一种可侧面及正面加工的数控钻铣机及其加工步骤的制作方法
- 国知局
- 2024-07-11 15:24:19
本发明涉及钻铣机领域技术,尤其是指一种可侧面及正面加工的数控钻铣机及其加工步骤。
背景技术:
1、随着科技的发展,木材加工中心在木材加工领域应用越来越普遍,传统的木门加工一般采用:合叶机、锁孔机、木门机、规方机、钻孔机等一系列设备组合加工完成,钻孔的技术特点是:孔径不大,公差要求不高,可通过钻床或者手钻进行加工,而,铣孔的技术特点是:工件表面有要求,孔径较大,不能在车床装夹上,加工时用铣床加工;基于钻孔加工和铣孔加工的技术特点而言,一旦工件有钻孔和铣孔两种加工需求时,需要分步地将工件在钻床、铣床上分别进行钻孔和铣孔加工,虽然完成了加工需求,然而,该种加工方式,需要对工件搬运到铣床、钻床上进行分别加工,这就造成了加工效率低下的情况,同时,在工件搬运过程中,还可能对工件本身造成损坏,进而导致加工质量的下降。
2、后来,市面上出现了一种木材钻铣中心,其通过工件放置于工作台上,通过各自的位移装置将顶部钻铣机构、侧部钻铣机构移至工件相应的加工位置上进行顶部钻铣、侧部钻铣操作;但是,其结构设计欠佳,该顶部钻铣机构、侧部钻铣机构为单独设置于工作台的两侧,使得工件的顶面加工和侧面加工是分别进行的,工件加工时间长,降低了工件的加工效率,实用性不佳,适用范围小。
3、因此,需要研究一种新的技术方案来解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种可侧面及正面加工的数控钻铣机及其加工步骤,其通过机头的设计,配合相应位移机构的控制将正面钻铣组件、侧面钻铣组件移至工件的加工位置,以实现在工件一同进行正面加工、侧面加工,减少了工件的加工时长,从而提高了产品的加工效率,适用范围广。
2、为实现上述目的,本发明采用如下之技术方案:
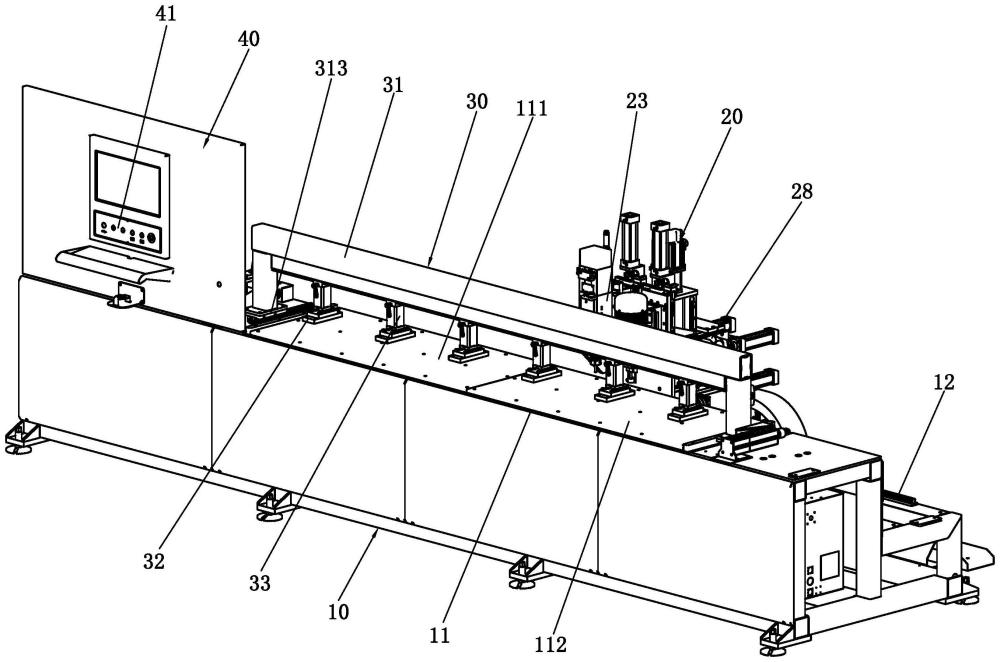
3、一种可侧面及正面加工的数控钻铣机,包括有机体及设置于机体上的机头、压料机构、控制机构;其中:所述机体具有工作台,所述机头设置于机体上并位于工作台的一侧,所述机头包括有底座、基座、正面钻铣组件、侧面钻铣组件、第一位移装置、第二位移装置和第一升降装置,所述第一位移装置驱动连接于底座以控制底座在机体上沿y轴方向往复移动,所述基座设置于底座的上端,所述第二位移装置驱动连接于基座以控制基座在底座上沿x轴方向往复移动,所述第一升降装置设置于基座上,所述第一升降装置的输出端连接有安装板,所述正面钻铣组件设置于安装板的前端,所述侧面钻铣组件设置于安装板的侧面;所述压料机构用于压持定位工作台的工件,所述压料机构包括有安装架、压料板和第二升降装置,所述第二升降装置驱动连接于压料板并设置于安装架上,所述压料板位于工作台的上方;所述控制机构具有操控面板,所述控制机构分别连接于正面钻铣组件、侧面钻铣组件、第一位移装置、第二位移装置、第一升降装置、第二升降装置。
4、作为一种优选方案,所述侧面钻铣组件设置有两个,两个侧面钻铣组件分别设置于安装板的左侧、右侧。
5、作为一种优选方案,还包括有两组斜向加工组件,两组斜向加工组件分别设置于安装板的相对两侧面上,所述正面钻铣组件位于两组斜向加工组件之间,两组斜向加工组件中,其一组斜向加工组件为自前往后斜向下加工使用,另一组斜向加工组件为自后往前斜向下加工使用。
6、作为一种优选方案,所述机头位于工作台的后侧,所述机体上设置有沿x轴方向延伸的第一导轨,所述第一导轨位于工作台的后方,所述底座的下端设置有用于与第一导轨匹配连接的第一导轨滑块,所述第一导轨滑块匹配连接于第一导轨上。
