一种板材成型装置的制作方法
- 国知局
- 2024-07-11 15:32:20
本技术涉及板材加工设备,具体涉及一种板材成型装置。
背景技术:
1、冲压机,就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。
2、现有技术中在对木材进行切割、磨边等工作都会产生各种各样的废料,这些废料若不加以利用就会形成资源浪费,因此会将这些废料放置进板材冲压设备内将其冲压成复合板等板材。
3、在使用过程中发现,在将木材废料放置进冲压机内的凹槽中后,还需要工作手动使用工具将凹槽两边的木材砸平,即将超出凹槽部分的木材砸进凹槽内,使其能够被正常冲压,这种对木材两边对平的方式好礼较大,且工件不断对木材边缘砸击的过程中还会对冲压设备的外表面造成损伤。
技术实现思路
1、有鉴于此,本实用新型提供一种板材成型装置,本实用新型可以在将木材废料放进凹槽内之后对木材进行对齐,避免人工对凹槽两边的木材废料进行调整,增加木材废料冲压成型时的效率。
2、为解决上述技术问题,本实用新型提供一种板材成型装置,包括机架以及机架上设置的凹模,凹模上设置凹槽,凹槽在凹模上贯穿设置,对应凹模两侧对应凹槽均设置定位机构,定位机构能够对凹槽内的木材废料进行对其,凹模上设置多个支杆,支杆设置在凹模的四角位置,多个支杆端部设置顶板,顶板水平设置在凹模上方,顶板底部通过多个第一液压伸缩杆设置凸模;凸模能够移动进凹模内对木材废料进行冲压。
3、定位机构包括设置在凹模侧边的两个固定块,固定块设置在凹槽两侧,两个固定块上均设置多个连接杆,多个连接杆在固定杆上阵列设置,连接杆端部设置连接板,连接板上设置第二液压伸缩杆,第二液压伸缩杆端部挤压块,第二液压伸缩杆能够带着挤压块进行移动。
4、挤压块为t形结构;即挤压块端部能够对凹槽外侧的木材抵触进凹槽内。
5、凹模底部对应凹槽两个滑板,两个滑板平行设置在凹模底部,两个滑板之间滑动设置挡板,挡板能够在两个滑板之间滑动,对应挡板在凹模底部设置限位块,限位块位于凹槽的另一侧,限位块上设置限位槽;即限位槽能够对挡板进行限位。
6、滑板为l形结构;即滑板能够对挡板进行支撑。
7、凹模底部设置轴承座,轴承座内设置螺纹杆,螺纹杆能够在轴承座内转动,对应螺纹杆在挡板上设置螺纹孔,螺纹杆能够在螺纹孔内旋转,对应轴承座在凹模底部设置驱动电机,驱动电机的输出轴与螺纹杆端部相连接;即驱动电机能够带动螺纹杆转动。
8、支架上对应凹模设置导料板;即导料板在支架上倾斜设置。
9、综上所述,与现有技术相比,本申请包括以下至少一种有益技术效果:
