刷子以及制造该刷子的方法与流程
- 国知局
- 2024-07-11 17:11:11
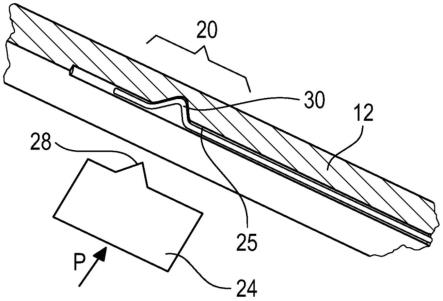
1.本发明涉及包括载体和刷毛插入件的刷子以及制造这种刷子的方法。背景技术:2.这种刷子是花丝刷,例如化妆刷、睫毛膏刷或者齿间刷,该类刷子的共性在于,它们具有一个刷毛插入件,该刷毛插入件的支承结构由线材构成,该线材在中央弯曲180°,并且该线材的两个区段相互绞合,其中,沿着线材的一部分,在两个彼此绞合的区段之间夹入大量刷毛。线材的设置有刷毛的部分形成刷毛区段,没有设置刷毛的部分形成锚固区段,该锚固区段紧固在载体上或者载体中。3.有多种技术可将锚固区段紧固在载体上。众所周知,锚固区段注入到载体中。该方法的缺点就在于频率极低,因为,带有内置刷毛插入件的载体必须在注射成型模具中停留一定时间,直到所注入的注射成型材料充分固化。即使采用具有多个穴位的多点注射成型工具,其频率也低于可以制造刷毛插入件的频率。因此,在能够将所制造的刷毛插入件与载体连接之前,必须将所制造的刷毛插入件临时存放。或者,可以使制造刷毛插入件的机器以低于理论上的速度运行。4.另外已知的是,锚固区段被加热并压入载体材料中,以便在该锚固区段和被该锚固区段加热的材料重新冷却之后锚固在载体中。该方法的缺点同样在于频率极其受限,因为加热锚固区段和之后再将锚固区段冷却需要一些时间。5.另一个方法则是,在载体中设置用于锚固区段的容纳槽,在锚固区段被插入该容纳槽之后,将该容纳槽的材料加热到软化温度,然后从两侧挤压该容纳槽。通过这种技术可以实现高频率。6.然而事实证明,采用容纳槽和其它两种方法都存在以下风险:刷毛插入件会被从载体中”拧出”。原因在于,载体材料和锚固区段的线材之间没有良好的附着连接,从而一旦克服了线材和载体材料之间的附着作用力,由于绞合线材而外轮廓呈双线螺旋状的锚固区段可整体相对于载体旋转。技术实现要素:7.本发明的目的在于创造一种如化妆刷、睫毛膏刷、齿间刷或者类似的刷子,这种刷子能以高频率制造,并且这种刷子的刷毛插入件可靠地锚固在载体上。本发明的目的还在于实现制造这种刷子的方法。8.为了实现该目的,根据本发明设置具有载体和刷毛插入件的刷子,其中,载体由至少两个相互附接的载体部件组成,并且刷毛插入件具有两个相互绞合的线材区段,所述线材区段在刷毛区段中将大量刷毛夹在所述线材区段之间,而在无刷毛区段则形成锚固区段,该锚固区段在载体中被容纳在容纳部中,并在那里被紧固在其中一个载体部件的嵌入区段中,其中,嵌入区段从两个载体部件之间的分离面可接近。9.为了实现上述目的,还提供了制造这种刷子的方法,该方法借助下列步骤:首先提供载体部件。然后,借助已启动的超音波发生器将刷毛插入件的锚固区段压向嵌入区段。最终,将第二载体部件紧固在第一载体部件上。10.本发明基于此基本思路,即采用至少双件式的载体,其中刷毛插入件首先被”焊接”在其中一个载体部件上。在另一步骤中,安装第二载体部件,使得刷毛插入件的锚固区段被覆盖,并且从外部不可见。[0011]“焊接”在这里的意思是,由线材构成的锚固区段由于超音波振动和压力的复合作用而与第一载体部件的材料紧密连接。如果第一载体部件由塑料构成,则在所施加的能量作用下,第一载体部件的材料局部熔化,使得锚固区段局部下陷到该载体部件中。由此形成嵌入区段,在该嵌入区段中,锚固区段被压入第一载体部件的材料中如此深的程度,即当载体区段的材料再次凝固时,锚固区段以形状锁合的方式保持在那里。