一种竹条增强的杉木复合板材的制造方法与流程
- 国知局
- 2024-07-11 15:44:48
本发明属于复合板材制备领域,具体涉及一种竹条增强的杉木复合板材的制造方法。
背景技术:
1、杉木是常见的一种速生材,其质轻、易干燥,制造的人造板具有淡淡的杉木香味,因此深受消费者喜爱。目前研发的各种新产品主要专注于以杉木为原料的人造板用胶黏剂及其制造工艺过程,如公开号为cn 105459221a、cn 104690786a等的发明专利均公布了使用胶黏剂提升杉木板性能的方法;公开号为cn 105583915a、cn 110722653a、cn116945294a等的发明专利均涉及从技术工艺方面改进杉木板性能。
2、近年来,竹材的加工利用得到巨大发展。与木材相比,竹材有更好的强度、韧性、刚性等特点,竹材与木材进行复合制造人造板的研究也日益增多,如公开号为cn101474810a、cn 101524858a等的发明专利均公布了各种竹木复合人造板的制造方法。大量文献报道的研究主要涉及竹材与木材单板在不同层次的排布,最后平压成多层胶合板,以改善其性能,而无竹材与杉木复合制造大幅面不变形板材方面的研究及专利。
技术实现思路
1、为解决上述问题,本发明提供了一种竹条增强的杉木复合板材的制造方法,其可有效提高杉木板的强度,使其具有良好稳定性,并赋予杉木板具有良好的耐热性和防腐防霉能力,有助于扩展杉木板的应用领域。
2、为实现上述目的,本发明采用如下技术方案:
3、一种竹条增强的杉木复合板材,其制造方法包括以下步骤:
4、1)将竹条采用空气等离子体或过氧化物溶液进行表面处理,使其表面富含活性官能团;
5、2)将杉木锯成杉木段,然后在其端头开齿;
6、3)在步骤2)所得杉木段的开齿处涂刷解聚蟹壳改性的氨基树脂胶黏剂,然后将各杉木段通过开齿处对接成杉木条;
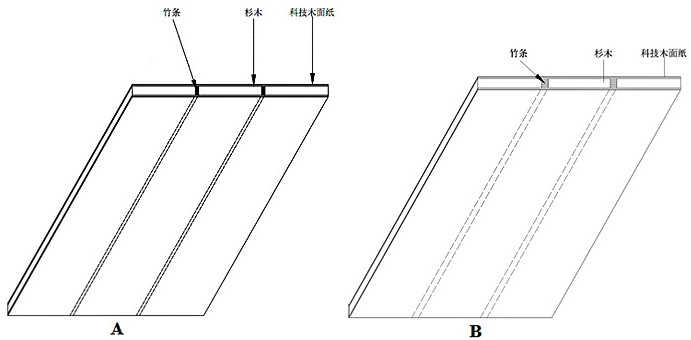
7、4)将步骤1)处理后的竹条表面涂刷解聚蟹壳改性的氨基树脂胶黏剂,然后竖直放置于2根平铺的杉木条之间,或以1-5条叠拼后平放于2根平铺的杉木条之间,并横向交替放置至所需尺寸,再经热压处理,即得所述竹条增强的竹杉复合板材。
8、进一步地,步骤1)所述竹条来源于3-5年生的毛竹、白竹或磁竹,其宽度为1-2cm。
9、进一步地,步骤1)所述竹条可以是去竹青和竹黄后,于120℃饱和蒸汽中处理2h得到的碳化竹条。
10、进一步地,步骤1)所述过氧化物溶液为过氧化氢、过硫酸铵、过硫酸钾、高锰酸钾等中一种或几种的水溶液,其质量浓度为0.1%-1.0%。
11、进一步地,步骤2)所述杉木的树龄在30年以上。
12、进一步地,步骤2)所述杉木段的规格为长30-40cm、宽10cm、厚0.9-1.2cm。
13、进一步地,步骤2)所述开齿的形状为锯型齿。
14、进一步地,所述解聚蟹壳改性的氨基树脂胶黏剂的制备包括以下步骤:
15、a)采用球磨机将梭子蟹蟹壳球磨粉碎成3000目的微粒;
16、b)将步骤a)所得蟹壳微粒加入到体积浓度0.1%的盐酸溶液中,室温下以60rpm的转速搅拌混合10min,之后静置20min,以3000rpm离心分离10min,取沉淀物加入到体积浓度10%的氢氧化钠溶液中混合均匀,90℃保温20min,以3000rpm离心分离10min,收集沉淀物,即得到解聚蟹壳微粒;
17、c)按重量份,向反应釜中加入甲醛300份,升温至50℃,然后在保温条件下加入步骤b)制得的解聚蟹壳微粒10-20份及尿素100-200份,升温至85-95℃,保温30-50min;再降温至80-85℃,加入质量浓度10%的氯化铵溶液调ph=4.8,保温10-30min;之后加入尿素100-200份,85℃保温20-40min,最后加入解聚蟹壳微粒50-100份,85℃保温搅拌30min;