10、1、通过定位机构能够无使得在木材放置进凹槽内之后自动对超出凹槽部分的木材进行对其,从而将位于凹槽外部的木材抵触进凹槽内,从而能够避免人工将木材砸进凹槽内,进而增加了木材废料冲压成型时的工作效率。
11、2、挡板能够在对木材进行冲压时对木材进行支撑,并且在木材冲压结束后滑动挡板,然后凸模就能够将冲压后的木材抵触出凹槽内,从而能够便于将冲压后的木材从凹槽内取出。
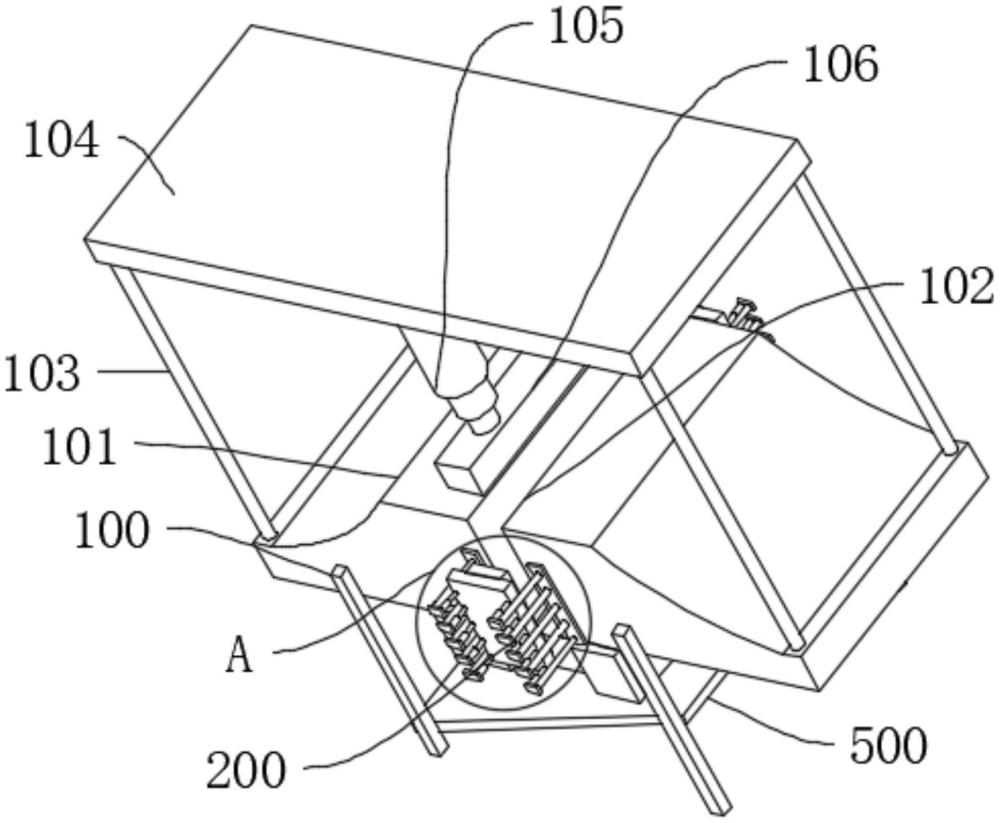
技术特征:1.一种板材成型装置,其特征在于:包括机架(100)以及机架(100)上设置的凹模(101),所述凹模(101)上设置凹槽(102),对应凹模(101)两侧对应凹槽(102)均设置定位机构(200),所述凹模(101)上设置多个支杆(103),多个所述支杆(103)端部设置顶板(104),所述顶板(104)底部通过多个第一液压伸缩杆(105)设置凸模(106);
2.如权利要求1所述的一种板材成型装置,其特征在于:所述挤压(205)块为t形结构。
3.如权利要求2所述的一种板材成型装置,其特征在于:所述凹模(101)底部对应凹槽(102)两个滑板(300),两个滑板(300)之间滑动设置挡板(301),对应挡板(301)在凹模(101)底部设置限位块(302),所述限位块(302)上设置限位槽(303)。
4.如权利要求3所述的一种板材成型装置,其特征在于:所述滑板(300)为l形结构。
5.如权利要求4所述的一种板材成型装置,其特征在于:所述凹模(101)底部设置轴承座(400),所述轴承座内设置螺纹杆(401),对应螺纹杆(401)在挡板(301)上设置螺纹孔,对应轴承座(400)在凹模(101)底部设置驱动电机(402),所述驱动电机(402)的输出轴与螺纹杆(401)端部相连接。
6.如权利要求5所述的一种板材成型装置,其特征在于:所述支架上对应凹模(101)设置导料板(500)。
技术总结本技术提供一种板材成型装置,属于板材加工技术领域,包括机架以及机架上设置的凹模,凹模上设置凹槽,对应凹模两侧对应凹槽均设置定位机构,凹模上设置多个支杆,多个支杆端部设置顶板,顶板底部通过多个第一液压伸缩杆设置凸模;本技术可以在将木材废料放进凹槽内之后对木材进行对齐,避免人工对凹槽两边的木材废料进行调整,增加木材废料冲压成型时的效率。技术研发人员:吴卫忠受保护的技术使用者:湖北柏尔雅木业股份有限公司技术研发日:20230803技术公布日:2024/3/24本文地址:https://www.jishuxx.com/zhuanli/20240615/75016.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表