一种曲面柔性线锯切割过程的变形监测装置及监测方法
- 国知局
- 2024-07-10 18:20:56
本发明属于柔性线锯切割领域,主要涉及一种曲面柔性线锯切割过程的变形监测装置及监测方法。
背景技术:
1、近几年来,随着航空航天、医疗工业、工模具制造业及汽车工业等领域的快速发展,出现一大批加工难度大、性能指标要求苛刻的复杂曲面形状类零件。传统铣削、磨削等曲面加工方式存在刀具与工件接触区域小(属于点接触加工),加工余量大,刀具磨损严重,加工效率低等问题。采用柔性线锯切割加工技术可以有效的提高加工效率和材料利用率。
2、柔性线锯在切割加工过程中由于柔性线锯与切割工件之间存在接触力,因此柔性线锯会发生弯曲变形,使得柔性线锯与切割工件的接触位置无法到达设定的坐标点,导致柔性线锯加工后的复杂曲面零件形状与目标工件形状存在偏差,无法满足形状精度要求从而造成材料浪费和经济损失。
3、公开专利“一种多线切割机线网线弓在线监测装置及方法”(公开号cn106313353a)提出利用距离传感器如超声波距离传感器、激光距离传感器测量线锯偏移距离,通过三角函数关系计算线弓角度。以及公开专利“光伏硅片切割过程检测线弓的方法和装置”(公开号cn107672071)提出利用带有透明标尺的望远镜头观察线锯纵向高度通过几何角度计算得到线弓角,镜头中央带有十字标识。
4、但是上述所提及的公开专利所提出的柔性线锯变形监测装置及监测方法都是仅适用于柔性线锯切割平面工件时的变形监测,并未提及切割复杂曲面零件过程中柔性线锯变形的监测装置及监测方法。随着柔性线锯在复杂曲面零件加工领域应用逐渐广泛,复杂曲面零件切割过程对柔性线锯变形的监测具有重要意义。
5、有鉴于此,本技术提出了一种柔性线锯切割复杂曲面零件过程的变形监测装置及监测方法,弥补了柔性线锯切割在复杂曲面零件加工过程监测装置和监测方法领域的空白。
技术实现思路
1、本发明的目的在于解决柔性线锯切割复杂曲面零件时由于柔性线锯变形所导致的切割加工结果、形状精度偏差的问题,故提供一种曲面柔性线锯切割过程的变形监测装置及监测方法。
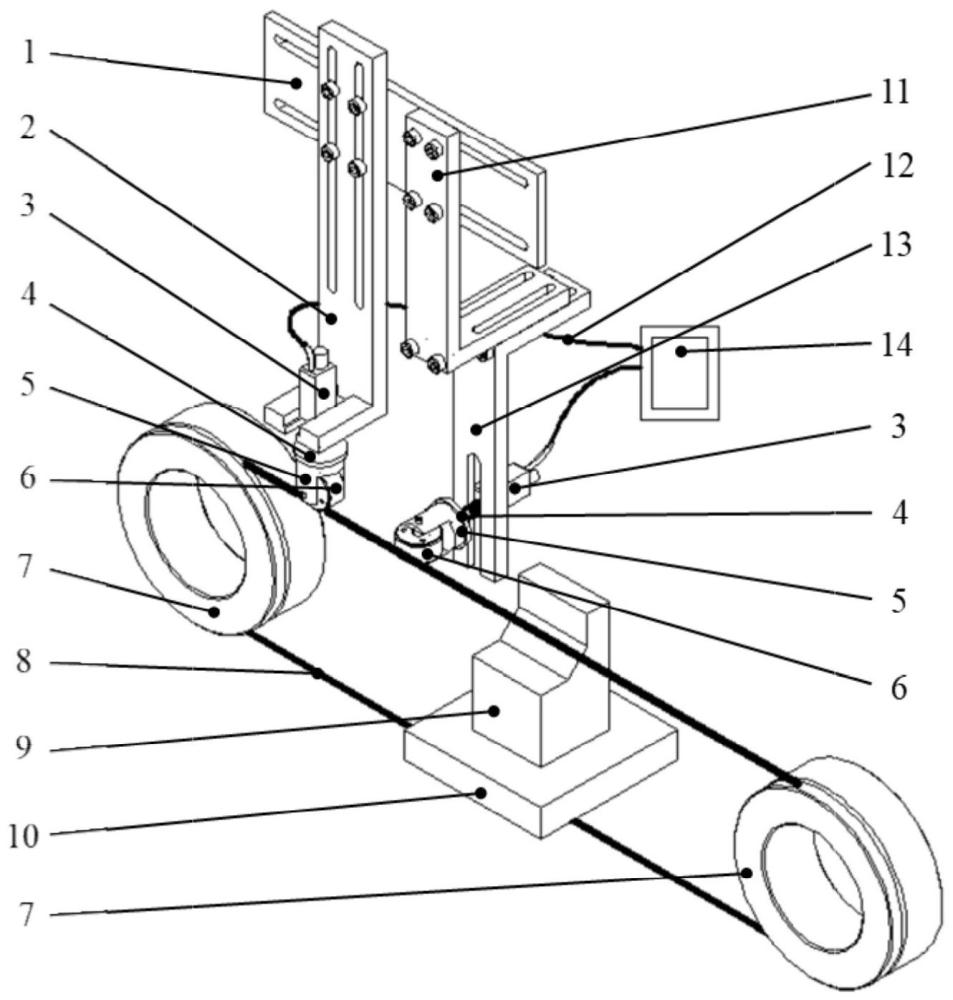
2、为了解决上述的技术问题,本发明提供了一种曲面柔性线锯切割过程的变形监测装置,所述变形监测装置包括固定支撑座、第一监测装置、第二监测装置以及数据采集系统;所述固定支撑座固定在柔性线锯切割设备上,所述柔性线锯切割设备包括柔性线锯,所述柔性线锯沿x轴方向设置;所述第一监测装置沿z轴方向设置,所述第二监测装置沿y轴方向设置;
