一种木梳加工弧形镶铣数控设备的制作方法
- 国知局
- 2024-07-11 15:55:55
本发明涉及镶铣数控设备,尤其涉及一种木梳加工弧形镶铣数控设备。
背景技术:
1、随着社会经济的不断发展,民众对生活品质要求越来越高,木梳作为日常用品,为了让人看起来整洁;梳子的种类也很多,比如工艺梳、按摩梳、五指梳、牛角梳、塑料梳等。
2、其中的一种工艺梳,其梳体包括上梳梁和下梳梁,上梳梁和下梳梁的结合面上设置有凹槽和凸槽,对应相结合面沿着梳厚的方向为曲面线条,那么相应的上梳梁内需要加工内嵌空腔;下梳梁需要加工内嵌凸台,目前市场上加工工艺梳的机器乏善可陈,有效率较低的人工手工制作,也有精度较差的机器操作,加工时木梳的良品率较低,无法满足人们的需求。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种木梳加工弧形镶铣数控设备,具有提高木梳加工的精度,且降低了设备的成本。
3、(二)技术方案
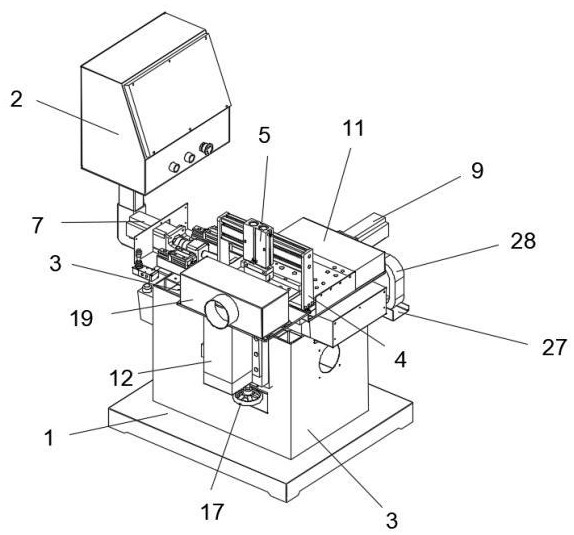
4、本发明采用以下技术方案实现:一种木梳加工弧形镶铣数控设备,包括机架和设置在机架上的镶铣机构;其中,所述镶铣座上可拆卸安装有控制设备,所述控制设备通过螺栓安装在机架上;所述镶铣机构包括设置在机架上的镶铣座、设置在镶铣座上的夹持组件、设置在镶铣座上的传动组件和可对木料铣削加工的铣削组件,所述铣削组件能够将木料加工成木梳,所述传动组件能够进行上料和控制铣削组件进行移动;所述夹持组件包括垂直安装在镶铣座上的夹持座、活动设置在夹持座上的夹持气缸和与夹持气缸输出轴可拆卸固定的夹持件,所述夹持件能够对木料进行固定;所述传动组件包括横向传动模块、设置在横向传动模块上方的纵向传动模块和用于安装纵向传动模块的丝杆支撑座,横向传动模块可为x向传动模块,纵向传动模块可为y向传动模块;所述横向传动模块包括第一伺服电机和与第一伺服电机可拆卸连接的第一丝杆传动装置,所述第一伺服电机和第一丝杆传动装置配合能够控制丝杆支撑座进行水平移动;所述纵向传动模块包括可拆卸安装在丝杆支撑座上的第二伺服电机和与第二伺服电机输出轴连接的第二丝杆传动装置,所述第二伺服电机和第二丝杆传动装置配合能够控制夹持座进行移动;所述第一丝杆传动装置上设置有控制丝杆支撑座进行移动的第一加固块;所述铣削组件包括可拆卸安装在镶铣座外侧的主轴电机、与主轴电机输出轴可拆卸固定的成型铣刀和设置在成型铣刀与主轴电机主体之间的挡尘板,所述挡尘板上开设有与主轴电机相匹配的通孔,所述成型铣刀通过主轴电机对木料进行加工。
5、优先的,所述铣削组件还包括可拆卸安装在镶铣座外侧的手摇滑台、可拆卸设置在手摇滑台上的主轴安装板和设置在手摇滑台底端的手摇把手,所述手摇滑台通过手摇把手控制主轴电机进行移动,与传动组件配合可完成曲面腔体的铣削工作,所述主轴电机可拆卸安装在主轴安装板上。
6、优先的,所述主轴电机上设置有对成型铣刀进行拆卸或固定的锁紧螺母,所述挡尘板可拆卸安装在镶铣座上,所述挡尘板上可拆卸设置有对成型铣刀进行遮挡的挡尘罩,所述挡尘板和挡尘罩配合能够避免加工产生的木屑飞扬。
7、优先的,所述镶铣座的上端可拆卸安装有用于安装第一伺服电机的支撑底座和对称设置在支撑底座上的第一滑轨,所述第一滑轨上滑动设置有与丝杆支撑座连接的第一滑块,所述第一滑块与第一滑轨配合使得丝杆支撑座稳定移动。
8、优先的,所述丝杆支撑座上活动设置有与第二丝杆传动装置可拆卸连接的纵向滑板和对称设置在丝杆支撑座上第二滑轨,所述第二滑轨上设置有与纵向滑板可拆卸连接的第二滑块,所述丝杆支撑座远离第二伺服电机一侧设置有防尘挡板,所述防尘挡板能够对,所述第二滑轨与第二滑块配合使得纵向滑板进行稳定移动加工产生的木屑进行遮挡。
