牙刷的制作方法
- 国知局
- 2024-07-11 17:11:21
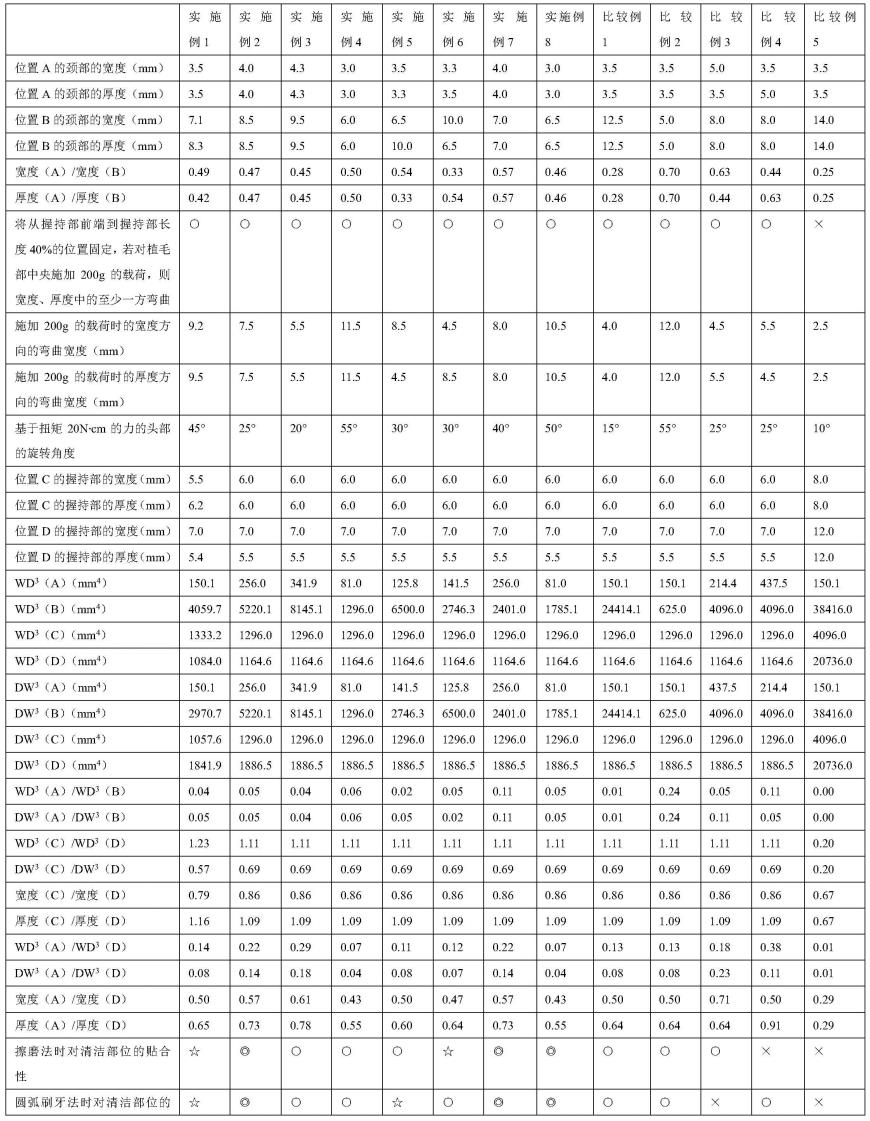
1.本发明涉及牙刷。2.本技术基于在2021年05月13日在日本技术的日本特愿2021-081747号来主张优先权,这里引用该内容。背景技术:3.在从口腔内的操作性等观点出发,使颈部变细的细颈牙刷中,颈部的前端区域形成得细,为了确保强度,颈部与握持部的边界附近形成得比颈前端粗,由此避免颈部从后端侧挠曲的举动。4.另外,在专利文献1中公开一种牙刷,通过在侧面视角中使刷主体为s字形状,从而使挠曲后的形状接近“直线形状”的牙刷,实现操作性较高、针对牙齿的间隙清洁性较高的刷主体形状。5.现有技术文献6.专利文献7.专利文献1:国际公开第2018/079114号8.发明要解决的技术问题9.在口腔内存在牙齿间、牙颈部等许多凹凸。因此,为了对间隙进行较高清洁性的刷洗,重要的是使刷毛配合凹凸以适当的角度接触。但是,专利文献1中公开的牙刷的挠曲方向被限定于头部的厚度方向,针对牙的间隙的清洁性和操作性不能说是充分的。10.本发明人研究的结果为,发现如下,在上述的牙刷中,通过使颈部细化从而在刷牙时头部的移动变得更自由,另一方面,考虑到用户间的刷牙方式依然存在差异的背景,为了使刷毛配合凹凸而以适当的角度接触,与限制挠曲方向和挠曲量相比,反而优选头部容易以各种角度可动的构造。技术实现要素:11.本发明是考虑以上的方面而完成的,其目的在于,提供不依赖于刷洗方式和技巧而得到与清洁对象的贴合性的牙刷。12.用于解决技术问题的技术手段13.《1》提供一种牙刷,其特征在于,具有:由多个毛束构成的植毛部;以及在长轴方向上延伸的刷主体,所述刷主体具有由硬质树脂形成的硬质部,所述硬质部具有:位于长轴方向的前端侧,所述植毛部设置于植毛面的头部;位于比所述头部更靠所述长轴方向的后端侧的位置的握持部;以及位于所述头部与所述握持部之间的颈部;在将所述颈部的所述长轴方向的前端侧端部的位置设为a,将所述颈部的所述长轴方向的后端侧端部的位置设为b,将与所述植毛面正交的方向设为厚度方向,将与所述植毛面平行且与所述厚度方向正交的方向设为宽度方向时,所述位置a处的所述颈部的所述厚度方向的长度和所述宽度方向的长度都为3.0mm以上且4.3mm以下,所述位置a处的所述颈部的所述宽度方向的长度相对于所述位置b处的所述颈部的所述宽度方向的长度之比为0.30以上且0.60以下,所述位置a处的所述颈部的所述厚度方向的长度相对于所述位置b处的所述颈部的所述厚度方向的长度之比为0.30以上且0.60以下,在利用下述的方法(α)测定的所述刷主体的所述宽度方向的弯曲与利用下述的方法(β)测定的所述刷主体的所述厚度方向的弯曲中的至少一方中,以所述握持部为起点弯曲。14.方法(α):对于从所述握持部的所述长轴方向的前端侧端部到所述后端侧的、为所述握持部的所述长轴方向的长度40%的位置,将其在固定状态下的所述刷主体的前端的高度设为基准高度,在所述固定的状态下进一步对所述头部中的所述植毛部的所述长轴方向的中央位置沿所述宽度方向施加200g的载荷,测定10秒后的弯曲的起点位置,以及将所述刷主体的前端相对于所述基准高度在所述宽度方向的位移量(单位为mm)测定作为弯曲长度。15.方法(β):对于从所述握持部的所述长轴方向的前端侧端部到所述后端侧的、为所述握持部的所述长轴方向的长度40%的位置,将其在固定状态下的所述刷主体的前端的高度设为基准高度,在所述固定的状态下进一步对所述头部中的所述植毛部的所述长轴方向的中央位置沿所述厚度方向施加200g的载荷,测定10秒后的弯曲的起点位置,以及将所述刷主体的前端相对于所述基准高度在所述厚度方向的位移量(单位为mm)测定作为弯曲长度。16.《2》根据《1》中记载的牙刷,所述宽度方向的弯曲长度和所述厚度方向的弯曲长度都为6.0mm以上且11.0mm以下。17.《3》根据《1》或者《2》中记载的牙刷,利用扭矩为20n·cm的力使所述头部以沿所述长轴方向延伸的轴线为中心旋转时的所述头部的旋转角度为30°以上且50°以下。18.《4》根据《1》至《3》中任一项中记载的牙刷,若将所述颈部的所述厚度方向的长度设为dmm,将所述宽度方向的长度设为wmm,将位置a处的w×d3所表示的值设为wd3(a)mm4,将位置b处的w×d3所表示的值设为wd3(b)mm4,将位置a处的d×w3所表示的值设为dw3(a)mm4,将位置b处的d×w3所表示的值设为dw3(b)mm4,则wd3(b)为1200mm4以上且6500mm4以下,wd3(a)/wd3(b)所表示的值为0.01以上且0.20以下,dw3(b)为1200mm4以上且6500mm4以下,dw3(a)/dw3(b)所表示的值为0.01以上且0.20以下。19.《5》根据《1》至《4》中任一项中记载的牙刷,在该握持部的所述长轴方向的长度的至少20%的连续的区域中所述握持部的所述厚度方向的长度和所述宽度方向的长度都为4.5mm以上且8.0mm以下。20.《6》根据《1》至《5》中任一项中记载的牙刷,若将所述握持部的所述长轴方向的前端侧端部的位置设为c,将从所述握持部的所述前端侧端部向所述后端侧的、为所述握持部的所述长轴方向的长度50%的位置设为d,将所述握持部的所述厚度方向的长度设为dmm,将所述宽度方向的长度设为wmm,将位置c处的w×d3所表示的值设为wd3(c)mm4,将位置d处的w×d3所表示的值设为wd3(d)mm4,将位置c处的d×w3所表示的值设为dw3(c)mm4,将位置d处的d×w3所表示的值设为dw3(d)mm4,则wd3(c)为410mm4以上且4000mm4以下,wd3(c)/wd3(d)所表示的值为0.35以上且2.0以下,dw3(c)为410mm4以上且4000mm4以下,dw3(c)/dw3(d)所表示的值为0.35以上且2.0以下。21.《7》根据《6》中记载的牙刷,所述位置c处的所述握持部的所述宽度方向的长度相对于所述位置d处的所述握持部的所述宽度方向的长度之比为0.65以上且1.30以下,所述位置c处的所述握持部的所述厚度方向的长度相对于所述位置d处的所述握持部的所述厚度方向的长度之比为0.65以上且1.30以下。22.《8》根据《6》或者《7》中记载的牙刷,所述颈部的所述厚度方向的长度与所述宽度方向的长度都在从所述前端侧到所述后端侧的范围内恒定或者逐渐扩径,所述颈部具有所述厚度方向的长度与所述宽度方向的长度的至少一方比所述握持部中的所述位置c与所述位置d之间的所述厚度方向的长度或者所述宽度方向的长度大的位置,该位置中的、最靠所述前端侧的位置e位于比所述位置b更靠所述前端侧3mm以上的位置。23.《9》根据《1》至《8》中任一项中记载的牙刷,所述握持部的至少一部分被由软质树脂形成的软质部覆盖,在从所述握持部的所述前端侧端部向所述后端侧的、所述握持部的所述长轴方向的长度的至少20%以上的连续的区域中,若将沿所述宽度方向观察所述握持部的侧面视角中的包含所述软质部的所述厚度方向的长度设为de,将所述侧面视角中的所述握持部的所述厚度方向的长度设为dh,将沿所述厚度方向观察所述握持部的正面视角中的包含所述软质部的所述宽度方向的长度设为we,将所述正面视角中的所述握持部的所述宽度方向的长度设为wh,则dh/de所表示的值为0.75以下,wh/we所表示的值为0.75以下。