用于制造刷毛制品的设备及方法与流程
- 国知局
- 2024-07-11 17:20:57
本发明涉及一种用于制造刷毛制品、尤其是刷子、刷帚和/或涂刷件的设备和方法。
背景技术:
1、这种设备和方法在实践中在不同的实施例中是已知的。
技术实现思路
1、本发明的任务是提供一种用于制造刷毛制品的设备和方法,所述设备和方法有利于尽可能高效地制造刷毛制品。
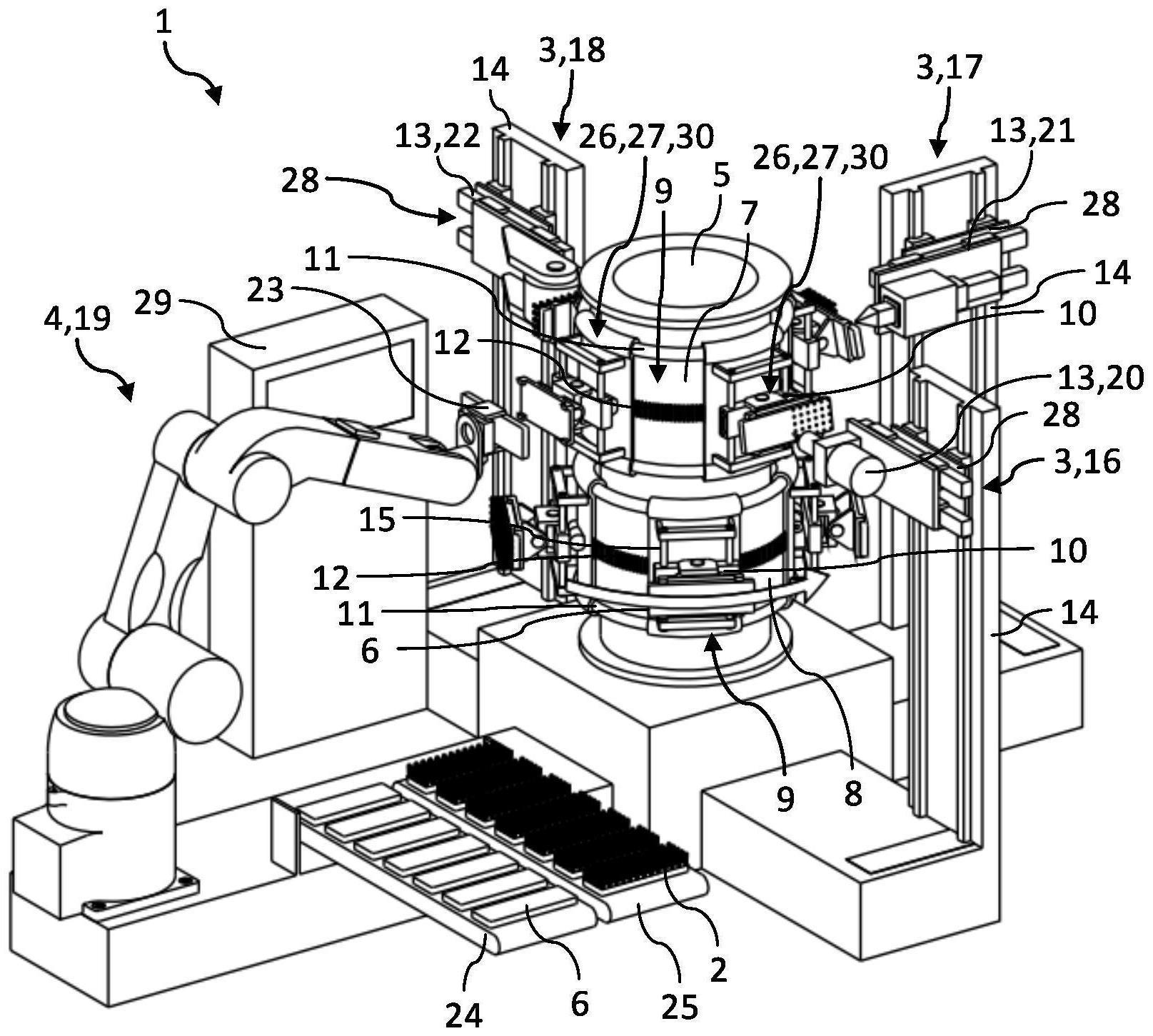
2、为了解决所述任务,首先提出了一种具有针对这种设备的独立权利要求的特征的设备。因此,为了解决该任务,尤其是提出了一种用于制造刷毛制品、尤其是刷子、刷帚和/或涂刷件的设备,所述设备具有至少两个站和运输装置,要加工的刷毛制品主体和/或刷毛制品能够借助所述运输装置从一个站运动到另一个站。根据本发明,运输装置具有至少两个相互独立的运输平面,在所述运输平面中,刷毛制品主体和/或刷毛制品能够被供应给设备的各所述站以用于加工和/或操纵。
3、刷毛制品主体和/或刷毛制品在一个运输平面中的供应在此可以独立于刷毛制品主体和/或刷毛制品在至少一个其它运输平面中的供应而进行。
4、由于刷毛制品和/或刷毛制品主体的供应分布在运输装置的至少两个不同的运输平面上,因此可以补偿或调和设备的各个站处的不同过程时间。虽然刷毛制品和/或刷毛制品主体在运输平面之一中的供应可能由于持续较长时间的加工而中断,但是刷毛制品主体和/或刷毛制品在此期间的供应可以通过运输装置的至少一个另外的运输平面来进行,并且制造可以继续进行。由此可以有效减少甚至完全避免设备的各个站中的停止时间。
5、所述设备可以构造为转塔机。在此,运输平面可以分别形成闭合的运输轨道。沿着运输轨道,刷毛制品和/或刷毛制品主体可以独立于在另外的运输平面的运输轨道上的供应而被供应给设备的站。运输平面的运输轨道优选地构造为圆形的。这实现了:提供一种带有小的空间需求的用于制造刷毛制品的设备。设备的站可以围绕设备的中心均匀分布地布置,运输轨道围绕该中心延伸。
6、所述运输装置可以在每个运输平面中具有用于至少一个刷毛制品主体和/或至少一个刷毛制品的至少一个运输保持件。运输保持件可以设置用于张紧地保持刷毛制品主体和/或刷毛制品。刷毛制品和/或刷毛制品主体可以借助运输保持件供应到设备的站。
7、在一个实施例中,各个运输平面的运输保持件可以独立于另外的运输平面中的运输保持件运动。