3、所述第一监测装置及第二监测装置均包括弹簧位移传感器及安装该弹簧位移传感器的传感器夹具,所述弹簧位移传感器与所述数据采集系统通信连接;所述传感器夹具安装在所述固定支撑座上;
4、所述弹簧位移传感器包括滚轮测头;所述第一监测装置的滚轮测头沿z轴方向与所述柔性线锯接触,所述第二监测装置的滚轮测头沿y轴方向与所述柔性线锯接触。
5、在一较佳实施例中,所述滚轮测头包括滚轮夹具及滚轮;所述滚轮夹具安装在所述弹簧位移传感器上,所述滚轮通过滚动轴承安装在所述滚轮夹具上;
6、所述滚轮夹具包括滚轮夹具锁盘,所述滚轮夹具锁盘用于调节滚轮夹具的旋转角度。
7、在一较佳实施例中,所述弹簧位移传感器与所述数据采集系统通过电压信号输出线相连。
8、在一较佳实施例中,所述传感器夹具包括卡槽,所述弹簧位移传感器安装在所述卡槽内;
9、所述弹簧位移传感器在所述卡槽内移动,以调整所述滚轮测头的位置,使得所述滚轮测头的滚轮中位面与所述柔性线锯共面。
10、在一较佳实施例中,所述第一监测装置设置z方向传感器夹具,所述第二监测装置y方向传感器夹具支撑座及y方向传感器夹具;
11、所述z方向传感器夹具设置z方向槽孔,所述y方向传感器夹具支撑座设置y方向槽孔,所述固定支撑座设置x方向槽孔;
12、所述z方向传感器夹具通过z方向槽孔与x方向槽孔配合滑动安装在固定支撑座上;所述y方向传感器夹具支撑座通过x方向槽孔滑动安装在固定支撑座上;所述y方向传感器夹具通过y方向槽孔滑动安装在y方向传感器夹具支撑座上;通过槽孔滑动以调整所述滚轮侧头的位置,使得所述滚轮侧头与所述柔性线锯接触,保证所述第一监测装置与第二监测装置x方向距离。
13、在一较佳实施例中,所述滚轮采用耐磨材料,所述耐磨材料为聚氨酯或聚乙烯;
14、所述柔性线锯为固结磨粒线锯或游离磨粒线锯或绳锯或电火花电极线。
15、在一较佳实施例中,所述柔性线锯在复杂曲面工件切割过程沿着工件进给方向的反方向偏离形成线锯变形现象,所述弹簧位移传感器在所述柔性线锯作用力下缩进引起输出电压信号的变化,反馈到所述数据采集系统。
16、本发明还提供了一种曲面柔性线锯切割过程的变形监测方法,应用所述的变形监测装置;
17、所述变形监测方法包括:
18、步骤a:安装切割工件;工件安装在柔性线锯切割设备的工作台上;
19、步骤b:安装所述变形监测装置;所述柔性线锯沿x轴方向设置,所述第一监测装置滚轮测头沿z轴方向与所述柔性线锯接触;所述第二监测装置的滚轮测头沿y轴方向与所述柔性线锯接触;
