增白/免烫/防水一浴的面料加工方法与流程
- 国知局
- 2024-07-11 15:06:31
本发明属于纺织加工的,具体涉及增白/免烫/防水一浴的面料加工方法。
背景技术:
1、免烫防水面料的加工流程过长,产生的废水,废气多,因为流程长消耗水电气也多,环境污染大,人工消耗多。
2、目前增白免烫防水面料的加工流程是:增白--免烫--焙烘--防水--焙烘--预缩,在免烫、防水、焙烘这4道工序中产生废气。普通的免烫防水体系需要经过两道焙烘,容易使其白度降低。普通免烫防水,免烫工序在拉幅机上完成烘干后再用焙烘机焙烘,然后防水工序在拉幅机上完成烘干后再用焙烘机焙烘。
3、cn114481613a公开了一种原液着色面料无甲醛免烫三防一浴整理方法,工艺流程依次为面料准备、液氨整理、施加无甲醛免烫,三防助剂、焙烘、拉幅、预缩和验装;施加无甲醛免烫,三防一浴助剂,烘房温度控制在80~100℃,布面温度控制在35~40℃,落布湿度在6~6.6%之间,最后将织物在落布处打卷。其中使用的是含氟的三防助剂不环保,烘干和焙烘是分步完成的,高温焙烘完成需要进行加料的焙烘水洗,需要在拉幅机上进行轧酸,工艺复杂,废气废水产量达。
4、cn113981685a公开了一种免烫、耐防水性能磨毛面料的加工方法,将纯棉或涤棉面料坯布经过前处理→磨毛→磨毛水洗→防水/免烫一浴→焙烘→预缩,得到免烫、耐防水性能磨毛面料;防水/免烫一浴的整理液包括:免烫树脂cr-zfc,纤维保护剂sf-p,防水助剂sa-9。采用的防水/免烫一浴是在拉幅机上烘干,然后在焙烘机上进行焙烘,所整理的磨毛面料,较厚重。
5、cn116590929a公开了一种三防织物、面料及其制备方法,包括如下步骤:清洗织物,去除织物上的污渍,水洗、烘干,配制三防整理剂;三防整理剂包括以下成份助剂:无氟防水剂(水性聚氨酯与聚丙烯酸酯聚合物或聚氨酯聚合物)、抗静电剂亲水性硅油、交联剂水性脂肪族异氰酸酯和防水专用渗透剂bc;浸轧处理;将清洗处理后的织物背面贴上胶带进行浸轧,采用三防整理剂为工作液,一浸一轧,烘干,去除胶带,进行焙烘,需要在面料背面进行上胶然后在浸轧三方助剂,浸轧三防助剂后,需要烘干之后在焙烘,所整理的面料不具有免烫性。
技术实现思路
1、本发明要解决的技术问题是克服现有技术存在的上述缺陷,提供增白/免烫/防水一浴的面料加工方法,在保证面料手感、防水性能、免烫性、质感的同时,缩短加工步骤,减少耗能。
2、本发明所述的增白/免烫/防水一浴的面料加工方法:将面料坯布经过前处理→增白/免烫/防水一浴→预缩,得到超短流程免烫防水面料;
3、所述的增白/免烫/防水一浴的整理液包括:增白剂10-20g/l,免烫助剂:80-100g/l,树脂催化剂:24-30g/l,防水助剂:150-200g/l,防水交联剂:10-15g/l,余量为水。
4、增白/防水/免烫一浴采用两浸两轧工艺,轧余率为60%-70%,车速45-55m/min。
5、增白/免烫/防水一浴中采用先预烘,再烘干,预烘房温度105-110℃,预烘时间40-50s;烘房温度170-180℃,烘干时间30-40s。
6、所述的前处理包括烧毛、退浆、煮练、漂白、丝光。
7、免烫助剂为醚化n-羟甲基酸胺类树脂,优选为efr-3。
8、树脂催化剂为氯化镁,优选为氯化镁531。
9、防水助剂为烷基脲酯无氟防水助剂,优选为r3。
10、防水交联剂为封端的多异氰酸酯交联剂,优选为ain。
11、增白剂为二苯乙烯二磺酸的衍生物,优选为evb、ebb、blh的混合物。
12、预缩车速:40-60m/min;压距:8-10mm,呢毯温度:80-120℃,胶毯温度:90-130℃,张力:2-5kg,调节架拉力:20-50。
13、具体的,所述的增白/免烫/防水一浴的面料加工方法,包括以下步骤:
14、(1)前处理:将面料坯布经过烧毛、退浆、煮练、漂白、丝光;
15、(2)增白/防水/免烫一浴:整理液包括:增白剂10-20g/l,免烫助剂efr-3:80-100g/l,氯化镁531:24-30g/l,防水助剂r3:150-200g/l,防水交联剂ain:10-15g/l,余量为水;采用两浸两轧工艺,轧余率为60%-70%,车速45-55m/min,先预烘,再烘干,预烘房温度105-110℃,预烘时间40-50s;烘房温度170-180℃,烘干时间30-40s。