9、优先的,所述镶铣机构还包括可拆卸安装在镶铣座另一侧的坦克链支架、可拆卸安装在坦克链支架上的坦克链和与坦克链可拆卸连接的吸尘设备,所述坦克链能够控制吸尘设备进行移动,对镶铣座上加工产生的木屑进行权利。
10、优先的,所述夹持组件还包括设置在夹持座内侧的凹工装板和与凹工装板匹配连接的凸工装板,根据所要加工工件的外型,制作仿型夹具安装在凹工装板和凸工装板上面通过夹具夹紧即可以实现多种产品的加工,所述夹持件设置在凸工装板的上方,并可对凹工装板与凸工装板进行固定。
11、优先的,所述夹持座呈“u”字型结构,所述夹持座可拆卸安装在丝杆支撑座上。
12、优先的,所述镶铣座的一侧上设置有对柜门锁和可拆卸安装在镶铣座内部的风扇,所述控制设备上设置有显示屏,所述控制设备由电脑主机组成、电器安装板、急停开关、报警灯、nc系统软件等组成。
13、控制设备具体使用步骤如下:
14、(1)确认控制设备与计算机连接是否正常,打开控制设备电源和计算机电源,进入到ncstudio数控系统中;
15、(2)打开控制系统选择回机械原点菜单,并校正系统坐标系统,如用户正常停机,则用户不必执行机械复位操作,ncstudio数控系统退出时,会保存当前坐标信息,如用户确认此位置正确,也可不必执行此操作;
16、(3)在加工之前用户载入相应的产品加工程序,否则自动加工的功能是无效的。选择打开(f)打开(o)...菜单,将弹出window标准的文件操作对话框,可以从中选择要打开文件所在的驱动器、路径以及文件名。单击“打开”按钮后,加工程序就载入系统;
17、(4)确定工件原点,把x、y两个方向手动走到工件上希望的原点位置,选择把“当前点设为原点”菜单,或者在坐标窗口把当前位置的坐标值清零,这样在执行加工过程中就以钱钱位置为起点开始加工。
18、(5)调试完成后,回到上料工位,人工将工件放入到夹具装夹好,启动手动操作阀,压紧气缸动作将工件压紧,
19、(6)ncstudio数控系统选择编制好的加工程序执行自动加工指令,数据传输到电机控制器中,转化成控制伺服电机的脉冲信号,控制电机驱动工件生成xy二轴的运动路径,同时主轴电机驱动的成型铣刀高速旋转完成铣削作业;
20、(7)设备开始工作,直至加工程序全部完成,刀具回到机械原点,系统报警提示操作人员加工完成,工人将加工好产品卸下来,再装夹待加工产品;
21、(8)再次启动自动加工程序,刀具将回到工件原点位置,再次加工,依次循环。
22、通过电脑内配置的专用软件cnc系统中进行设计或者导入加工程序,并把信息自动传送至镶铣机控制器中,转化成能控制伺服电机的脉冲信号,控制主机生成xy二轴的工件运动路径,同时主轴电机驱动成形刀具高速旋转,完成上、下梳梁的曲面腔体铣削工作,实现了工艺木梳的自动化异型开槽,闭环可控的伺服驱动系统保证了多件产品尺寸的精度。
23、(三)有益效果
24、与现有技术相比,本发明提供了一种木梳加工弧形镶铣数控设备,具备以下有益效果:
25、该一种木梳加工弧形镶铣数控设备,通过设置的机架和镶铣机构,第一丝杆传动装置能够控制丝杆支撑座进行移动,从而调整夹持座的横向位置,第二丝杆传动装置能够调整夹持座的纵向位置,主轴电机、成型铣刀和手摇滑台配合能够对木料进行加工,实现了工艺木梳的自动化异型开槽,提高木梳加工的精度,且降低了设备的成本。
本文地址:https://www.jishuxx.com/zhuanli/20240615/76667.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表