一种木材船型修补件的自动加工设备的制作方法
- 国知局
- 2024-07-11 15:42:18
本技术属于木材加工,具体涉及一种木材船型修补件的自动加工设备。
背景技术:
1、目前,木材的加工生产线多是针对大型或者长度较长的木材进行加工,并没有专门针对木块原料的加工生产线,
2、此外,目前的木材加工生产线,如公开号为cn217967444u,名称为单根木芯指接机,该专利存在生产线占地面积过大,木料运输过程过于繁琐,降低加工效率,且仅通过输送带传递木料,容易存在定位不准确的问题。
技术实现思路
1、本实用新型为了解决上述问题,进而提供一种能够加工木块原料且占地面积小,工作效率高的木材船型修补件的自动加工设备。
2、本实用新型所采取的技术方案是:
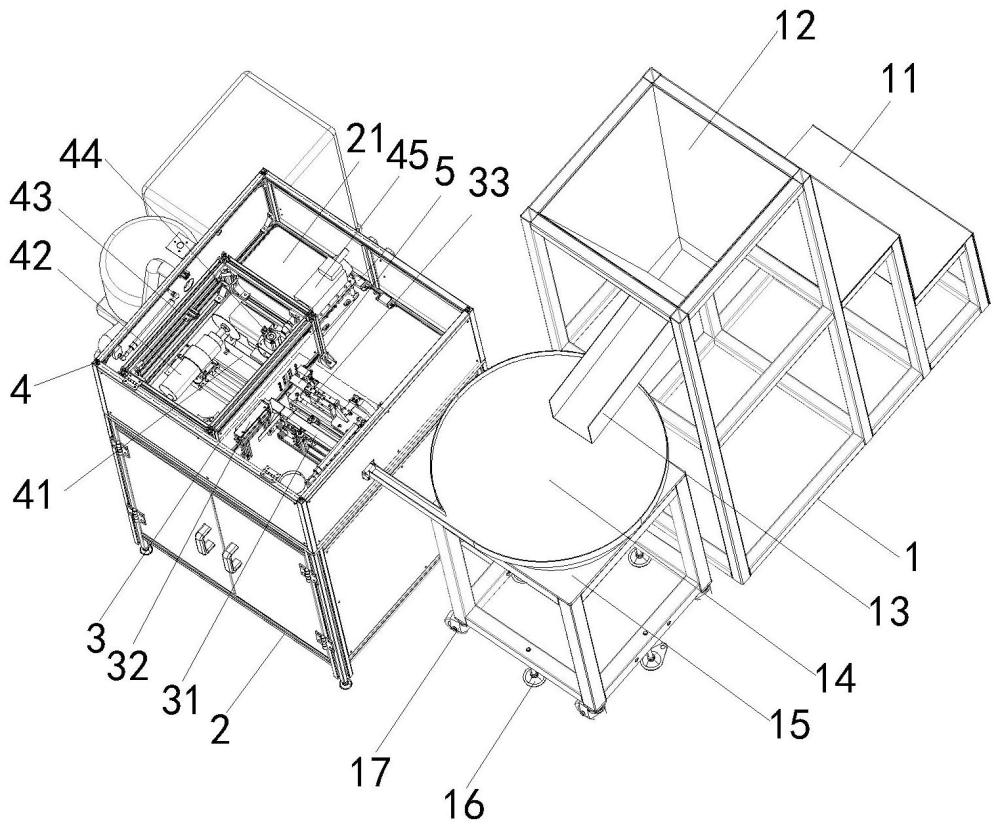
3、一种木材船型修补件的自动加工设备,包括依次衔接设置的补料供料单元、上料单元及加工单元;所述上料单元和加工单元均安装在箱体内;
4、所述加工单元包括加工区框架以及设置在加工区框架内的旋转夹具、铣削组件、锯切组件及下料口组件;所述加工区框架上开设送料口,所述送料口与气动夹爪相对设置,所述送料口处安装送料活动门,所述旋转夹具设置在送料口处,用于夹持木块原料,所述铣削组件设置在旋转夹具夹持的木块原料旋转轨迹上,所述锯切组件设置在木块原料旋转轨迹的切线方向上,所述下料口组件设置在锯切组件和旋转夹具下方。
5、本实用新型与现有技术相比具有以下有益效果:
6、本实用新型能够对木块原料进行有效加工,将上料单元和加工单元汇集在一个箱体内,减少了占地面积,且易于移动,本实用新型通过振动盘和气缸传递木块原料,速度更快,本实用新型使用气动夹爪和旋转夹具夹持木块原料,能够有效避免木块原料在传递过程中产生偏移的问题,此外,本实用新型设置的下料口组件能够分别承装成品和废品。
技术特征:1.一种木材船型修补件的自动加工设备,其特征在于:包括依次衔接设置的补料供料单元(1)、上料单元(3)及加工单元(4);所述上料单元(3)和加工单元(4)均安装在箱体(2)内;
2.根据权利要求1所述的一种木材船型修补件的自动加工设备,其特征在于:所述补料供料单元(1)包括补料漏斗(12)、阶梯框架(11)、补料通道(13)、振动盘(14)、振动盘支架(15)、多个地脚(16)及多个万向轮(17);所述补料漏斗(12)通过阶梯框架(11)支撑在高处,补料漏斗(12)出料端和振动盘(14)之间设置补料通道(13),所述振动盘(14)由振动盘支架(15)支撑,且振动盘支架(15)底部安装万向轮(17)和地脚(16)。
3.根据权利要求1所述的一种木材船型修补件的自动加工设备,其特征在于:所述上料单元(3)包括第一输送线(31)、分料气缸组件(32)及上料气缸组件(33);所述第一输送线(31)的进料端与振动盘(14)的输出端衔接,第一输送线(31)安装在箱体(2)内的隔板(21)上,所述分料气缸组件(32)垂直设置在第一输送线(31)的出料端处,分料气缸组件(32)的伸缩端能够夹持木块原料(5),并将木块原料(5)推送给上料气缸组件(33),所述上料气缸组件(33)将木块原料(5)输送给加工单元(4)。
