一种直槽木工铣刀的制作方法
- 国知局
- 2024-07-11 15:47:01
本技术涉及一种木材加工工具,具体是一种直槽木工铣刀。
背景技术:
1、木工铣刀是一种常见的用于木材加工的刀具,通过高速旋转的方式对木材进行切削、开槽、钻孔等方面的加工。在木材的加工过程中,木材会在铣刀的刀刃处产生大量的木屑,如果木屑无法及时排出,由于刀头高速旋转,会在木屑堆积处产生局部高温,放出大量的热,有可能灼伤待加工的木材,也有可能对刀具本身造成损伤,因此需要在铣刀的侧壁上设置排屑槽4。
2、常见的排屑槽形状为直线状或者螺旋状,会产生排屑不顺畅的问题,极大地影响木材的加工质量。同时,现有的排屑槽是在压制好的棒体上磨削加工而得,不但尺寸精度低,而且会造成材料的浪费。
技术实现思路
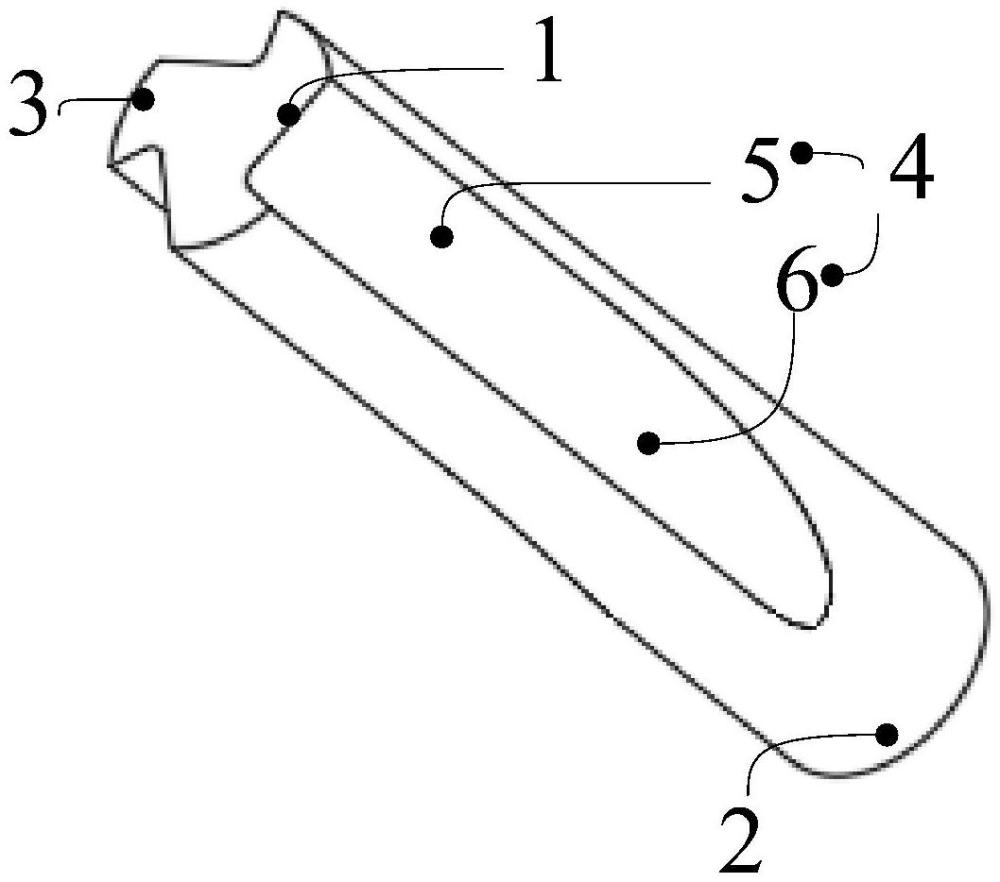
1、为解决上述技术问题,本实用新型提供了一种直槽木工铣刀,包括棒体以及分别成型于棒体两端的切削部和柄部;其特征在于:所述包括绕棒体中心轴环状排列的多个刀刃部;相邻的刀刃部之间形成排屑槽;
2、所述排屑槽包括直线段与弧形段,所述直线段自切削部的端面沿棒体的轴向延伸;所述弧形段具有一组导向弧面,所述弧形段的一端与直线段的末端相连,弧形段的另一端闭合并通过所述导向弧面延伸出棒体的外侧端面;
3、所述柄部设置于所述弧形段的闭合端的外侧。
4、进一步地,所述直线段、弧形段与柄部一次成型。
5、进一步地,所述直线段包括两组轴向延伸的第一导向平面,所述弧形段还包括一组轴向延伸的第二导向平面;所述第二导向平面与其中一组第一导向平面共平面,所述导向弧面紧邻另一组第一导向平面设置。
6、进一步地,所述刀刃部具有包括位于切削部外缘的环形切削面与分别连接于环形切削面两侧的刀侧面与刀背面。
7、进一步地,所述排屑槽的两组第一导向平面分别由刀侧面和刀背面延伸形成。
8、进一步地,相邻的刀侧面与刀背面相互垂直。
9、进一步地,所述刀刃部的数量为两组、三组、四组、五组以及更多数量。
10、进一步地,棒体为牌号yg813、yt798、ys2t的硬质合金。
11、进一步地,所述直线段的轴向长度为8-12mm,所述弧形段6的轴向长度为8-12mm,所述柄部的轴向长度为3-5mm。
12、进一步地,所述导向弧面的弧度为20°-60°。
13、本实用新型提供了一种直槽木工铣刀,包括成型于棒体两端的切削部和柄部,切削部上设有多个刀刃部以及位于刀刃部之间的排屑槽。本实用新型的排屑槽在远离柄部的一端设置为直槽,可最大限度的容纳木屑,靠近柄部的一端采用导向弧面并逐渐延伸到棒体的外侧端面,木屑不易在刀柄根部长时间聚集,相较于现有技术更容易排出。本实用新型的结构简单,可以在模压成型阶段通过设置冲头形状和压制参数,实现直线段、弧形段与柄部一次成型,不需要磨削加工出排屑槽,从而大大降低原材料的损耗。