24.发明的效果25.在本发明中,在牙刷中,不依赖于刷洗方式和技巧而得到与清洁对象的贴合性。附图说明26.图1是表示本发明的实施方式的图,是表示牙刷1的结构的侧视图。27.图2是从植毛面3a侧观察牙刷1的主视图。28.图3是表示硬质部60的结构的侧视图。29.图4是从植毛面3a侧观察硬质部60的主视图。30.符号说明31.1牙刷32.2刷主体33.3头部34.3a植毛面35.4颈部36.5握持部37.40植毛部38.60硬质部39.70软质部40.a、b、c、d位置具体实施方式41.以下,参照图1至图4对本发明的牙刷的实施方式进行说明。42.此外,以下的实施方式表示本发明的一个方式,并不限定本发明,在本发明的技术思想的范围内能够任意变更。另外,在以下的附图中,为了容易理解各结构,使各构造中的比例尺、数量等与实际的构造不同。43.另外,在以下的说明中,将后述的头部3的设置有植毛面3a的一侧(与植毛面对置的一侧)设为牙刷1的正面侧,将头部3的与面对植毛面3a的一侧相反的一侧设为牙刷1的背面侧。此外,将与植毛面3a平行且后述的刷主体2延伸的方向设为长轴方向,将与植毛面3a平行且与长轴方向正交的方向设为牙刷1的宽度方向,将与植毛面3a正交的方向设为牙刷1的厚度方向而进行说明。另外,将在长轴方向上设置有头部3的一侧(头部3侧)设为前端侧,将设置有握持部5的一侧(握持部5侧)设为后端侧而适当地进行说明。44.图1是表示牙刷1的结构的图,是沿宽度方向观察牙刷1的侧视图。45.图2是从厚度方向的植毛面3a侧观察牙刷1的主视图。此外,在图2中,省略植毛部40的图示。46.如图1和图2所示,本实施方式的牙刷1具备整体上形成为长条状的由树脂成形体构成的刷主体2和植毛部40。47.刷主体2具有:位于前端侧且具有植毛面3a的头区域3r、配置在头区域3r的后端侧的握持区域5r、以及配置在头区域3r与握持区域5r之间的颈区域4r。牙刷1能够通过具有植设于头区域3r的植毛面3a的多个毛束(未图示)的植毛部40来清洁口腔内。48.刷主体2分别具有由硬质树脂形成的硬质部60以及由软质树脂形成的软质部70。硬质部60沿长轴方向延伸。硬质部60形成头区域3r、颈区域4r以及握持区域5r的至少一部分。软质部70形成握持区域5r的一部分。49.软质部75在握持区域5r中覆盖硬质部60的一部分。50.硬质部60包含:位于头区域3r的头部3、位于颈区域4r的颈部4、以及位于握持区域5r的握持部5。51.作为一例,作为硬质树脂,列举弯曲弹性模量(jis7171)为1000mpa以上且2800mpa以下的树脂,例如,考虑强度方面而优选使用聚丙烯(pp)树脂、聚缩醛(pom)树脂、聚对苯二甲酸丁二醇酯(pbt)树脂等。52.另外,在柔软性的方面,更优选弯曲弹性模量为1000-2000mpa,优选pp树脂。53.作为软质树脂,更优选肖氏硬度a为30以上且80以下。作为软质树脂,例如,可列举弹性体(例如,烯烃系弹性体、苯乙烯系弹性体、聚酯系弹性体、聚氨酯系热塑性弹性体等)、硅酮。54.(刷主体的正面侧的外形轮廓线形状)55.如图1所示,在本实施方式的牙刷1中,在侧面观察刷主体2时,在刷主体2的正面侧的外形轮廓线中,从头区域3r的后端侧朝向握持区域5r侧,具有:从头区域3r的植毛面3a连续向后端侧呈直线状延伸的第一直线区域l1;在正面侧具有曲率中心,从第一直线区域l1的后端向后端侧呈圆弧状延伸到凸形状的顶点51a的第一曲线区域f1;在正面侧具有曲率中心,从顶点51a向后端侧呈圆弧状延伸的第二曲线区域f2;在背面侧具有曲率中心,从第二曲线区域f2的后端向后端侧延伸的第三曲线区域f3;在正面侧具有曲率中心,从第三曲线区域f3的后端向后端侧延伸的第四曲线区域f4;以及在背面侧具有曲率中心,从第四曲线区域f4的后端向后端侧延伸的第五曲线区域f5。56.(刷主体的背面侧的外形轮廓线形状)57.在本实施方式的牙刷1中,在侧面观察刷主体2时,在刷主体2的背面侧的外形轮廓线中,从头区域3r的后端侧朝向握持区域5r侧,具有:从头部3的背面连续向后端侧呈直线状延伸的第二直线区域l2;在正面侧具有曲率中心,从第二直线区域l2的后端向后端侧呈圆弧状延伸的第六曲线区域f6;在背面侧具有曲率中心,从第六曲线区域f6的后端向后端侧呈圆弧状延伸到顶点51b的第七曲线区域f7;在背面侧具有曲率中心,从顶点51b向后端侧呈圆弧状延伸的第八曲线区域f8;在正面侧具有曲率中心,从第八曲线区域f8的后端向后端侧呈圆弧状延伸的第九曲线区域f9;在背面侧具有曲率中心,从第九曲线区域f9的后端向后端侧呈圆弧状延伸的第十曲线区域f10;以及在正面侧具有曲率中心,从第十曲线区域f10的后端向后端侧呈圆弧状延伸的第十一曲线区域f11。58.侧面视角中的颈区域4r和握持区域5r随着朝向后端侧而在厚度方向朝向正面侧的方向上,相对于长轴方向倾斜地延伸。第一曲线区域f1、第二曲线区域f2、第三曲线区域f3、第四曲线区域f4和第五曲线区域f5位于在厚度方向上与植毛面3a相同的位置或者在厚度方向上比植毛面3a更靠正面侧的位置。59.(刷主体的宽度方向两侧的外形轮廓线形状)60.如图2所示,在本实施方式的牙刷1中,在正面观察刷主体2时,相对于位于宽度方向的中心且沿长轴方向延伸的中心线,刷主体2的宽度方向两侧的外形轮廓线形成为线对称。因此,在以下的说明中,对宽度方向的一侧(在图2中,下侧)的外形轮廓线进行说明。另外,关于呈圆弧状延伸的曲线区域的曲率中心的位置,将相对于外形轮廓线为宽度方向的中心侧的情况称为内侧,将与宽度方向的中心相反侧的情况称为外侧。61.在本实施方式的牙刷1中,在正面观察刷主体2时,在刷主体2的宽度方向的外形轮廓线中,具有:从头区域3r与颈区域4r的边界(详细情况后述说明)向后端侧呈直线状延伸的第三直线区域l3;在外侧具有曲率中心,从第三直线区域l3的后端向后端侧呈圆弧状延伸的第十二曲线区域f12;在内侧具有曲率中心,从第十二曲线区域f12的后端向后端侧呈圆弧状延伸的第十三曲线区域f13;在外侧具有曲率中心,从第十三曲线区域f13的后端向后端侧呈圆弧状延伸的第十四曲线区域f14;以及在内侧具有曲率中心,从第十四曲线区域f14的后端向后端侧呈圆弧状延伸的第十五曲线区域f15。62.头区域3r与颈区域4r的边界是第三直线区域l3的前端侧端部的位置a。此外,后述的头部3与颈部4的边界与位置a一致。颈区域4r与握持区域5r的边界是正面视角中的外形轮廓线从圆弧中心位于外侧的第十二曲线区域f12切换到圆弧中心位于内侧的第十三曲线区域f13的位置b。后述的颈部4与握持部5的边界与位置b一致。在外形轮廓线切换的位置不清楚的情况下,为软质树脂的开始覆盖的最前端侧的位置。正面视角和侧面视角中边界共用。63.握持区域5r的从位置b到后端侧被软质部74全方位地包覆。握持区域5r在后端侧的端部和正面侧的设计区域5a中硬质部60露出到外侧。除了后端侧的端部和设计区域5a之外,被软质部75全方位地包覆。64.如图2所示,握持区域5r的宽度方向的长度在正面视角中在第十三曲线区域f13和第十五曲线区域f15中为极大值,在第十四曲线区域f14中为极小值。