16、(3)预缩:车速:40-60m/min;压距:8-10mm,呢毯温度:80-120℃,胶毯温度:90-130℃,张力:2-5kg,调节架拉力:20-50。
17、本发明的增白/免烫/防水一浴的面料加工方法,流程超短,由多步法,改进为一步法,将增白/免烫/防水一浴工艺,减少了两道拉幅工序和一道焙烘工序,结合生物基的防水助剂,制得增白/免烫/防水涤棉面料。
18、本发明采用三种类型的助剂在兼溶条件下,同时作用在一个面料上,通增白/免烫/防水一浴,调整拉幅机的工艺参数,把传统的生产过程中增白、免烫、防水是分三步才能完成的,进行一步完成;面料在拉幅机前端烘箱进行预烘干,然后在拉幅机后端烘箱进行焙烘,实现烘干焙烘一体化。
19、与现有技术相比,本发明具有的有益效果是:
20、(1)本发明的增白/免烫/防水一浴的面料加工方法,采用增白/防水/免烫一浴工艺,缩短工艺流程,减少人工和水电气的消耗。
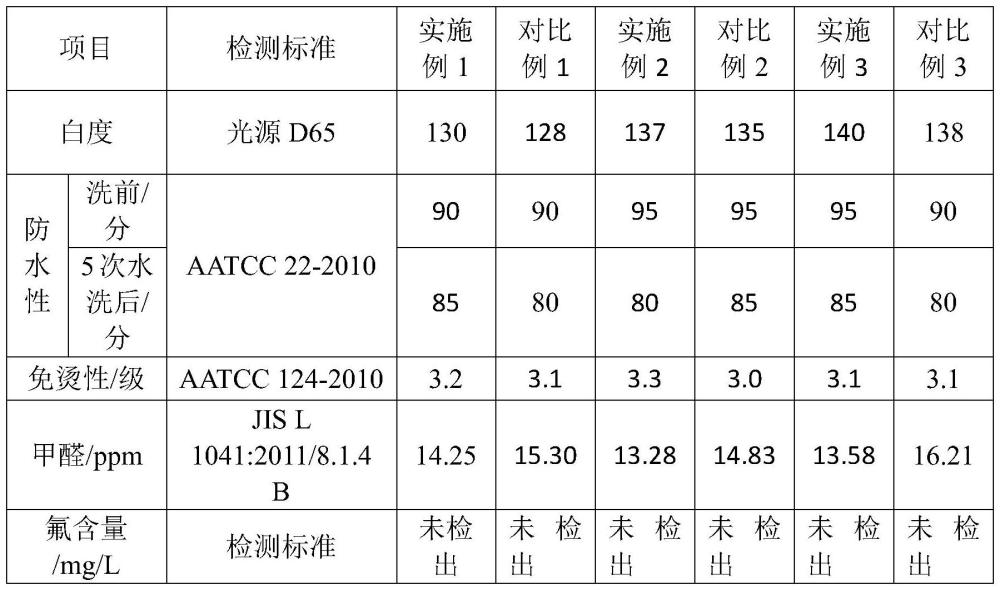
21、(2)本发明的增白/免烫/防水一浴的面料加工方法,采用增白剂、免烫、防水助剂混拼,防水性能好,免烫性能高,洗前90分以上,5次洗后80分以上。
22、(3)本发明的增白/免烫/防水一浴的面料加工方法,使用生物基防水助剂,绿色环保,对环境友好。
技术特征:1.一种增白/免烫/防水一浴的面料加工方法,其特征在于:将面料坯布经过前处理→增白/免烫/防水一浴→预缩,得到超短流程免烫防水面料;
2.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:增白/防水/免烫一浴采用两浸两轧工艺,轧余率为60%-70%,车速45-55m/min。
3.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:增白/免烫/防水一浴中采用先预烘,再烘干,预烘房温度105-110℃,预烘时间40-50s;烘房温度170-180℃,烘干时间30-40s。
4.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:所述的前处理包括烧毛、退浆、煮练、漂白、丝光。
5.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:免烫助剂为醚化n-羟甲基酸胺类树脂。
6.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:树脂催化剂为氯化镁。
7.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:防水助剂为烷基脲酯无氟防水助剂。
8.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:防水交联剂为封端的多异氰酸酯交联剂。
9.根据权利要求项1所述的增白/免烫/防水一浴的面料加工方法,其特征在于:预缩车速:40-60m/min;压距:8-10mm,呢毯温度:80-120℃,胶毯温度:90-130℃,张力:2-5kg,调节架拉力:20-50。
技术总结本发明属于纺织加工的技术领域,具体涉及增白/免烫/防水一浴的面料加工方法。本发明所述的增白/免烫/防水一浴的面料加工方法:将面料坯布经过前处理→增白/免烫/防水一浴→预缩,得到超短流程免烫防水面料;所述的增白/免烫/防水一浴的整理液包括:增白剂10‑20g/L,免烫助剂:80‑100g/L,树脂催化剂:24‑30g/L,防水助剂:150‑200g/L,防水交联剂:10‑15g/L,余量为水。本发明提供增白/免烫/防水一浴的面料加工方法,在保证面料手感、防水性能、免烫性、质感的同时,缩短加工步骤,减少耗能。技术研发人员:房孝军,王喜梅,葛秋芬,宋琳,高景兰,王桂艳,唐海霞受保护的技术使用者:鲁丰织染有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240615/72481.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表