一种木工车床大直径工件稳定装夹工具的制作方法
- 国知局
- 2024-07-11 15:26:39
本技术属于工装制造领域,具体为一种木工车床大直径工件稳定装夹工具。
背景技术:
1、木工车床通常的装夹方式是利用φ40梅花顶尖在两端直接顶紧,无卡盘装夹。当车削工件直径超过φ150时,受工件直径大、材质偏软(木质、树脂类)、车削力矩大、冲击力、顶尖装夹受力面积小等多种因素影响,工件加工过程中容易发生顶尖装夹松动现象,造成加工工件的表面质量及精度达不到要求,存在生产安全隐患。为保证工件表面质量及精度,消除生产安全隐患,需改进现有的顶尖装夹方式,设计一种专用装夹工具,以保证大直径工件稳定装夹及加工。设计制造一种木工车床大直径工件稳定装夹工具(见附图),用45#钢制造后淬火处理,外径φ200。其特征在于:大直径工件一端面通过装夹盘平面上的多个φ5通孔,在反面用木螺钉紧固;装夹盘通过轴套内螺纹与左顶尖轴螺纹连接紧固;工件另一端沿用梅花顶尖顶紧;工件装夹后,装夹受力面积显著加大,受力均匀,加工过程中不会出现顶尖装夹松动现象。
技术实现思路
1、实用新型目的:解决木工车床大直径工件加工过程中容易发生顶尖装夹松动的问题。
2、技术方案
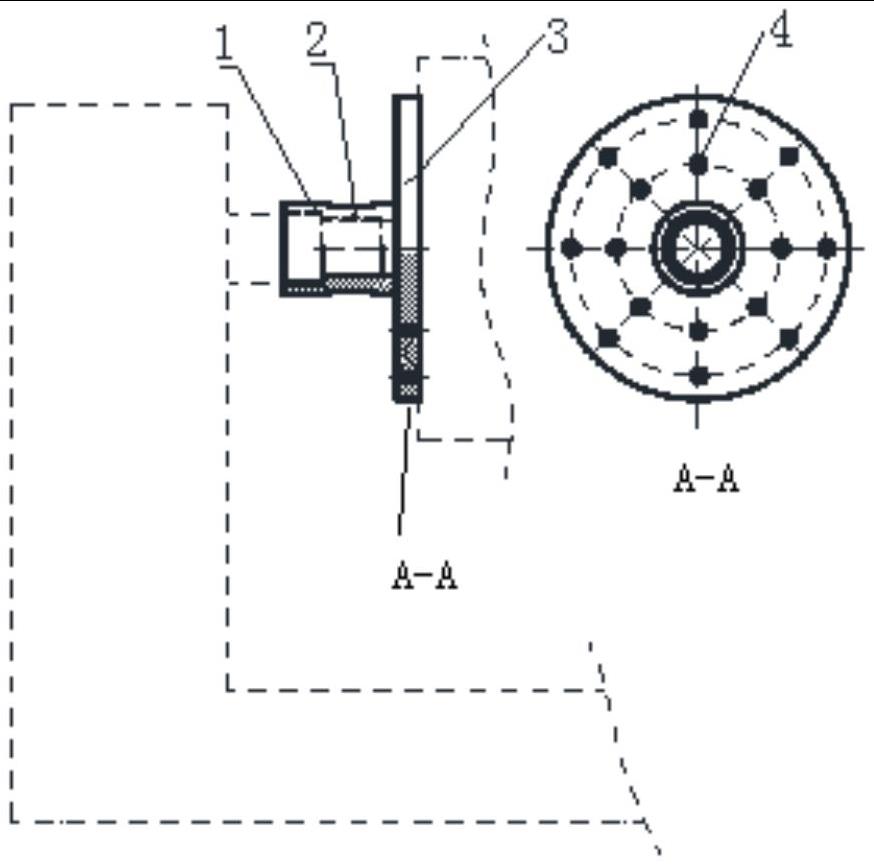
3、一种木工车床大直径工件稳定装夹工具,包括顶尖轴套1、装夹盘3;所述顶尖轴套1与装夹盘3通过焊接紧固为一体,所述顶尖轴套1的内腔设有轴套内螺纹2,所述装夹盘3上设有木螺钉安装孔4,
4、所述木螺钉安装孔4沿装夹盘3的轴线均匀分布。
5、所述木螺钉安装孔4设置为多组分布在装夹盘3上。
6、所述顶尖轴套1、装夹盘3均由45#钢加工制成。
7、进一步的,所述木螺钉安装孔4具体尺寸为φ5mm;长度为30mm-50mm。
8、进一步的,所述装夹盘3厚度应小于木螺钉长度,装夹盘3厚度为15mm。
9、技术效果
10、成为了一种针对木工车床大直径工件装夹的专用工具,解决了大直径工件两端都采用梅花顶尖紧固时,因车削加工力矩、冲击力等因素造成的工件装夹不稳问题。大直径工件一端采用装夹工具装夹,另一端使用梅花顶尖顶紧后,工件车削加工过程平稳,工件的表面质量及加工精度均满足使用要求。可延伸使用在中小直径的工件车削加工中,通过在中小直径工件的一端钉紧一块φ200的木板,将木板与装夹工具用木螺钉钉紧后,一样能进行稳定车削加工,给中小直径工件的车削装夹,增加了一种可靠的装夹工具与装夹方式,确保工件加工的表面质量及加工精度。
技术特征:1.一种木工车床大直径工件稳定装夹工具,其特征在于,包括顶尖轴套(1)、装夹盘(3);所述顶尖轴套(1)与装夹盘(3)通过焊接紧固为一体,所述顶尖轴套(1)的内腔设有轴套内螺纹(2),所述装夹盘(3)上设有木螺钉安装孔(4)。
2.根据权利要求1所述的一种木工车床大直径工件稳定装夹工具,其特征在于,所述木螺钉安装孔(4)沿装夹盘(3)的轴线均匀分布。
3.根据权利要求1所述的一种木工车床大直径工件稳定装夹工具,其特征在于,所述木螺钉安装孔(4)设置为多组分布在装夹盘(3)上。
4.根据权利要求1所述的一种木工车床大直径工件稳定装夹工具,其特征在于,所述顶尖轴套(1)、装夹盘(3)均由45#钢加工制成。
5.根据权利要求1所述的一种木工车床大直径工件稳定装夹工具,其特征在于,所述木螺钉安装孔(4)具体尺寸为φ5mm;长度为30mm-50mm。
6.根据权利要求1所述的一种木工车床大直径工件稳定装夹工具,其特征在于,所述装夹盘(3)厚度应小于木螺钉长度,装夹盘(3)厚度为15mm。
技术总结本技术属于工装制造领域,具体为一种木工车床大直径工件稳定装夹工具。包括顶尖轴套、装夹盘;所述顶尖轴套与装夹盘通过焊接紧固为一体,所述顶尖轴套的内腔设有轴套内螺纹,所述装夹盘上设有木螺钉安装孔;工件车削加工过程平稳,工件的表面质量及加工精度均满足使用要求。技术研发人员:黎勇华,喻忱,朱丽洁,刁荣军,陈保军,邓禄,张谦谦,熊俏受保护的技术使用者:江西昌河航空工业有限公司技术研发日:20230321技术公布日:2024/2/29本文地址:https://www.jishuxx.com/zhuanli/20240615/74622.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表