65.如图1所示,握持区域5r的厚度方向的长度在侧面视角中从顶点51a、51b之间表示的极大值开始减少到第二曲线区域f2与第八曲线区域f8之间表示极小值的位置为止。握持区域5r的厚度方向的长度从第二曲线区域f2与第八曲线区域f8之间表示极小值的位置开始增加到第三曲线区域f3与第九曲线区域f9之间表示极大值的位置为止。握持区域5r的厚度方向的长度从第三曲线区域f3与第九曲线区域f9之间表示极大值的位置开始减少到第四曲线区域f4与第十曲线区域f10之间表示极小值的位置为止。握持区域5r的厚度方向的长度从第四曲线区域f4与第十曲线区域f10之间表示极小值的位置开始增加到第五曲线区域f5与第十一曲线区域f11之间表示极大值的位置为止之后,朝向后端侧减少。66.在握持区域5r中,从顶点51a在后端侧朝向背面侧的第二曲线区域f2的区域、以及从顶点51b在后端侧朝向正面侧的第八曲线区域f8的区域,构成为使用者对握持区域5r进行握持时的手指接触部。67.图3是表示硬质部60的结构的侧视图。图4是从植毛面3a侧观察硬质部60的主视图。68.如图3和图4所示,硬质部60具有:头部3;位于比头部3更靠长轴方向的后端侧的握持部5;以及位于头部3与握持部5之间的颈部4。69.(头部3)70.头部3是通过多个毛束对口腔内进行刷扫的部分,如图4所示,形成大致长方体状,并且具有角部带有圆角的形状。头部3具有在正面视角中4个顶部为曲线切角的大致四边形的平板状的形状。在本实施方式中,头部3与颈部4的边界是头部3的正面视角形状中的、形成颈部4侧的切角的曲线的终点、即形成切角的曲线的弯曲方向发生变化的位置a。71.头部3在正面侧具有植毛面3a。在植毛面3a上,排列配置有多个植毛孔6。植毛孔6的形状、孔径没有特别限定。在植毛孔6中分别植入构成植毛部40的毛束。72.头部3未被软质部70覆盖。即,头部3全部露出。头区域3r由头部3构成。73.通过将多根刷毛(单丝)捆扎并对折,在其间夹着被称为扁平线的金属制的防脱件(未图示)并打入植毛孔6,从而将毛束植设于各植毛孔6。头部3的形状没有特别限定,例如,正面侧的植毛面3a和背面侧的面形成为相互平坦且平行的面。74.头部3只要是容易对口腔内进行刷扫的形状、大小即可,其形状没有特别限定,例如,也可以为宽度从其基端侧朝向前端侧逐渐变窄的形状。另外,头部3可以是厚度从其基端侧朝向前端侧逐渐变薄的锥形状,也可以是头部3的背面侧的中央部隆起的具有圆角的形状。75.头部3的宽度没有特别限定,例如优选为7mm以上且16mm以下。如果是上述下限值以上,则能够充分确保植设毛束的面积,如果是上述上限值以下,则可进一步提高口腔内的操作性。76.此外,如果是头部3的宽度为12mm以上的宽型的头,则在实施后述的基于罗氏旋转刷牙法/巴氏刷牙法进行的清洁时,容易对头部3的扭转施加力。77.头部3的长轴方向的长度没有特别限定,例如优选为10mm以上且33mm以下。如果头部3的长度为上述下限值以上,则能够充分确保植设毛束的面积,如果为上述上限值以下,则可进一步提高口腔内的操作性。78.头部3的厚度方向的长度越薄,则越能够提高口腔内的操作性,但若过薄,则头部3的强度容易变得不充分。因此,作为一例,头部3的厚度方向的长度被设定在2.5mm以上且4.5mm以下的范围。头部3的厚度方向的长度更优选为2.5mm以上且4.0mm以下。头部3的厚度方向的长度进一步优选为2.5mm以上且3.7mm以下。79.头部3的厚度方向的长度的下限值优选为2.5mm以上。80.头部3的厚度方向的长度的上限值优选为4.5mm以下,更优选为4.0mm以下,进一步优选为3.7mm以下。81.(颈部4)82.颈部4是配置在握持部5与头部3之间且将握持部5和头部3连结的部分。83.颈部4的长轴方向的长度优选为35.0mm以上且50.0mm以下,更优选为37.0mm以上且48.0mm以下。84.颈部4的长轴方向的长度的下限值优选为36.0mm以上,更优选为37.0mm以上。85.颈部4的长轴方向的长度的上限值优选为50.0mm以下,更优选为48.0mm以下。86.颈部4的厚度方向的长度与宽度方向的长度都在从前端侧到后端侧的范围内恒定或者逐渐扩径。87.图2中,在正面视角中,颈部4的前端侧的轮廓采用由第三直线区域l3形成的固定宽度。88.第三直线区域l3的长轴方向的长度优选为18.0mm以上且35.0mm以下,更优选为20.0mm以上且30.0mm以下。89.第三直线区域l3的长轴方向的长度的下限值优选为18.0mm以上,更优选为20.0mm以上。90.第三直线区域l3的长轴方向的长度的上限值优选为35.0mm以下,更优选为30.0mm以下。91.在正面视角中,颈部4的第三直线区域l3后端侧的轮廓由第十二曲线区域f12形成。在由第十二曲线区域f12形成的颈部4中,宽度方向的长度随着朝向后端侧而逐渐增加直到后端侧端部的位置b为止。即,颈部4的宽度方向的长度在位置b处为最大。位置b是颈部4与握持部5的边界。92.在侧面视角中,颈部4的正面侧的轮廓由第一曲线区域f1形成。颈部4的正面侧的轮廓随着朝向后端侧而逐渐向朝向正面侧的方向延伸。颈部4的背面侧的轮廓由第六曲线区域f6形成。颈部4的背面侧的轮廓随着朝向后端侧而逐渐向朝向正面侧的方向延伸。第一曲线区域f1随着朝向后端侧而朝向正面侧的长度比第六曲线区域f6随着朝向后端侧而朝向正面侧的长度大。因此,颈部4随着朝向后端侧,厚度方向的长度变大。93.此外,作为颈部4的正面侧的轮廓,也可以不是从位置a起由第一曲线区域f1或者第六曲线区域f6形成,而是经由直线区域与第一曲线区域f1或者第六曲线区域f6相连。在该情况下,该直线区域的长度优选为15.0mm以下。94.(握持部5)95.如图3所示,在侧面视角中握持部5随着从前端侧端部的位置c朝向后端侧,而向朝向正面侧的方向延伸。位置c是与颈部4的后端侧端部的位置b相同的位置或者大致相同的位置。此外,所谓大致相同的位置,是将位置c位于从位置b到长轴方向的后端侧的0.2mm位置为止的距离之内的情况定义为大致相同。96.存在位置c处的握持部5的厚度方向的长度比颈部4的厚度方向的长度短的区域。握持部5的厚度方向的长度以比颈部4的后端侧端部的厚度方向的长度短的尺寸从位置c朝向后端侧暂时增加之后减少,然后大致恒定地延伸。握持部5在长轴方向上在设计区域5a的位置具有向正面侧突出的突起部5b。突起部5b的正面侧的端面在握持区域5r中露出。在握持部5的后端设置有在握持区域5r的后端露出的突起部5c。97.握持部5的宽度方向的长度在握持部5的整个区域优选为4.5mm以上且14.0mm以下,更优选为4.5mm以上且12.0mm以下。98.握持部5的宽度方向的长度的下限值优选为4.5mm以上。99.握持部5的宽度方向的长度的上限值优选为14.0mm以下,更优选为12.0mm以下。100.握持部5的厚度方向的长度在握持部5的整个区域中优选为4.5mm以上且18.0mm以下,更优选为4.5mm以上且16.0mm以下。101.握持部5的厚度方向的长度的下限值优选为4.5mm以上。102.握持部5的厚度方向的长度的上限值优选为18.0mm以下,更优选为16.0mm以下。103.