4.根据权利要求3所述的一种木材船型修补件的自动加工设备,其特征在于:所述分料气缸组件(32)包括分料缸(321)、分料缸横梁(322)、分料件(324)、第一连接板(325)及两个分料缸立柱(323);两个所述分料缸立柱(323)安装在箱体(2)的隔板(21)上,所述分料缸横梁(322)水平固定在两个分料缸立柱(323)的上表面上,所述分料缸(321)的缸体部分安装在分料缸横梁(322)上,分料缸(321)的伸缩部分通过第一连接板(325)与分料件(324)连接,所述分料件(324)为后端封口的u型夹持件,分料件(324)的u型槽口与第一输送线(31)的出料端相对应设置。
5.根据权利要求3所述的一种木材船型修补件的自动加工设备,其特征在于:所述上料气缸组件(33)包括上料气缸(332)、第二连接板(333)、筋板(334)、气动夹爪(335)及气缸垫块(331);所述上料气缸(332)通过气缸垫块(331)安装在箱体(2)的隔板(21)上,且上料气缸(332)与第一输送线(31)平行设置,所述气动夹爪(335)通过第二连接板(333)与上料气缸(332)的滑块连接,气动夹爪(335)和上料气缸(332)的滑块之间由筋板(334)加固。
6.根据权利要求1所述的一种木材船型修补件的自动加工设备,其特征在于:所述送料活动门(46)包括两个送料门板(461)及两个合页(462);加工区框架(43)的送料口后侧设置对开的两个送料门板(461),所述两个送料门板(461)均通过合页(462)铰接安装在加工区框架(43)上。
7.根据权利要求1所述的一种木材船型修补件的自动加工设备,其特征在于:所述锯切组件(42)包括锯片(422)、锯切主轴(423)及锯切气缸(421);所述锯片(422)安装在锯切主轴(423)上,所述锯切主轴(423)安装在锯切气缸(421)的滑块上,所锯切气缸(421)安装在箱体(2)上方的隔板(21)上。
8.根据权利要求1所述的一种木材船型修补件的自动加工设备,其特征在于:所述旋转夹具(44)包括下压气缸(441)、气缸安装板(442)、上压板(445)、定位板(446)、下底板(447)、中心轴(448)、皮带传动机构(4410)、旋转电机(4411)、四个导向杆(443)及四个定位套(444);所述下压气缸(441)、气缸安装板(442)、上压板(445)、定位板(446)和下底板(447)上下相对设置,定位板(446)向内均布开设四个弧形凹槽(4461)形成四个支板(4462),每个支板(4462)的两侧面均设为定位切面(4463),所述四个导向杆(443)上端与气缸安装板(442)连接,四个导向杆(443)下端间隙穿过上压板(445)与定位板(446)和下底板(447)连接,所述上压板(445)通过定位套(444)与导向杆(443)滑动连接,所述下压气缸(441)的缸体安装在气缸安装板(442)上,下压气缸(441)的伸缩端与上压板(445)连接,所述下底板(447)中部安装有中心轴(448),中心轴(448)通过轴承和轴承座(449)转动安装在箱体(2)上方的隔板(21)上,所述旋转电机(4411)通过皮带传动机构(4410)带动中心轴(448)旋转。