18、d)在40min内将步骤c)的反应体系冷却至35℃,出料,即得所述解聚蟹壳改性的氨基树脂胶黏剂。
19、进一步地,步骤4)所述热压处理是于130℃、压力0.5mpa的条件下侧压1min。
20、本发明的显著优势在于:
21、(1)竹条具有龙骨功能,可起到稳定板材形态、增强板材力学性能的作用。而本发明将竹材表面进行氧化或等离子体处理,可有效提升胶黏剂与竹材的界面粘接效果,进一步强化竹条对板材的增强效果。
22、(2)本发明采用蟹壳微粒对氨基树脂胶黏剂进行改性:其具体是将蟹壳部分解聚成壳聚糖,以利用壳聚糖的氨基结构与氨基树脂胶黏剂中的甲醛反应,使其参与树脂的缩聚反应,并起到吸收游离甲醛功能,从而达到增强树脂固化后强度、降低树脂中游离甲醛含量的效果。同时,解聚蟹壳微粒表面形成的壳聚糖是典型的碱性阳离子多糖,其可作为天然防霉抗菌剂,有效提高竹杉复合板材的防腐防霉能力。
23、(3)本发明所得竹杉复合板材比纯杉木板表现出更好的耐热、防腐防霉能力,同时,竹条自身具有强度优势,可替代大幅面人造板材产品中作为拉直器使用的金属条,保证大幅面杉木板的稳定性,因此所得竹杉复合板材能够广泛用于家具或装修行业,具有广阔的应用前景。
技术特征:1.一种竹条增强的杉木复合板材的制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的竹条增强的杉木复合板材的制造方法,其特征在于,步骤1)所述竹条来源于3-5年生的毛竹、白竹或磁竹,其宽度为1-2cm。
3.根据权利要求1所述的竹条增强的杉木复合板材的制造方法,其特征在于,步骤1)所述竹条是去竹青和竹黄后,于120℃饱和蒸汽中处理2h得到的碳化竹条。
4.根据权利要求1所述的竹条增强的杉木复合板材的制造方法,其特征在于,步骤2)所述杉木的树龄在30年以上。
5.根据权利要求1所述的竹条增强的杉木复合板材的制造方法,其特征在于,步骤2)所述杉木段的规格为长30-40cm、宽10cm、厚0.9-1.2cm。
6.根据权利要求1所述的竹条增强的杉木复合板材的制造方法,其特征在于,步骤2)所述开齿的形状为锯型齿。
7.根据权利要求1所述的竹条增强的杉木复合板材的制造方法,其特征在于,所述解聚蟹壳改性的氨基树脂胶黏剂的制备包括以下步骤:
8.根据权利要求1所述的竹条增强的杉木复合板材的制造方法,其特征在于,步骤4)所述热压处理是于130℃、压力0.5mpa的条件下侧压1min。
9.一种如权利要求1~8所述方法制造的竹条增强的杉木复合板材。
技术总结本发明公开了一种竹条增强的杉木复合板材的制造方法,其是将杉木锯成杉木段,并在其端头开齿,然后在开齿处涂刷解聚蟹壳改性的氨基树脂胶黏剂,从而将各杉木段对接成杉木条;再将经表面处理的竹条涂刷解聚蟹壳改性的氨基树脂胶黏剂,然后将其以1‑5条叠拼后竖直放置于2根平铺的杉木条之间,或沿长边方向与平铺的杉木条贴合,横向交替放置至所需尺寸,再经热压处理制得所述竹条增强的竹杉复合板材。本发明所得杉木复合板材具有良好的强度、稳定性、耐热性和防腐防霉能力,可实现杉木板应用领域的扩展。技术研发人员:陈奶荣,陈木贵,陈捷,连小凤,朱志强受保护的技术使用者:福建省格绿木业有限公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240615/75742.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表