20、步骤c:非切割加工状态下进行柔性线锯变形量校准及计算;控制工作台分别沿水平方向和垂直方向进给,通过弹簧位移传感器监测柔性线锯的变形,弹簧位移传感器监测输出电压信号与进给时间的关系;数据采集系统通过进给速度计算得到进给位移量与进给时间的关系,通过拟合得到进给位移量和输出电压信号的数学关系,即柔性线锯变形量与输出电压信号的数学关系;
21、步骤d:切割加工状态实时监测柔性线锯变形量;开始切割加工,柔性线锯与切割工件之间存在作用力使得柔性线锯弯曲变形,利用步骤c拟合得到的柔性线锯变形量与输出电压信号的数学关系,根据实时监测得到的输出电压信号计算垂直方向和水平方向的柔性线锯变形量随时间的变化;
22、步骤e:拟合实际切割曲面;根据垂直方向和水平方向柔性线锯变形量随时间的变化计算柔性线锯切割过程中柔性线锯与切割工件的实际接触位置,拟合得到实际切割曲面;通过对比拟合实际切割曲面与目标加工曲面实时调整切割轨迹。
23、在一较佳实施例中,所述滚轮与所述柔性线锯接触,并在所述柔性线锯张紧后沿所述柔性线锯进给方向移动一定距离,以使得所述弹簧位移传感器在柔性线锯变形监测开始前具有一定距离的缩进。
24、相较于现有技术,本发明的技术方案具备以下有益效果:
25、1.本发明提供了一种曲面柔性线锯切割过程的变形监测装置及监测方法,通过两个相互垂直安装的弹簧位移传感器能够实时准确地监测相互垂直方向的柔性线锯弯曲变形量,保证了监测过程中的实时性,稳定性及线锯变形的全数据监测,弥补了柔性线锯切割在复杂曲面零件加工过程监测装置和监测方法领域的空白。致力于解决目前柔性线锯切割领域在加工复杂曲面零件时由于线锯变形所导致的零件形状偏差问题,极大程度上提高了复杂曲面零件的线锯加工质量,减少由于复杂曲面零件形状无法满足要求所造成的材料浪费及经济损失。
26、2.弹簧位移传感器的传感器夹具及固定支撑座位置可灵活调整,适用于不同尺寸的柔性线锯及切割设备,满足柔性线锯切割行业在加工复杂曲面零件的要求。
27、3.根据垂直方向和水平方向柔性线锯变形量随时间的变化关系计算柔性线锯切割过程中柔性线锯与切割工件的实际接触位置,拟合得到实际切割曲面。通过对比拟合实际切割曲面与目标加工曲面实时调整切割轨迹,保证柔性线锯切割加工后的复杂曲面满足形状精度要求,避免材料浪费及经济损失。
本文地址:https://www.jishuxx.com/zhuanli/20240615/67722.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表