握持部5的长轴方向的长度优选为80mm以上且140mm以下,更优选为90mm以上且130mm以下。104.握持部5的长轴方向的长度的下限值优选为90mm以上。105.握持部5的长轴方向的长度的上限值优选为140mm以下,更优选为130mm以下。106.该范围是包含图3和图4的突起部5b和5c的范围。此外,像后述的记载那样,握持部5具有在连续的区域中厚度方向的长度和宽度方向的长度都为4.5mm以上且8.0mm以下的部位。107.(头部3与颈部4的边界的位置a)108.位置a处的颈部4的厚度方向的长度和宽度方向的长度都为3.0mm以上且4.3mm以下。在位置a处的颈部4的厚度方向的长度和宽度方向的长度都小于3.0mm的情况下,颈部4过度挠曲而过度可动。若位置a处的颈部4的厚度方向的长度和宽度方向的长度都超过4.3mm,则无法得到充分的挠曲。通过将位置a处的颈部4的厚度方向的长度和宽度方向的长度都设为3.0mm以上且4.3mm以下,能够实现适度的挠曲。更优选将位置a处的颈部4的厚度方向的长度和宽度方向的长度都设为3.0mm以上且4.0mm以下。109.位置a处的颈部4的宽度方向的长度相对于位置b处的颈部4的宽度方向的长度之比优选为0.30以上且0.60以下,更优选为0.40以上且0.50以下。110.位置a处的颈部4的宽度方向的长度相对于位置b处的颈部4的宽度方向的长度之比的下限值优选为0.30以上,更优选为0.40以上。111.位置a处的颈部4的宽度方向的长度相对于位置b处的颈部4的宽度方向的长度之比的上限值优选为0.60以下,更优选为0.50以下。112.位置a处的颈部4的厚度方向的长度相对于位置b处的颈部4的厚度方向的长度之比优选为0.30以上且0.60以下,更优选为0.40以上且0.50以下。113.位置a处的颈部4的厚度方向的长度相对于位置b处的颈部4的厚度方向的长度之比的下限值优选为0.30以上,更优选为0.40以上。114.位置a处的颈部4的厚度方向的长度相对于位置b处的颈部4的厚度方向的长度之比的上限值优选为0.60以下,更优选为0.50以下。115.若位置a处的颈部4的宽度方向的长度相对于位置b处的颈部4的宽度方向的长度之比、或者位置a处的颈部4的厚度方向的长度相对于位置b处的颈部4的厚度方向的长度之比小于0.30,则前端过细而应力集中于前端,仅颈部4的前端发生挠曲,无法实现颈部4的整体的挠曲。或者,后端过粗而不与握持部5联动,仅颈部4挠曲。另一方面,在上述的宽度方向的长度之比、或者厚度方向的长度之比超过0.60的情况下,颈部4的后端变细,不与握持部5联动,仅颈部4的整体过度挠曲。或者,颈部4的前端变粗,颈部4的前端变得不容易挠曲。因此,通过将上述的宽度方向的长度之比以及厚度方向的长度之比设为0.30以上且0.60以下,能够与握持部5联动地实现颈部4的整体的挠曲。上述的宽度方向的长度之比以及厚度方向的长度之比更优选为0.40以上且0.50以下。116.对于上述的刷主体2(牙刷1),将从握持部5的前端侧端部(位置c)到后端侧的、为握持部5的长轴方向的长度40%的位置固定,在植毛部40的长轴方向的中央位置沿宽度方向施加200g的载荷时、或者沿厚度方向施加200g的载荷时,宽度方向的弯曲和厚度方向的弯曲中的至少一方以握持部5为起点而弯曲。即,在刷主体2中,在对上述的位置施加上述的载荷时,在宽度方向和厚度方向中的至少一方,仅颈部4不弯曲,而以握持部5为起点弯曲。117.以下,分别详细地说明在宽度方向和厚度方向上求出刷主体2的弯曲的起点位置和弯曲长度的方法。118.(宽度方向的刷主体2的弯曲的起点位置和弯曲长度)119.宽度方向的刷主体2的弯曲的起点位置和弯曲长度通过以下的方法(α)测定。120.方法(α):121.对于从握持部的长轴方向的前端侧端部到后端侧的、为握持部的长轴方向的长度40%的位置,将其在固定状态下的刷主体2的前端的高度设为基准高度,在固定状态下进一步对头部中的植毛部的长轴方向的中央位置沿宽度方向施加200g的载荷,测定10秒后的宽度方向的弯曲的起点位置以及将刷主体2的前端的相对于基准高度在宽度方向的位移量(单位为mm)测定作为弯曲长度。122.具体而言,在本实施方式中,宽度方向的刷主体2的弯曲的起点位置和弯曲长度像以下那样测定。123.如图2所示,对于刷主体2,以宽度方向成为上下方向的方式,使用夹具100固定握持部5。夹具100将从握持部5的前端侧端部(位置c)到后端侧的、为握持部5的长轴方向的长度40%的位置p1进行固定。此时,将刷主体2的前端的高度设为基准高度h0。124.接下来,将200g的砝码102悬挂在位置s,测定10秒后的刷主体2的弯曲的起点位置和刷主体2的前端的高度h1。位置s是头部3中的植毛部40的长轴方向的中央位置。植毛部40的长轴方向的中央位置表示多个植毛孔6的外缘中的、长轴方向上最前端侧的外缘位置与最后端侧的外缘位置之间的中央位置。125.然后,求出从高度h0到高度h1的位移量(单位为mm)。126.进行5次上述测定,求出上述位移量的平均值作为刷主体2的宽度方向的弯曲长度。127.(厚度方向的刷主体2的弯曲的起点位置和弯曲长度)128.厚度方向的刷主体2的弯曲的起点位置和弯曲长度通过以下的方法(β)测定。129.方法(β):130.对于从握持部的长轴方向的前端侧端部到后端侧的、为握持部的长轴方向的长度40%的位置,将其在固定状态下的刷主体2的前端的高度设为基准高度,在固定状态下进一步对头部中的植毛部的长轴方向的中央位置沿宽度方向施加200g的载荷,测定10秒后的厚度方向的弯曲的起点位置以及将刷主体2的前端相对于基准高度在厚度方向的位移量(单位为mm)测定作为弯曲长度。131.具体而言,在本实施方式中,厚度方向的刷主体2的弯曲的起点位置和弯曲长度像以下那样测定。132.如图1所示,对于刷主体2,以厚度方向成为上下方向的方式,使用夹具100固定握持部5。夹具100将从握持部5的前端侧端部(位置c)到后端侧的、为握持部5的长轴方向的长度40%的位置p1进行固定。此时,将刷主体2的前端的高度设为基准高度h0。133.接下来,将200g的砝码102悬挂在上述的位置s,测定10秒后的刷主体2的弯曲的起点位置和刷主体2的前端的高度h2。134.而且,求出从高度h0到高度h2的位移量(单位为mm)。135.进行5次上述测定,求出上述位移量的平均值作为刷主体2的厚度方向的弯曲长度。136.在宽度方向或者厚度方向中的一方,在位置a处颈部4较粗,位置a处的颈部4的长度相对于位置b处的颈部4的长度之比超过0.60的情况下,在颈部4的前端部无法实现挠曲。另外,在宽度方向或者厚度方向中的一方,在位置b处颈部4较粗,位置a处的颈部4的长度相对于位置b处的颈部4的长度之比小于0.30的情况下,在颈部4的后端部无法实现挠曲。特别是,在相对于位置a在位置b处颈部4过粗的情况下,仅对颈部4的前端部施加应力,在颈部4的后端部无法实现宽度方向或者厚度方向的挠曲。并且,在握持部5比颈部4粗的情况下,无法实现以握持部5为起点的从握持部5的挠曲,无法获得更大的可动区域。137.因此,通过在宽度方向和厚度方向双方,将位置a处的颈部4的长度相对于位置b处的颈部4的长度之比设为0.30以上且0.60以下,从而在刷主体2中,在对上述的位置施加上述的载荷时头部3、颈部4和握持部5能够以握持部5为起点,从握持部5以在宽度方向或者厚度方向上较大的可动区域弯曲。