根据第一载体部件的材料,该第一载体部件也可以与刷毛插入件的锚固区段黏接。但即使所使用的载体材料为天然材料,尤其是木头或者竹子,当锚固区段借助超音波发生器压向第一载体部件时,在锚固区段和载体部件中所形成的嵌入区段之间也产生紧密连接,该紧密连接的保持力与锚固区段和由塑料构成的载体部件的局部熔化的嵌入区段之间的保持力相当。[0012]根据本发明的一个设计方案,锚固区段具有弯曲区段,该弯曲区段的延伸方向偏离锚固区段的延伸方向。弯曲区段防止锚固区段被从载体中拧出,因为该弯曲区段将锚固区段以形状锁合的方式锁定在载体内部。[0013]根据嵌入区段的相应设计方案,弯曲区段可以在垂直于两个载体部件之间的分离面的平面上延伸或者平行于两个载体部件之间的分离面延伸。[0014]根据本发明的一个设计方案规定,容纳部由两个载体部件中的凹槽形成。凹槽共同组成用于刷毛插入件的锚固区段的容纳部,使得两个载体部件能够彼此无缝衔接。[0015]替代地可以规定,容纳部仅由其中一个载体部件中的凹槽形成。[0016]两个载体部件可以例如通过焊接、黏接或者卡合而彼此紧固。[0017]根据一个设计方案规定,锚固区段借助超音波发生器压入载体部件中一段距离,该距离大于锚固区段直径的30%、优选大于锚固区段直径的50%。锚固区段被压入载体部件中越深,则获得的保持力越大。当锚固区段被压入的程度大于锚固区段直径的50%时,在横截面中看到,该锚固区段的最宽点在载体部件的相邻区域的水平以下,从而产生与超音波发生器作用方向相反的形状锁合的连接。[0018]锚固区段可以通过超音波发生器变形,从而形成弯曲区段。在这个步骤中,无需预先弯曲锚固区段;通过压下超音波发生器实现所需的变形。[0019]在此,可以将弯曲区段压入载体部件的材料中一段距离,该距离大于锚固区段直径的200%。在这个步骤中,载体部件不具有用于容纳弯曲区段的预加工的凹深部或类似物,而是在超音波发生器所引入的能量的作用下形成相应轮廓。附图说明[0020]下面根据各种不同的实施方式来阐述本发明,所述各种不同的实施方式在附图中示出。附图中:[0021]图1a至1f示出了根据第一实施方式的刷子的各种视图和该刷子制造过程中的步骤;[0022]图2a至2e示出了根据第二实施方式的刷子的各种视图和该刷子制造过程中的不同步骤。具体实施方式[0023]在图1a至图1f中可看到载体10,该载体10由第一载体部件12和第二载体部件14组成。[0024]两个载体部件12、14可以是塑料制成,特别是可注射成型的塑料材料。两个载体部件12、14也可以由天然材料制成,尤其是木头或者竹子。[0025]在载体10上附接有刷毛插入件16,该刷毛插入件16由在中央弯曲的线材件形成,因此包含两个等长的区段。这两个等长的区段相互绞合在一起。其中,在一个区域中将大量刷毛接入相互绞合的两个区段之间,使得刷毛夹在这些线材区段之间。由此形成刷毛区段18。在刷毛区段18之外则是无刷毛的绞合线材区段。无刷毛线材区段的一部分用于将刷毛插入件16紧固或锚固在载体10中。相应地形成锚固区段20。[0026]刷毛插入件也可由两根单独的线材件构成,这两根单独的线材件相互绞合。[0027]载体10和刷毛插入件16共同构成刷子,即化妆刷、睫毛膏刷或者齿间刷。[0028]在所图示的实施方式中,每个载体部件12、14都有凹槽22,这些凹槽一起组成了用于刷毛插入件16的锚固区段20的容纳部。