8、在设备的一个实施例中,所述运输装置在每个运输平面中具有一定数量的运输保持件,所述运输保持件的数量对应于或者说等于设备的站的数量。如果在各个站处执行的加工和/或操纵步骤的过程时间持续相对较长,则所述设备的这种配置是特别有利的。
9、如果单个的加工步骤需要比其他加工步骤更长的过程时间,则可以适配、尤其是减少每个运输平面的运输保持件的数量。因此,运输保持件的数量可以比站的数量少1或2个,尤其是比设备的加工站的数量少1或2个。在所述设备的一个实施例中,对于每个运输平面设置一定数量的运输保持件,运输保持件的数量仅对应于该设备的站、尤其是加工站的数量的一半。
10、在加工刷毛制品主体或刷毛制品时可能需要的进给运动的至少一部分可以通过运输保持件执行。为此,可以是有利的是,至少一个运输保持件可以在多个轴线上运动,例如在至少三个轴线上运动,尤其是当运输保持件布置在一个站处的加工位置中。
11、在所述设备的一个实施例中规定,一个运输平面的多个运输保持件能够沿着运输平面的运输轨道相互独立地运动。在所述设备的该实施例中则在一个运输平面的多个运输保持件之间不存在刚性连接。相反地,运输保持件可以沿着其运输平面的运输轨道相互独立地从一个站运动到另一个站。以这种方式,可以使运输保持件运动到后续的站,而另一个运输保持件仍停留在一个站处,例如因为该站在为其设置的加工步骤的执行方面需要更长的过程时间。
12、在所述设备的一个实施例中,设置运输平面的运输保持件的刚性连接。当在设备的各个站处的加工或操纵步骤的过程时间具有相似或甚至相同的持久时间时,则尤其是提供这种布置结构。
13、在所述设备的一个实施例中,运输平面分别具有至少一个运输引导部,运输保持件可以沿着所述运输引导部运动。运输引导部在此可以预设相应的运输平面的运输轨道。例如,引导轨可以用作运输引导部。
14、在所述设备的一个实施例中,运输平面分别具有至少一个用于运输保持件的齿条。运输保持件则可以借助构造为齿轮驱动器的运输驱动器沿着齿条在其运输平面内运动。
15、至少一个站可以是加工站并且可以具有至少一个加工单元。所述至少一个站的加工单元可以在该站处被能运动地引导并且运动到不同的加工位置中。运输平面中的每个运输平面可以配设有不同的加工位置中的至少一个加工位置。因此刷毛制品和/或刷毛制品主体可以在每个运输平面上被加工。以这种方式,可以使这样的加工单元在各运输平面之间运动并且可以在每个运输平面上进行刷毛制品主体和/或刷毛制品的加工。这增加了设备的灵活性。此外,在所述至少一个加工站处则仅须保持一个加工单元可用,该加工单元可以根据需要分配给运输装置的各个运输平面,以便在那里进行刷毛制品和/或刷毛制品主体的加工。