138.施加上述的载荷后的10秒后的刷主体2的前端侧端部的最大弯曲长度(最大挠曲量)与刷主体2的弯曲的起点位置无关,在沿宽度方向施加载荷时以及沿厚度方向施加载荷时都优选为6.0mm以上且11.0mm以下,更优选为7.0mm以上且10.0mm以下。139.施加上述的载荷后的10秒后的刷主体2的前端侧端部的最大弯曲长度(最大挠曲量)的下限值优选为6.0mm以上,更优选为7.0mm以上。140.施加上述的载荷后的10秒后的刷主体2的前端侧端部的最大弯曲长度(最大挠曲量)的上限值优选为11.0mm以下,更优选为10.0mm以下。141.在弯曲长度小于6.0mm的情况下,使用者感觉不到充分的挠曲,在弯曲长度超过11.0mm的情况下挠曲过度,操作性降低。通过使弯曲长度为6.0mm以上且11.0mm以下,能够在操作性不降低的情况下在宽度方向和厚度方向上实现充分的挠曲量。因此,在本实施方式的牙刷1中,头部3容易可动,由此刷牙时的贴合性提高,特别是在刷牙方法为圆弧(fones)刷牙法时有效。142.另外,在刷主体2中,在将从握持部5的前端到握持部后端侧的9mm的范围的正面侧和背面侧固定、并且将从头部3的前端到植毛部的长轴方向的中央位置为止的范围的正面侧、背面侧、侧面侧固定,在该状态下以扭矩为20n·cm的力使头部3以沿长轴方向延伸的轴线为中心旋转时的头部3的旋转角度优选为30°以上且50°以下,更优选为40°以上且50°以下。143.上述旋转角度的下限值优选为30°以上,更优选为40°以上。144.上述旋转角度的上限值优选为50°以下。145.在施加了上述力时的头部3的旋转角度小于30°的情况下,清洁时的头部3的以沿长轴方向延伸的轴线为中心的旋转方向的可动区域变窄。在施加了上述力时的头部3的旋转角度超过50°的情况下,清洁时的头部3在以沿长轴方向延伸的轴线为中心的旋转方向上过度扭转而无法得到稳定的贴合性。通过使施加上述力时的头部3的旋转角度为30°以上且50°以下,能够在清洁时充分确保头部3的扭转。因此,在本实施方式的牙刷1中,在清洁时刷毛能以各种角度与牙齿接触,特别是在罗氏旋转刷牙法、巴氏刷牙法时容易得到贴合性。146.在以下的说明中,将硬质部60的厚度方向的长度设为dmm,将宽度方向的长度设为wmm。另外,若将颈部4的位置a处的w×d3所表示的值设为wd3(a)mm4,将位置b处的w×d3所表示的值设为wd3(b)mm4,则wd3(b)优选为1200mm4以上且6500mm4以下,更优选为2400mm4以上且5200mm4以下。147.wd3(b)的下限值优选为1200mm4以上,更优选为2400mm4以上。148.wd3(b)的上限值优选为6500mm4以下,更优选为5200mm4以下。149.wd3(a)、wd3(b)所代表的值表示颈部4的截面为大致矩形状且在厚度方向上施加载荷时的位置a、位置b处的截面二次矩所对应的值,与颈部4向厚度方向挠曲的挠曲容易度相关。150.在wd3(b)小于1200mm4的情况下,向厚度方向的挠曲过度,在超过6500mm4的情况下在厚度方向上无法得到充分的挠曲量。通过使wd3(b)为1200mm4以上且6500mm4以下,能够在不过度的情况下在颈部4的厚度方向上得到充分的挠曲。151.wd3(a)/wd3(b)所表示的值优选为0.01以上且0.20以下,更优选为0.03以上且0.06以下。152.wd3(a)/wd3(b)所表示的值的下限值优选为0.01以上,更优选为0.03以上。153.wd3(a)/wd3(b)所表示的值的上限值优选为0.20以下,更优选为0.06以下。154.为了将wd3(a)/wd3(b)实现为上述的值,wd3(a)优选为80mm4以上且350mm4以下,更优选为80mm4以上且260mm4以下。155.wd3(a)的下限值优选为80mm4以上。156.wd3(a)的上限值优选为350mm4以下,更优选为260mm4以下。157.在wd3(a)/wd3(b)所表示的值小于0.01的情况下,颈部4的前端的厚度方向的挠曲变大,无法实现握持部5的整体在厚度方向上的挠曲。或者,颈部4的后端过粗而不与握持部5联动,仅颈部4挠曲。在wd3(a)/wd3(b)所表示的值超过0.20的情况下,在颈部4的前端无法实现厚度方向的充分的挠曲。或者,颈部4的后端变细,不与握持部5联动,仅颈部4的整体过度挠曲。通过使wd3(a)/wd3(b)所表示的值为0.01以上且0.20以下,能够实现握持部5的整体在厚度方向上的挠曲。158.另外,若将位置a处的d×w3所表示的值设为dw3(a)mm4,将位置b处的d×w3所表示的值设为dw3(b)mm4,则dw3(b)优选为1200mm4以上且6500mm4以下,更优选为2400mm4以上且5200mm4以下。159.dw3(b)的下限值优选为1200mm4以上,更优选为2400mm4以上。160.dw3(b)的上限值优选为6500mm4以下,更优选为5200mm4以下。161.dw3(a)、dw3(b)所代表的值表示颈部4的截面为大致矩形状且在宽度方向上施加载荷时的位置a、位置b处的截面二次矩所对应的值,与颈部4向宽度方向挠曲的挠曲容易度相关。162.在dw3(b)小于1200mm4的情况下,向宽度方向的挠曲过度,在超过6500mm4的情况下在宽度方向上无法得到充分的挠曲量。通过使dw3(b)为1200mm4以上且6500mm4以下,能够在不过度的情况下在宽度方向上得到颈部4的充分的挠曲。163.dw3(a)/dw3(b)所表示的值优选为0.01以上且0.20以下,更优选为0.03以上且0.06以下。164.dw3(a)/dw3(b)所表示的值的下限值优选为0.01以上,更优选为0.03以上。165.dw3(a)/dw3(b)所表示的值的上限值优选为0.20以下,更优选为0.06以下。166.为了将dw3(a)/dw3(b)实现为上述的值,dw3(a)优选为80mm4以上且350mm4以下,更优选为80mm4以上且260mm4以下。167.dw3(a)的下限值优选为80mm4以上。168.dw3(a)的上限值优选为350mm4以下,更优选为260mm4以下。169.在dw3(a)/dw3(b)所表示的值小于0.01的情况下,颈部4的前端的宽度方向的挠曲变大,无法实现握持部5的整体在宽度方向上的挠曲。或者,颈部4的后端过粗而不与握持部5联动,仅颈部4挠曲。在dw3(a)/dw3(b)所表示的值超过0.20的情况下,在颈部4的前端无法实现宽度方向的充分的挠曲。或者,颈部4的后端变细,不与握持部5联动,仅颈部4的整体过度挠曲。通过使dw3(a)/dw3(b)所表示的值为0.01以上且0.20以下,能够实现握持部5的整体在宽度方向上的挠曲。170.如图3和图4所示,若将从位置b向前端侧10mm的位置设为位置h,则位置h处的颈部4的宽度方向的长度优选为3.0mm以上且4.5mm以下。位置h处的颈部4的厚度方向的长度优选为5.0mm以上且6.5mm以下。表示位置h处的颈部4的厚度方向的长度相对于宽度方向的长度之比的d/w(h)优选为1.3以上且1.7以下。