本申请在砌块压制成型后,能够自动进行脱模和卸料。
技术特征:1.一种建筑砌块压制成型装置,其特征在于,包括:
2.根据权利要求1所述的建筑砌块压制成型装置,其特征在于,
3.根据权利要求1所述的建筑砌块压制成型装置,其特征在于,
4.根据权利要求3所述的建筑砌块压制成型装置,其特征在于,
5.根据权利要求3所述的建筑砌块压制成型装置,其特征在于,
6.根据权利要求5所述的建筑砌块压制成型装置,其特征在于,
7.根据权利要求1所述的建筑砌块压制成型装置,其特征在于,
8.根据权利要求1所述的建筑砌块压制成型装置,其特征在于,
9.根据权利要求1所述的建筑砌块压制成型装置,其特征在于,
10.根据权利要求1所述的建筑砌块压制成型装置,其特征在于,
技术总结本发明公开了一种建筑砌块压制成型装置,包括工作台、成型模具、移动机构、加料机构、压制机构和卸料输送机;工作台上设有压制工位,工作台的前侧设有脱模工位;成型模具内设有上下贯穿的型腔;移动机构包括两组左右对称设置的连杆组件、以及驱动组件,各连杆组件均包括前连杆和后连杆,前连杆、后连杆、工作台和成型模具构成平行四连杆机构,驱动组件用于驱动前连杆和后连杆前后摆动;压制机构包括设于压制工位和脱模工位上方的天车轨道、安装在天车轨道上的天车、固定于天车下侧的伸缩缸以及设于伸缩缸下端的压制板;卸料输送机设于工作台的前侧,卸料输送机的一端延伸至脱模工位的下侧。本发明在砌块压制成型后能够自动进行脱模和卸料。技术研发人员:李傲受保护的技术使用者:重庆水利电力职业技术学院技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240615/66984.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表