技术特征:1.一种直槽木工铣刀,包括棒体以及分别成型于棒体两端的切削部(1)和柄部(2);其特征在于:所述切削部(1)包括绕棒体中心轴环状排列的多个刀刃部(3);相邻的刀刃部(3)之间形成排屑槽(4);
2.如权利要求1所述的一种直槽木工铣刀,其特征在于:所述直线段(5)、弧形段(6)与柄部(2)一次成型。
3.如权利要求1所述的一种直槽木工铣刀,其特征在于:所述直线段(5)包括两组轴向延伸的第一导向平面(8),所述弧形段(6)还包括一组轴向延伸的第二导向平面(9);所述第二导向平面(9)与其中一组第一导向平面(8)共平面,所述导向弧面(7)紧邻另一组第一导向平面(8)设置。
4.如权利要求3所述的一种直槽木工铣刀,其特征在于:所述刀刃部(3)具有包括位于切削部(1)外缘的环形切削面(10)与分别连接于环形切削面(10)两侧的刀侧面(11)与刀背面(12)。
5.如权利要求4所述的一种直槽木工铣刀,其特征在于:所述排屑槽(4)的两组第一导向平面(8)分别由刀侧面(11)和刀背面(12)延伸形成。
6.如权利要求4所述的一种直槽木工铣刀,其特征在于:相邻的刀侧面(11)与刀背面(12)相互垂直。
7.如权利要求1所述的一种直槽木工铣刀,其特征在于:所述刀刃部(3)的数量为两组、三组、四组、五组以及更多数量。
8.如权利要求1所述的一种直槽木工铣刀,其特征在于:棒体为牌号yg813、yt798、ys2t的硬质合金。
9.如权利要求1所述的一种直槽木工铣刀,其特征在于:所述直线段(5)的轴向长度为8-12mm,所述弧形段(6)的轴向长度为8-12mm,所述柄部(2)的轴向长度为3-5mm。
10.如权利要求1所述的一种直槽木工铣刀,其特征在于:所述导向弧面(7)的弧度为20°-60°。
技术总结本技术提供了一种直槽木工铣刀,包括成型于棒体两端的切削部和柄部,切削部上设有多个刀刃部以及位于刀刃部之间的排屑槽。本技术的排屑槽在远离柄部的一端设置为直槽,可最大限度地容纳木屑,靠近柄部的一端采用导向弧面并逐渐延伸到棒体的外侧端面,木屑不易在刀柄根部长时间聚集,相较于现有技术更容易排出。本技术的结构简单,可以在模压成型阶段通过设置冲头形状和压制参数,实现直线段、弧形段与柄部一次成型,不需要磨削加工出排屑槽,从而大大降低原材料的损耗。技术研发人员:黄启君,孟飞,张明利受保护的技术使用者:昆山长鹰硬质材料科技股份有限公司技术研发日:20230906技术公布日:2024/5/8本文地址:https://www.jishuxx.com/zhuanli/20240615/75958.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表