若将颈部4的位置h处的w×d3所表示的值设为wd3(h)mm4,将d×w3所表示的值设为dw3(h)mm4,则wd3(h)优选为350mm4以上且1300mm4以下,更优选为500mm4以上且1000mm4以下。171.wd3(h)的下限值优选为350mm4以上,更优选为500mm4以上。172.wd3(h)的上限值优选为1300mm4以下,更优选为1000mm4以下。173.dw3(h)优选为130mm4以上且600mm4以下,更优选为200mm4以上且500mm4以下。174.dw3(h)的下限值优选为130mm4以上,更优选为200mm4以上。175.dw3(h)的上限值优选为600mm4以下,更优选为500mm4以下。176.若将从位置b向前端侧20mm的位置设为位置g,则位置g处的颈部4的宽度方向的长度优选为3.0mm以上且4.5mm以下。位置g处的颈部4的厚度方向的长度优选为4.0mm以上且5.5mm以下。表示位置g处的颈部4的厚度方向的长度相对于宽度方向的长度之比的d/w(g)优选为1.1以上且1.5以下。若将颈部4的位置g处的w×d3所表示的值设为wd3(g)mm4,将d×w3所表示的值设为dw3(g)mm4,则wd3(g)优选为200mm4以上且750mm4以下,更优选为300mm4以上且600mm4以下。177.wd3(g)的下限值优选为200mm4以上,更优选为300mm4以上。178.wd3(g)的上限值优选为750mm4以下,更优选为600mm4以下。179.dw3(g)优选为100mm4以上且500mm4以下,更优选为150mm4以上且400mm4以下。180.dw3(g)的下限值优选为100mm4以上,更优选为150mm4以上。181.dw3(g)的上限值优选为500mm4以下,更优选为400mm4以下。182.若将从位置b向前端侧30mm的位置设为位置f,则位置f处的颈部4的宽度方向的长度优选为3.0mm以上且4.5mm以下。位置f处的颈部4的厚度方向的长度优选为3.5mm以上且4.5mm以下。表示位置f处的颈部4的厚度方向的长度相对于宽度方向的长度之比的d/w(f)优选为0.90以上且1.3以下。若将颈部4的位置f处的w×d3所表示的值设为wd3(f)mm4,将d×w3所表示的值设为dw3(f)mm4,则wd3(f)优选为100mm4以上且400mm4以下,更优选为150mm4以上且300mm4以下。183.wd3(f)的下限值优选为100mm4以上,更优选为150mm4以上。184.wd3(f)的上限值优选为400mm4以下,更优选为300mm4以下。185.dw3(f)优选为90mm4以上且400mm4以下,更优选为130mm4以上且300mm4以下。186.dw3(f)的下限值优选为90mm4以上,更优选为130mm4以上。187.dw3(f)的上限值优选为400mm4以下,更优选为300mm4以下。188.握持部5优选在任意的位置,在握持部5的长轴方向的长度的至少20%的连续的区域中厚度方向的长度和宽度方向的长度都为4.5mm以上且8.0mm以下,更优选在握持部5的长轴方向的长度的至少50%的连续的区域中厚度方向的长度和宽度方向的长度都为4.5mm以上且8.0mm以下。189.在厚度方向的长度和宽度方向的长度的至少一方小于4.5mm的情况下,在握持部5中产生过度的挠曲。在厚度方向的长度和宽度方向的长度的至少一方超过8.0mm的情况下,无法充分地产生握持部5的挠曲。通过在握持部5中,在任意的位置,在握持部5的长轴方向的长度的至少20%的区域中使厚度方向的长度和宽度方向的长度都为4.5mm以上且8.0mm以下,能够使握持部5不过度地产生充分的挠曲。190.若将握持部5的长轴方向的前端侧端部的位置设为c,将从握持部5的前端侧端部向后端侧的、为握持部5的长轴方向的长度50%的位置设为d,则优选位置c处的握持部5的宽度方向的长度和厚度方向的长度都为4.5mm以上且8.0mm以下。位置d处的握持部5的宽度方向的长度和厚度方向的长度都优选为4.5mm以上且8.0mm以下。191.若将握持部5的位置c处的w×d3所表示的值设为wd3(c)mm4,将位置d处的w×d3所表示的值设为wd3(d)mm4,则wd3(c)优选为410mm4以上且4000mm4以下,更优选为600mm4以上且1800mm4以下。192.wd3(c)的下限值优选为410mm4以上,更优选为600mm4以上。193.wd3(c)的上限值优选为4000mm4以下,更优选为1800mm4以下。194.wd3(c)、wd3(d)所代表的值表示握持部5的截面为大致矩形状且在厚度方向上施加载荷时的位置c、位置d处的截面二次矩所对应的值,与握持部5向厚度方向挠曲的挠曲容易度相关。195.在wd3(c)小于410mm4的情况下,向厚度方向的挠曲过度,在超过4000mm4的情况下在厚度方向上无法得到充分的挠曲量。通过使wd3(c)为410mm4以上且4000mm4以下,能够在不过度的情况下在握持部5的厚度方向上得到充分的挠曲。196.wd3(c)/wd3(d)所表示的值优选为0.35以上且2.0以下,更优选为0.50以上且1.5以下。197.wd3(c)/wd3(d)所表示的值的下限值优选为0.35以上,更优选为0.50以上。198.wd3(c)/wd3(d)所表示的值的上限值优选为2.0以下,更优选为1.5以下。199.为了将wd3(c)/wd3(d)实现为上述的值,wd3(d)优选为410mm4以上且4000mm4以下,更优选为600mm4以上且2400mm4以下。200.wd3(d)的下限值优选为410mm4以上,更优选为600mm4以上。201.wd3(d)的上限值优选为4000mm4以下,更优选为2400mm4以下。202.在wd3(c)/wd3(d)所表示的值小于0.35的情况下,握持部5的前端的厚度方向的挠曲变大,无法实现握持部5的整体在厚度方向上的挠曲。或者,握持部5的位置d过粗而无法实现较细的握持部5。在wd3(c)/wd3(d)所表示的值超过2.0的情况下,无法实现较细的握持部5。或者,握持部5的前端的厚度方向的挠曲变大,无法实现握持部5的整体在厚度方向上的挠曲。通过使wd3(c)/wd3(d)所表示的值为0.35以上且2.0以下,能够兼得握持部5的整体在厚度方向上的挠曲和较细的握持部5。203.另外,若将位置c处的d×w3所表示的值设为dw3(c)mm4,将位置d处的d×w3所表示的值设为dw3(d)mm4,则dw3(c)优选为410mm4以上且4000mm4以下,更优选为600mm4以上且1800mm4以下。204.dw3(c)的下限值优选为410mm4以上,更优选为600mm4以上。205.dw3(c)的上限值优选为4000mm4以下,更优选为1800mm4以下。206.dw3(c)、dw3(d)所代表的值表示握持部5的截面为大致矩形状且在宽度方向上施加载荷时的位置c、位置d处的截面二次矩所对应的值,与握持部5向宽度方向挠曲的挠曲容易度相关。207.在dw3(c)小于410mm4的情况下,向宽度方向的挠曲过度,在超过4000mm4的情况下在宽度方向上无法得到充分的挠曲量。