一种窄板条的封边机器的制作方法
- 国知局
- 2024-07-11 15:57:50
本发明涉及封边设备的,具体为一种适用于窄板条的封边处理的机器。
背景技术:
1、板式家具由多种形状、结构的木质板件利用或不利用五金件组装而成。随着款式的丰富、多样,目前的板式家具除用到常规规格的木质板件外,还常需要使用宽度为3cm左右的窄板条。
2、例如公开号为cn109278152a,名称为″一种板材封边机″的发明专利申请中记载的一种封边生产线,它包括封边底座、封边机架、封边上机箱、输送装置、封边装置、齐头装置、修边装置、开槽装置、抛光装置。该封边生产线通过封边装置将封边带仿形地贴合在板条的封边侧边,随后通过齐头装置修去板条长度方向前部多余的封边带,并裁断后部连续的封边带,再后通过修边装置修去封边侧边宽度方向上溢出的胶液和毛刺,再后通过开槽装置在需要的位置开槽,最后通过抛光装置完成各个面的抛光处理。
3、又如公开号为cn115576280a,名称为″一种封边机连线系统及封边机连线控制方法″的发明专利申请中记载的一种封边生产线,它包括预铣刀机构、喷涂机构、烤灯预加热机构、送带机构、带后裁断机构、齐头齐尾机构、粗修机构、精修机构、跟踪修边机构、刮边一机构、刮边二机构、抛光机构、涂胶机构和输送带机构。该封边生产线通过喷涂机构、烤灯预加热机构、送带机构将封边带仿形地贴合在板条的封边侧边,随后通过带后裁断机构、齐头齐尾机构修去板条长度方向前部多余的封边带,并裁断后部连续的封边带,再后通过粗修机构、精修机构、跟踪修边机构在封边侧边与上、下板面之间加工形成倒角面,再后通过刮边一机构、刮边二机构修去封边侧边宽度方向上溢出的胶液和毛刺,最后通过抛光机构完成各个面的抛光处理。
4、上述封边生产线均为现有技术常规的配置和布局,但是,它们能够实施封边的最小宽度为5cm,所以无法满足现阶段市场对宽度小于5cm的窄板条的需求。
技术实现思路
1、本发明的技术目的在于至少克服上述一项技术问题,提供一种窄板条的封边生产线,它通过调整封边生产的布局以改变封边加工的工艺顺序,从而能够对宽度小于5cm的窄板条实施封边处理,其最小加工宽度为3cm。
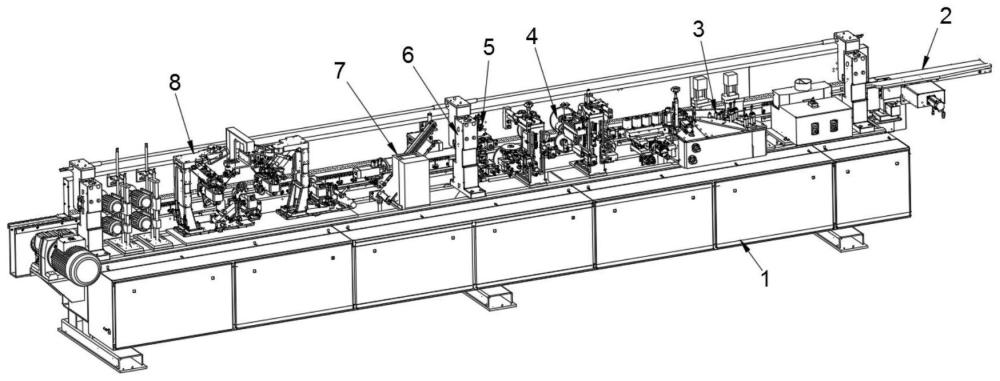
2、为实现上述技术目的,本发明的一个方面提供了一种窄板条的封边生产线,包括输送机构、放卷机构、仿形压贴机构、前后切机构、修边机构、倒角机构、抛光机构,依照由所述输送机构的输送方向形成的生产过程的先后顺序,所述前后切机构设置于所述修边机构和所述倒角机构之后。
3、在对宽度较小的窄板条,尤其是宽度小于5cm的窄板条进行封边处理时,输送机构的压料组件对窄板条的压紧面积相对较窄,相应地,压料组件对窄板条能够提供的压紧力也相对较小,而修边机构、倒角机构需要使用靠模以完成动作的执行,窄边条在靠近靠模时会与靠模发生轻微的碰撞,当压紧力相对较小时,这种碰撞会使窄边条的位置发生偏移,从而导致倒角机构产生加工误差,即修形得到的倒角面形状前后不一致。
4、本案借由上述结构,通过将前后切机构设置于修边机构和倒角机构之后,所以在窄板条进入修边机构和倒角机构的处理工序时,窄板条之间通过未切断的封边带连接,这能够在一定程度上缓解因与靠模发生轻微的碰撞而导致的窄边条的位移,以保证窄边条在经过倒角机构时保持直线进给并修形得到前后形状一致的倒角面。由此,本案的一种窄板条的封边生产线通过调整封边生产的布局以改变封边加工的工艺顺序,能够对宽度小于5cm的窄板条实施封边处理,其最小加工宽度为3cm。
5、作为一种优选的实施方式,依照生产过程的先后顺序,所述倒角机构设置于所述修边机构之后。
6、现有技术惯常将倒角机构设置修边机构之前,先加工形成倒角、再修去毛刺与溢出的胶液。但是,多数封边带的表面具有保护膜,窄板条经过修边机构执行倒角面的加工时偶尔会发生保护膜的脱落,脱落的保护膜卷入修边机构中导致修边刀跳刀,并引起加工缺陷。本案的技术方案,通过将倒角机构设置于修边机构之后以改变封边加工的工艺顺序,换言之,先修去毛刺与溢出的胶液、再加工形成倒角,这使得窄板条在进入倒角机构时,宽度方向上、下均没有溢出的胶液,所以倒角的加工中不容易发生保护膜的脱落,且即便发生了保护膜的脱落,脱落的保护膜也不会对修边处理产生影响。
7、作为一种优选的实施方式,依照生产过程的先后顺序,所述倒角机构设置于所述抛光机构之前。
