加工工具旋转角度后加工位置确定方法及相关系统设备与流程
- 国知局
- 2024-07-10 18:17:26
本申请涉及加工控制领域,特别涉及一种加工工具旋转角度后加工位置确定方法、加工工具的控制系统、加工设备及计算机存储介质。
背景技术:
1、随着机械加工领域的智能化发展,对于产品不同形态的加工需求以及加工精度上的要求越来越高,传统的plc控制器已无法满足现代化的加工需求。对于该领域而言,系统的迭代和升级变得愈发重要。控制系统需要能够满足绝大部分的加工需求,并且可以实现高度自定义加工,满足各种高级需求。
2、例如在石材切割领域,需要实现对石材进行不同形状的倒角,以及对于圆弧图形的挖孔等功能。精确的计算出加工位置决定了加工后产品的精度。相关技术中,需要输入较多图纸上的机械参数,构建数学模型共同参与计算。然而,装配过程中难免会出现毫米级的安装误差,这些误差在数学模型中难以准确测量,并且很难对参数进行补偿。因此,要实现精确的计算往往比较困难。
技术实现思路
1、本申请提出一种加工工具旋转角度后加工位置确定方法、加工工具的控制系统、加工设备及计算机存储介质,以解决现有技术中加工位置计算不准确的问题。
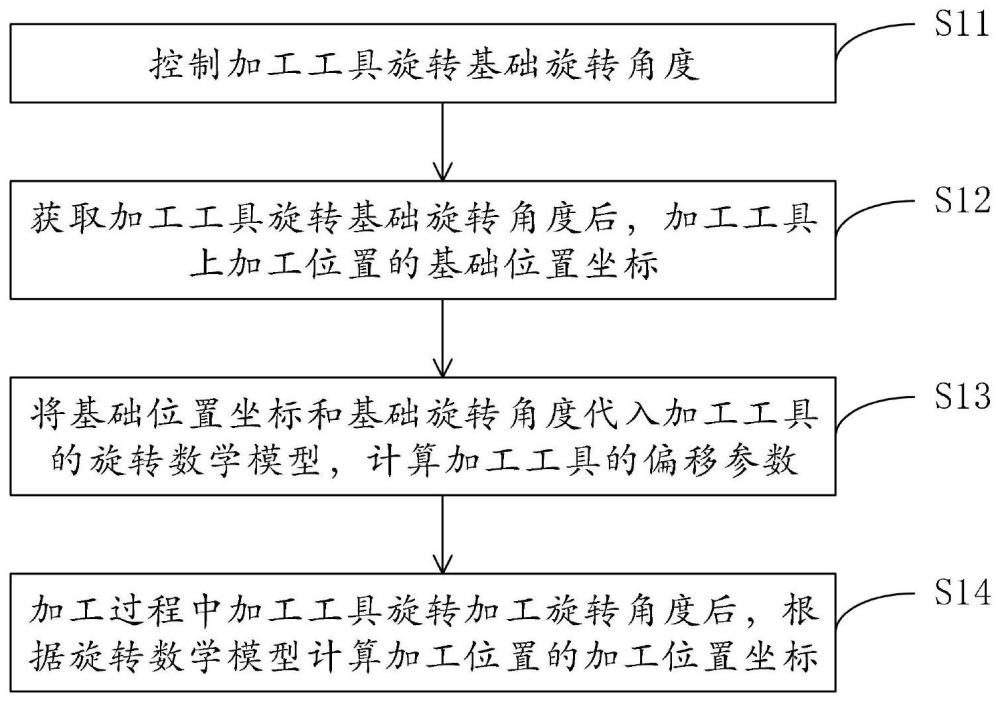
2、为解决上述技术问题,本申请提出一种加工工具旋转角度后加工位置确定方法,加工位置确定方法包括:控制加工工具旋转基础旋转角度;获取加工工具旋转基础旋转角度后,加工工具上加工位置的基础位置坐标;将基础位置坐标和基础旋转角度代入加工工具的旋转数学模型,计算加工工具的偏移参数;旋转数学模型为偏移参数、旋转角度和位置坐标的相关数学公式;加工过程中加工工具旋转加工旋转角度后,根据旋转数学模型计算加工位置的加工位置坐标。
3、其中,加工工具为锯头,所述锯头包括转轴和锯片,所述加工位置为锯点。
4、其中,旋转数学模型中将加工工具模拟为具有r和l两个尺寸的l形状;旋转数学模型为:y=sinα×l+r1-cosα×r1,z=sinα×r2-l+cosα×l;l为锯片的半径;获取加工工具旋转基础旋转角度后,加工工具上加工位置的基础位置坐标,包括:获取加工工具旋转基础旋转角度α1后,加工工具上加工位置的基础位置坐标y1和z1;将基础位置坐标和基础旋转角度代入加工工具的旋转数学模型,计算加工工具的偏移参数,包括:计算加工工具的偏移参数r1和r2。
5、其中,基础旋转角度α1为45°。
6、其中,加工工具包括三个方向的平动轴:x轴、y轴和z轴,两个方向的旋转轴:c轴和a轴,c轴的可旋转角度为-360°~360°,a轴的可旋转角度为0°~90°,加工工具旋转角度为在a轴上的旋转角度。
7、其中,控制所述加工工具旋转基础旋转角度,之前包括:校准加工工具的脉冲当量和零点位置。
8、其中,校准加工工具的脉冲当量,包括:校准加工工具,使得加工工具在接收到单位脉冲信号时,实际移动距离等于预设移动距离,且实际旋转角度等于预设旋转角度。
9、为解决上述技术问题,本申请提出一种加工工具的控制系统,其特征在于,控制系统包括:控制模块,用于控制加工工具旋转基础旋转角度;获取模块,用于获取加工工具旋转基础旋转角度后,加工工具上加工位置的基础位置坐标;计算模块,用于将基础位置坐标和基础旋转角度代入加工工具的旋转数学模型,计算加工工具的偏移参数;旋转数学模型为偏移参数、旋转角度和位置坐标的相关数学公式;还用于在加工过程中加工工具旋转加工角度后,根据所述旋转数学模型计算所述加工位置的加工位置坐标。