通过使dw3(c)为410mm4以上且4000mm4以下,能够在不过度的情况下在宽度方向上得到握持部5的充分的挠曲。208.dw3(c)/dw3(d)所表示的值优选为0.35以上且2.0以下,更优选为0.50以上且1.5以下。209.dw3(c)/dw3(d)所表示的值的下限值优选为0.35以上,更优选为0.50以上。210.dw3(c)/dw3(d)所表示的值的上限值优选为2.0以下,更优选为1.5以下。211.为了将dw3(c)/dw3(d)实现为上述的值,dw3(d)优选为410mm4以上且4000mm4以下,更优选为600mm4以上且2400mm4以下。212.dw3(d)的下限值优选为410mm4以上,更优选为600mm4以上。213.dw3(d)的上限值优选为4000mm4以下,更优选为2400mm4以下。214.在dw3(c)/dw3(d)所表示的值小于0.35的情况下,握持部5的前端的宽度方向的挠曲变大,无法实现握持部5的整体在宽度方向上的挠曲。或者,握持部5的位置d过粗而无法实现较细的握持部5。在dw3(c)/dw3(d)所表示的值超过2.0的情况下,无法实现较细的握持部5。或者,握持部5的前端的宽度方向的挠曲变大,无法实现握持部5的整体在宽度方向上的挠曲。通过使dw3(c)/dw3(d)所表示的值为0.35以上且2.0以下,能够兼得握持部5的整体在宽度方向上的挠曲和较细的握持部5。215.位置c处的握持部5的宽度方向的长度相对于位置d处的握持部5的宽度方向的长度之比优选为0.65以上且1.3以下,更优选为0.70以上且1.2以下。216.上述的比的下限值优选为0.65以上,更优选为0.70以上。217.上述的比的上限值优选为1.3以下,更优选为1.2以下。218.位置c处的握持部5的厚度方向的长度相对于位置d处的握持部5的厚度方向的长度之比优选为0.65以上且1.30以下,更优选为0.70以上且1.2以下。219.若位置c处的握持部5的宽度方向的长度相对于位置d处的握持部5的宽度方向的长度之比、或者位置c处的握持部5的厚度方向的长度相对于位置d处的握持部5的厚度方向的长度之比小于0.65,则与位置d进行比较,位置c为较细的形状,应力集中于位置c,因此无法实现握持部5整体的挠曲。或者,与位置c进行比较,位置d为较粗的形状,无法实现握持部5整体的挠曲。另一方面,在上述的宽度方向的长度之比、或者厚度方向的长度之比超过1.30的情况下,应力集中于位置d,不会产生位置c处的挠曲。与位置d进行比较,位置c为较粗的形状,无法实现握持部5整体的挠曲。因此,通过使上述的宽度方向的长度之比以及厚度方向的长度之比为0.65以上且1.30以下,从而握持部5变得均匀,能够在施加力时利用握持部5使应力分散而使握持部5的整体挠曲。220.位置a处的颈部4的宽度方向的长度相对于位置d处的握持部5的宽度方向的长度之比优选为0.38以上且0.89以下,更优选为0.41以上且0.54以下。221.上述的比的下限值优选为0.38以上,更优选为0.41以上。上述的比的上限值优选为0.89以下,更优选为0.54以下。222.位置a处的颈部4的厚度方向的长度相对于位置d处的握持部5的厚度方向的长度之比优选为0.38以上且0.89以下,更优选为0.54以上且0.70以下。223.上述的比的下限值优选为0.38以上,更优选为0.54以上。上述的比的上限值优选为0.89以下,更优选为0.70以下。224.wd3(a)/wd3(d)所表示的值优选为0.10以上且0.20以下。dw3(a)/dw3(d)所表示的值优选为0.05以上且0.20以下。225.如图3和图4所示,颈部4具有厚度方向的长度与宽度方向的长度的至少一方比握持部5中的位置c与位置d之间的厚度方向的长度或者宽度方向的长度大的位置。该位置中的、最前端侧的位置e位于比位置b更靠前端侧3mm以上的位置。本实施方式的位置e位于比位置b更靠前端侧4.0mm的位置。通过使握持部5比颈部4的后端侧细,从而容易在握持部5侧产生应力,能够实现握持部5的挠曲。通过使与握持部5的区域cd内的最粗部位相比更粗的区域位于比位置b更靠前端侧3mm以上的位置,从而在握持部5中容易产生应力。226.若在从握持部5的前端侧端部到后端侧,如图1所示,将在侧面视角中包含软质部75的握持区域5r的轮廓的厚度方向的长度设为de,如图3所示,将在侧面视角中握持部5的厚度方向的长度设为dh,则dh/de所表示的值优选在握持部5的长轴方向的长度的至少20%以上的连续的区域中为0.75以下,更优选在握持部5的长轴方向的长度的至少50%以上的连续的区域中为0.75以下,进一步优选为0.70以下。该连续的区域中的长度dh的最大值优选为5.5mm以上且7.5mm以下。227.通过在握持部5的长轴方向的长度的至少20%以上的连续的区域中,使在硬质部60中dh/de所表示的值为0.75以下,减少握持区域5r的厚度方向上的硬质部60的比例,从而确保作为牙刷1容易握持的粗细,并且容易产生使握持部5在厚度方向上挠曲的力。228.若如图2所示,将在正面视角中包含软质部75的握持区域5r的轮廓的宽度方向的长度设为we,如图4所示,将正面视角中的握持部5的宽度方向的长度设为wh,则wh/we所表示的值优选在握持部5的长轴方向的长度的至少20%以上的连续的区域中为0.75以下,更优选在握持部5的长轴方向的长度的至少50%以上的连续的区域中为0.75以下,进一步优选为0.70以下。该连续的区域中的长度wh的最大值优选为5.5mm以上且7.5mm以下。229.通过在握持部5的长轴方向的长度的至少20%以上的连续的区域中,使在硬质部60中wh/we所表示的值为0.75以下,减少握持区域5r的宽度方向上的硬质部60的比例,从而确保作为牙刷1容易握持的粗细,并且容易产生使握持部5在宽度方向上挠曲的力。230.像以上那样,在本实施方式的牙刷1中,根据载荷施加的方向,以握持部5为起点,握持部5的前端侧可分别在宽度方向和厚度方向上较大的可动区域中挠曲,并且头部3在以沿长轴方向延伸的轴线为中心的旋转方向上充分扭转,因此能够不依赖于刷牙方式和技巧而提高对作为清洁对象的牙齿的贴合性以及间隙的清洁性。231.[实施例][0232](实施例1~8、比较例1~5)[0233]在本实施例中,根据下述[表1]所示的规格,制成实施例1~8、比较例1~5的牙刷的样本。[0234]各例的牙刷的各部位采用表1所示的尺寸。刷主体的硬质树脂使用pp树脂,软质树脂使用热塑性弹性体(tpe)。[0235]在[表1]中,作为一例,将位置a处的宽度方向的长度记载为“宽度(a)”,将位置a处的厚度方向的长度记载为“厚度(a)”。[0236][评价方法][0237]关于“对牙齿、牙龈的贴合性”,按照[擦磨法中对牙齿、牙龈的贴合性]、[圆弧刷牙(fones)法中对牙齿、牙龈的贴合性]以及[罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性]进行评价。[0238]在本评价中,使用利用扁平线式植毛法植入了st毛而得的3列紧凑尺寸的牙刷。毛束直径全部为1.8mm。毛束的排列在宽度方向上为3列,在长轴方向上为7列。