7、作为一种优选方案,所述压料机构连接有第三位移装置,所述第三位移装置用于控制压料机构在机体上沿y轴方向往复移动,所述机体上设置有沿y轴方向延伸的第二导轨,所述第二导轨设置有两个并分别设置于工作台的左侧、右侧,所述安装架包括有横梁和立柱,所述横梁为沿x轴横向延伸设置,所述立柱设置有两个并分别设置于横梁的左端、右端,两个立柱的下端均连接有用于与第二导轨匹配连接的第二导轨滑块,所述第二导轨滑块匹配连接于第二导轨上。
8、作为一种优选方案,所述工作台上设置有沿x轴方向依次设置的第一工位、第二工位,所述压料板和第二升降装置均设置有若干并沿x轴方向间距式布置于安装架上,其一部分压料板位于第一工位的上方,另一部分压料板位于第二工位的上方。
9、作为一种优选方案,所述机体上设置有用于配合正面钻铣组件、侧面钻铣组件进行自动换刀的刀库、对刀仪,所述刀库、对刀仪位于工作台的侧旁。
10、作为一种优选方案,所述机头上设置有用于检测工件厚度的厚度检测机构,所述厚度检测机构设置于安装板上并位于正面钻铣组件的侧旁,所述厚度检测机构包括有定位块、检测开关和第三升降装置,所述检测开关设置于定位块的下端,所述第三升降装置驱动连接于定位块,以控制定位块朝向工作台移动并使检测开关与工件接触,所述检测开关、第三升降装置分别连接于控制机构。
11、作为一种优选方案,还设置有吸尘机构,所述吸尘机构设置于机体上并位于工作台的后侧,所述机头位于吸尘机构的上方,所述吸尘机构包括有吸尘罩及用于控制吸尘罩沿x轴方向往复位移的第四位移装置,所述第四位移装置连接于控制机构。
12、一种数控钻铣机工作步骤,包括以下步骤:
13、步骤一:先将工件放置于工作台上;
14、步骤二:通过控制机构启动压料机构,压料板随第二升降装置的控制朝向工件移到并压持固定工件;
15、步骤三:启动机头,通过控制机构运行加工程序并读取正面钻铣组件、侧面钻铣组件的刀号,再进行换刀、对刀操作;
16、步骤四:用控制机构启动厚度检测机构,第三升降装置控制定位块朝向工件移动,以使检测开关与工件接触,检测开关与工件接触到位后将信息反馈并得到工件厚度测量值;
17、步骤五:正面钻铣组件、侧面钻铣组件经第一位移装置、第二位移装置和第一升降装置的控制移动到加工位置,并分别对工件的正面、侧面进行钻铣操作;
18、步骤六:加工完毕,机头远离工件,压料板上升,取出工件。
19、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过机头的设计,利用压料机构将工件压持定位,配合相应位移机构的控制将正面钻铣组件、侧面钻铣组件移至工件的加工位置,以实现在工件一同进行正面加工、侧面加工,减少了工件的加工时长,从而提高了产品的加工效率,结构设计巧妙合理,满足用户的使用需求,实用性强,适用范围广;
20、其次是,两个侧面钻铣组件的设置,提高了工件侧面加工的效率,同时,斜向加工组件的设置,以实现工件侧面的斜向加工处理,满足不同工件的侧面加工需求,实用性强,且,压料机构的可移动式设置,以便于不同规格的工件在工作台上的压持定位,保证了工件的正面加工、侧面加工的质量稳定性;
21、以及,第一工位、第二工位的设置,以实现工作台的双工位加工,进一步减少工件的加工时长,有利于提高产品的生产效率,同时,刀库、对刀仪的设置,根据加工程序的运行对正面钻铣组件、侧面钻铣组件的刀号进行读取并把相应刀号更换于正面钻铣组件、侧面钻铣组件上,以满足工件正面加工、侧面加工的要求,且,厚度检测机构的设置,以检测出工件的厚度,并将不合格工件筛选出,保证了后续产品的合格率,减少返工或报废现象,可用性佳。
22、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
本文地址:https://www.jishuxx.com/zhuanli/20240615/74433.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表