[0029]或者也可以仅在一个载体部件中设置凹槽。[0030]刷毛插入件16以如下方式附接在第一载体部件12上:将锚固区段20置入凹槽22,然后借助图1d中示意性示出的超音波发生器24将该锚固区段压在载体部件14上。同时启动该超音波发生器24,从而使该超音波发生器24处于超音波振动中。[0031]超音波振动传递到锚固区段20上,从而在该锚固区段20和第一载体部件12的材料之间产生摩擦。由此,锚固区段20在嵌入区段25中与第一载体部件12的材料连接。[0032]如果第一载体部件12由塑料制成,则将第一载体部件12局部熔化,使得锚固区段20在嵌入区段25中被压入或熔入第一载体部件12的材料中。[0033]如果第一载体部件12是木头或者竹子制成,则锚固区段20在嵌入区段25中烧入第一载体部件12的材料中,从而也由此在两个构件之间产生紧密连接。[0034]无论采用何种材料,在嵌入步骤完毕之后,锚固区段在受超音波发生器24影响的区域中牢固地嵌入第一载体部件12的材料中。[0035]在图1a中可见,第一载体部件12具有凹深部26,该凹深部26被设计为凹槽22的凹深部。借助设置在超音波发生器24上的凸起28将锚固区段20的一部分压入凹深部26中(并且使锚固区段的该部分在此过程中发生塑性变形),从而产生了弯曲区段30。[0036]沿偏离刷毛插入件16的纵向方向的方向延伸的弯曲曲段30由于其被容纳在凹深部26中而形成防扭转装置,该防扭转装置可以防止刷毛插入件被从载体10的保持该刷毛插入件的容纳部中拧出。[0037]在刷毛插入件16牢牢紧固在第一载体部件12上之后,将第二载体部件14紧固在第一载体部件12上。[0038]例如,可将这两个载体部件12、14彼此焊接或者相互黏接。也可以设置小卡钩,使得两个部件彼此卡合。[0039]因为在两个载体部件12、14共同组成载体10之前,刷毛插入件16完全附接在其中一个载体部件上(并且刷毛插入件16被容纳在由两个凹槽22形成的容纳部中),因此,刷毛插入件16的形成锚固区段20的区域是容易接近的。同样地,容纳锚固区段20的嵌入区段也是容易接近的,因为该嵌入区段从两个载体部件12、14之间的分离面t延伸出来。[0040]图2a至图2e示出了第二实施方式。对于由第一实施方式已知的构件采用相同的附图标记,并且在这方面参考上述解释。[0041]第一与第二实施方式之间的区别在于,第二实施方式中的弯曲区段30在刷毛插入件16装配完毕的情况下并不是垂直于分离面t延伸,而是平行于两个载体12、14之间的分离面t。[0042]另一个区别在于,在第二实施方式中,弯曲区段30是已经预先加工的,不是通过压下超音波发生器才产生的。[0043]然而在第二实施方式中,弯曲区段30也用作刷毛插入件16的防扭转装置。[0044]基本上也可行的是,在第二实施方式中也设置类似于第一实施方式中的其中容纳弯曲区段30的凹深部26的凹深部或凹部。[0045]同样可行的是,在第一实施方式中免去预加工凹深部26,并且在超音波发生器24所带来的能量作用下才通过以下方式制成该凹深部,即锚固区段20的变形区段在那里深深地熔入到第一载体部件12的材料中。
本文地址:https://www.jishuxx.com/zhuanli/20240615/82792.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
刷毛加工设备的制作方法
下一篇
返回列表