针对全部的植毛孔,以使毛高度为12mm的方式植入st毛。头部的厚度为3.0mm。[0239][评价基准][0240](1)擦磨法中对牙齿、牙龈的贴合性[0241]通过使用专家小组10人的感官试验进行评价。将市售的洁齿剂1g置于各实施例、比较例所示的牙刷上而进行3分钟刷牙时的牙刷对牙齿、牙龈的贴合性按照下述评价基准来评价。[0242]专家小组10人的平均分为4.5分以上且5.0分以下为“☆(star mark(星形标记);special good(特别好))”,平均分为4.0分以上且小于4.5分为“◎(double circle mark(双圈标记);very good(非常好))”,平均分为3.5分以上且小于4.0分为“○(circle mark(单圈标记);good(好))”,平均分小于3.5分为“×(cross mark(叉标记));bad(差)”,将☆、◎或者○的牙刷对牙齿、牙龈的贴合性判断为在洁齿时得到良好的对牙齿、牙龈的贴合性的牙刷。[0243]《《评价基准》[0244]5分:非常感觉到“对牙齿、牙龈的贴合性”。[0245]4分:相当感觉到“对牙齿、牙龈的贴合性”。[0246]3分:感觉到“对牙齿、牙龈的贴合性”。[0247]2分:稍微感觉到“对牙齿、牙龈的贴合性”。[0248]1分:完全感觉不到“对牙齿、牙龈的贴合性”。[0249](2)圆弧刷牙法中对牙齿、牙龈的贴合性[0250]通过使用专家小组10人的感官试验进行评价。将市售的洁齿剂1g置于各实施例、比较例所示的牙刷上而进行3分钟刷牙时的牙刷对牙齿、牙龈的贴合性按照下述评价基准来评价。[0251]专家小组10人的平均分为4.5分以上且5.0分以下为“☆”,平均分为4.0分以上且小于4.5分为“◎”,平均分为3.5分以上且小于4.0分为“○”,平均分小于3.5分为“×”,将☆、◎或者○的牙刷对牙齿、牙龈的贴合性判断为在洁齿时得到良好的对牙齿、牙龈的贴合性的牙刷。[0252]《《评价基准》[0253]5分:非常感觉到“对牙齿、牙龈的贴合性”。[0254]4分:相当感觉到“对牙齿、牙龈的贴合性”。[0255]3分:感觉到“对牙齿、牙龈的贴合性”。[0256]2分:稍微感觉到“对牙齿、牙龈的贴合性”。[0257]1分:完全感觉不到“对牙齿、牙龈的贴合性”。[0258](3)罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性[0259]通过使用专家小组10人的感官试验进行评价。将市售的洁齿剂1g置于各实施例、比较例所示的牙刷上而进行3分钟刷扫时的牙刷对牙齿、牙龈的贴合性按照下述评价基准来评价。[0260]专家小组10人的平均分为4.5分以上且5.0分以下为“☆”,平均分为4.0分以上且小于4.5分为“◎”,平均分为3.5分以上且小于4.0分为“○”,平均分小于3.5分为“×”,将☆、◎或者○的牙刷对牙齿、牙龈的贴合性判断为在洁齿时得到良好的对牙齿、牙龈的贴合性的牙刷。[0261]《《评价基准》[0262]5分:非常感觉到“对牙齿、牙龈的贴合性”。[0263]4分:相当感觉到“对牙齿、牙龈的贴合性”。[0264]3分:感觉到“对牙齿、牙龈的贴合性”。[0265]2分:稍微感觉到“对牙齿、牙龈的贴合性”。[0266]1分:完全感觉不到“对牙齿、牙龈的贴合性”。[0267][表1][0268][0269][0270]如[表1]所示,在位置a处的颈部的厚度和宽度都为3.0mm以上且4.3mm以下,宽度(a)/(b)和厚度(a)/(b)为0.30以上且0.60以下,在利用上述的方法(α)测定的刷主体的宽度方向的弯曲和利用上述的方法(β)测定的刷主体的厚度方向的弯曲中的至少一方中,以握持部为起点弯曲的实施例1~8的样本中,[擦磨法中对牙齿、牙龈的贴合性]、[圆弧刷牙法中对牙齿、牙龈的贴合性]以及[罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性]都得到良好的评价。[0271]在实施例1~8的样本中的、施加200g的载荷时的弯曲长度在沿宽度方向施加载荷时以及沿厚度方向施加载荷时都为6.0mm以上且11.0mm以下、基于扭矩20n·cm的力的头部的旋转角度为30°以上且50°以下的实施例1、7、8的样本中,得到特别良好的评价。[0272]在实施例1~8的样本中的、施加200g的载荷时的弯曲长度在沿宽度方向施加载荷时为6.0mm以上且11.0mm以下,基于扭矩20n·cm的力的头部的旋转角度为30°以上且50°以下的实施例5的样本中,在[圆弧刷牙法中对牙齿、牙龈的贴合性]以及[罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性]中得到特别良好的评价。[0273]在实施例1~8的样本中的、施加200g的载荷时的弯曲长度在沿厚度方向施加载荷时为6.0mm以上且11.0mm以下,基于扭矩20n·cm的力的头部的旋转角度为30°以上且50°以下的实施例6的样本中,在[擦磨法中对牙齿、牙龈的贴合性]以及[罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性]中得到特别良好的评价。[0274]与此相对,在位置a处的颈部的厚度和宽度都为3.0mm以上且4.3mm以下,但是宽度(a)/(b)和厚度(a)/(b)脱离0.30以上且0.60以下的范围的比较例1~2的样本中,在[罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性]中未得到良好的评价。另外,在位置a处的颈部的厚度和宽度都为3.0mm以上且4.3mm以下,但是宽度(a)/(b)和厚度(a)/(b)脱离0.30以上且0.60以下的范围,在沿宽度方向施加200g的载荷时以及沿厚度方向施加200g的载荷时,都未以握持部为起点弯曲的比较例5的样本中,在[擦磨法中对牙齿、牙龈的贴合性]、[圆弧刷牙法中对牙齿、牙龈的贴合性]以及[罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性]的全部中未得到良好的评价。[0275]另外,在位置a处的颈部的宽度脱离3.0mm以上且4.3mm以下的范围,宽度(a)/(b)脱离0.30以上且0.60以下的范围的比较例3的样本中,在[圆弧刷牙法中对牙齿、牙龈的贴合性]中未得到良好的评价。在位置a处的颈部的厚度脱离3.0mm以上且4.3mm以下的范围、厚度(a)/(b)脱离0.30以上且0.60以下的范围的比较例4的样本中,在[罗氏旋转刷牙法/巴氏刷牙法中对牙齿、牙龈的贴合性]中未得到良好的评价。[0276]以上,一边参照附图一边对本发明的优选的实施方式进行了说明,但本发明当然不限于该例。在上述的例子中所示的各结构部件的诸形状、组合等为一例,在不脱离本发明的主旨的范围中能够基于设计要求等进行各种变更。[0277]产业上的可利用性[0278]本发明能够应用于牙刷。
本文地址:https://www.jishuxx.com/zhuanli/20240615/82814.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表