10、为解决上述技术问题,本申请提出一种加工设备包括相互连接的处理器,存储器,及存储在存储器上并可在处理器上运行的计算机程序,处理器执行所述计算机程序时实现上述方法的步骤。
11、为解决上述技术问题,本申请提出一种计算机存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现上述方法的步骤。
12、本申请加工位置确定方法包括:控制加工工具旋转基础旋转角度;获取加工工具旋转基础旋转角度后,加工工具上加工位置的基础位置坐标;将基础位置坐标和基础旋转角度代入加工工具的旋转数学模型,计算加工工具的偏移参数;旋转数学模型为偏移参数、旋转角度和位置坐标的相关数学公式;加工过程中加工工具旋转加工旋转角度后,根据旋转数学模型计算加工位置的加工位置坐标。本申请降低了机械精度和测量误差对加工位置的计算结果的影响,使得计算结果更加精确。
技术特征:1.一种加工工具旋转角度后加工位置确定方法,其特征在于,所述加工位置确定方法包括:
2.根据权利要求1所述的加工位置确定方法,其特征在于,所述加工工具为锯头,所述锯头包括转轴和锯片,所述加工位置为锯点。
3.根据权利要求2所述的加工位置确定方法,其特征在于,所述旋转数学模型中将所述加工工具模拟为具有r和l两个尺寸的l形状;
4.根据权利要求3所述的加工位置确定方法,其特征在于,所述基础旋转角度α1为45°。
5.根据权利要求2所述的加工位置确定方法,其特征在于,所述加工工具包括三个方向的平动轴:x轴、y轴和z轴,两个方向的旋转轴:c轴和a轴,所述c轴的可旋转角度为-360°~360°,所述a轴的可旋转角度为0°~90°,所述加工工具旋转角度为在a轴上的旋转角度。
6.根据权利要求5所述的加工位置确定方法,其特征在于,所述控制所述加工工具旋转基础旋转角度,之前包括:
7.根据权利要求6所述的加工位置确定方法,其特征在于,所述校准所述加工工具的脉冲当量,包括:
8.一种加工工具的控制系统,其特征在于,所述控制系统包括:
9.一种加工设备,其特征在于,所述加工设备包括相互连接的处理器,存储器,及存储在所述存储器上并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1-7中任一项所述方法的步骤。
10.一种计算机存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1-7中任一项所述方法的步骤。
技术总结本申请涉及一种加工工具旋转角度后加工位置确定方法,加工位置确定方法包括:控制加工工具旋转基础旋转角度;获取加工工具旋转基础旋转角度后,加工工具上加工位置的基础位置坐标;将基础位置坐标和基础旋转角度代入加工工具的旋转数学模型,计算加工工具的偏移参数;旋转数学模型为偏移参数、旋转角度和位置坐标的相关数学公式;加工过程中加工工具旋转加工旋转角度后,根据旋转数学模型计算加工位置的加工位置坐标。本申请降低了机械精度和测量误差对加工位置的计算结果的影响,使得计算结果更加精确。技术研发人员:彭烈枫,黎永杨,莫云峰,钱作忠,丁信忠受保护的技术使用者:深圳众为兴技术股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240615/67315.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表