8、由于现有技术惯常将倒角机构设置修边机构之前,所以实际上修边机构与抛光机构紧邻,这使得修边处理产生的封边丝极易缠绕到抛光轮上,导致抛光轮电机受损。本案的技术方案,通过倒角机构设置于修边机构之后以间隔修边机构与抛光机构,从而能够避免封边丝缠绕抛光轮导致的故障。
9、作为一种优选的实施方式,所述修边机构包括对称设置的一对修边组件,所述修边组件包括通过所述机架安装的修边基座、浮动修边组件、弹性浮动件;所述浮动修边组件包括浮动座、以及通过所述浮动座安装的修边刀和浮动压块,所述浮动压块具有压紧工作面,所述压紧工作面与所述修边刀的刀尖等高齐平;所述弹性浮动件的固定端安装在所述基座上,所述弹性浮动件的伸缩端上安装有所述浮动座。
10、宽度相对较小的窄板条更容易受到环境温湿度的影响而在生产过程中发生厚度的变化。借由修边刀与浮动压块共同安装在修边基座上,并且修边刀的刀尖与压紧工作面始终等高齐平的技术方案,从而修边机构能够适应工件的尺寸因干缩湿涨造成的厚度变化、厚度不均,既不会因为工件的厚度变小而没有完全清除胶渍,也不会因为工件的厚度变大而伤及工件的板面。
11、作为一种优选的实施方式,所述浮动压块还包括自所述压紧工作面的前端和后端分别延伸形成的前端引导弧面和后端引导弧面;所述浮动压块上设有回退槽,所述修边刀容置于所述回退槽中,且所述修边刀的刀尖对应所述压紧工作面的长度方向的中线。
12、借由回退槽的设置,在不改变浮动压块的宽度的前提下,能够缩短修边刀与浮动压块的另一侧边之间的距离,从而能够对宽度更小(例如宽度小于5cm)的窄板条实施修边处理。
13、作为一种优选的实施方式,所述修边机构还包括清灰组件,所述清灰组件包括设置于所述浮动压块内的清灰气路、气源、连接所述清灰气路和所述气源的气管,所述清灰气路至少在所述后圆弧侧壁面上形成第一吹气出口,所述第一吹气出口位于所述压紧工作面的长度方向的中线;所述清灰气路同时在所述压紧工作面上形成第二吹气出口,所述第二吹气出口位于所述压紧工作面的长度方向的中线;所述第一吹气出口与所述第二吹气出口联通。
14、修边机构常配有清灰组件,以实时抽吸修边产生的胶丝,防止胶丝进入浮动压块与窄板条的板面之间造成板面损伤。如前所述,输送机构的压料组件对窄板条能够提供的压紧力相对较小,即使是微小的修边产生的胶丝,也容易使窄板条发生跳动,从而影响修边处理的加工精度。本案的技术方案,借由上述第一至第三吹气口的设置与开设位置的限定,从而能够快速、及时地清楚修边产生的胶丝,进而避免胶丝的进入使窄板条发生跳动,窄板条能够始终稳定进给。
15、作为一种优选的实施方式,所述倒角机构包括通过所述机架安装的倒角基座、位于所述基座一侧的立板,所述倒角基座上安装有侧靠模和铣削单元,所述侧靠模上开设有第一安装通道,所述铣削单元的铣削部件能够沿其轴向移动以穿过或部分穿过所述第一安装通道,所述立板的朝向所述侧靠模的一侧上安装有下靠模单元;所述下靠模单元上开设有允许所述铣削部件的刀轴穿过或部分穿过的第二安装通道。
16、本案的技术方案,借由第二安装通道、第三安装通道的设置,能够进一步缩小铣削部件的端面与下靠模部件的端面之间的间隙,从而能够对宽度更小(例如宽度小于5cm)的窄板条实施倒角加工。与此同时,不需要缩短铣削部件的刀轴的头部的长度,从而能够同时保持铣削部件的稳定性。
17、作为一种优选的实施方式,所述下靠模单元包括螺接地安装在所述立板一侧的下靠模部件,所述第二安装通道开设在所述下靠模部件上,且所述第二安装通道与所述铣削部件同轴设置。
18、作为一种优选的实施方式,所述下靠模单元包括螺接地安装在所述立板一侧的滚动轴承、套设地安装在所述滚动轴承上的下靠模部件,所述下靠模部件是靠模轮,所述第二安装通道开设在所述滚动轴承上。
19、作为一种优选的实施方式,所述立板上开设有第三安装通道,所述第三安装通道允许所述铣削部件的刀轴伸入其中,所述第一安装通道、所述第二安装通道、所述第三安装通道同轴设置。
20、综上所述,本案的一种窄边条的封边生产线至少具有以下优点:能够对宽度小于5cm的窄板条实施封边处理,其最小加工宽度为3cm,并且封边后倒角面加工精度高。
本文地址:https://www.jishuxx.com/zhuanli/20240615/76758.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表