9.根据权利要求1所述的一种木材船型修补件的自动加工设备,其特征在于:所述下料口组件(41)包括下料口(411)、导料口(412)、分料口(413)、分移气缸(414)、排料板(415)、成品料箱(416)、废料箱(418)、连接柱(419)及第一伸缩气缸(4110);所述下料口(411)安装在箱体(2)上方的隔板(21)上,下料口(411)设置在锯切组件(42)和旋转夹具(44)下方,所述导料口(412)上端与下料口(411)连接,导料口(412)下端设置在成品料箱(416)上方,所述分料口(413)承接导料口(412)设置,且分料口(413)安装在分移气缸(414)的滑块上,其活动轨迹为成品料箱(416)和废料箱(418)的延展板上方,所述排料板(415)通过铰接安装在连接柱(419)上,排料板(415)一端与第一伸缩气缸(4110)连接,排料板(415)另一端用于封堵位于导料口(412)下方时的分料口(413)。
10.根据权利要求1所述的一种木材船型修补件的自动加工设备,其特征在于:所述铣削组件(45)包括铣刀(451)、铣刀主轴(452)、主轴安装板(453)、主轴底板(455)、第二伸缩气缸(456)及四个导向柱(454);所述铣刀(451)安装在铣刀主轴(452)上,所述铣刀主轴(452)安装在主轴安装板(453)上,所述主轴安装板(453)安装在第二伸缩气缸(456)的伸缩端上,所述第二伸缩气缸(456)的缸体固定在主轴底板(455)上,所述导向柱(454)上端与主轴安装板(453)上端固定连接,导向柱(454)下端与主轴底板(455)活动连接。
技术总结一种木材船型修补件的自动加工设备,属于木材加工技术领域。加工区框架上开设送料口,送料口与气动夹爪相对设置,送料口处安装送料活动门,旋转夹具设置在送料口处,用于夹持木块原料,铣削组件设置在旋转夹具夹持的木块原料旋转轨迹上,锯切组件设置在木块原料旋转轨迹的切线方向上,下料口组件设置在锯切组件和旋转夹具下方。本技术将上料单元和加工单元汇集在一个箱体内,减少了占地面积,且易于移动,本技术能够对木块原料进行有效加工,通过振动盘和气缸传递木块原料,速度更快,本技术使用气动夹爪和旋转夹具夹持木块原料,能够有效避免木块原料在传递过程中产生偏移的问题。技术研发人员:李莫,孙德萌,邵文迪受保护的技术使用者:思灵机器人科技(哈尔滨)有限公司技术研发日:20230918技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240615/75509.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表