16、至少一个站、尤其是加工站可以具有引导部,至少一个加工单元能够沿着所述引导部运动到与所述运输平面相配设的加工位置中。引导部可以是线性引导部。引导部可以预设用于加工单元的运动方向,该运动方向横向于或正交于由设备的运输装置预设的运输方向定向。
17、至少一个运输保持件能够沿着运动轴线能运动地支承,所述运动轴线横向于或正交于运输装置的运输方向定向。运输保持件的运动轴线也能够平行于设备的站的能运动的加工单元的运动轴线定向。以这种方式,可以在需要时使运输保持件与加工单元的运动同步地运动和/或在加工期间相对于加工单元定位刷毛制品主体和/或刷毛制品。
18、作为站,所述设备可以具有钻孔站、填塞站、最终加工站和/或操纵站。
19、在钻孔站处能够在已经保持在运输保持件处的刷毛制品主体中产生束接纳孔。在填塞站中能够用刷毛束填塞束接纳孔。在最终加工站中可以进行刷毛制品主体和/或刷毛束的最终加工。例如可以设置磨削站和/或铣削站作为最终加工站。在操纵站处可以为设备的运输保持件配备刷毛制品主体和/或从设备中取出完成制造的刷毛制品并且例如将其转移到下游的工艺步骤。例如,可以在操作站处设置具有相应操纵抓取器的操纵机器人。
20、作为加工单元,所述设备可以具有钻孔单元、填塞单元和/或最终加工单元、例如铣削单元和/或磨削单元。该设备可以具有至少一个用于至少一个运输保持件的运输驱动器、例如齿轮驱动器和/或至少一个用于至少一个运输保持件的定位驱动器和/或至少一个用于设备的加工单元的定位驱动器。
21、借助于运输驱动器,可以使所述至少一个运输保持件沿着其运输平面的运输轨道从一个站运动到另一个站。借助于定位驱动器,可以例如横向于由运输装置预设的运输方向和/或在其多个运动轴线上定位所述至少一个运输保持件。
22、借助与设备的至少一个加工单元相配设的定位驱动器,可以使加工单元运动到设备的至少两个运输平面上的加工位置中。此外,该定位驱动器还可以用于在加工刷毛制品主体和/或刷毛制品时相对于运输保持件定位加工单元。
23、所述设备还可以具有至少一个控制单元,所述控制单元设置用于操控所述设备的功能单元。控制单元例如可以设置用于操控运输装置和/或站及其加工单元。控制单元也可以被设置用于操控设备的前述定位驱动器和/或运输装置的运输驱动器。
24、为解决该任务,还提出了一种用于制造刷毛制品的方法,其具有针对该方法的独立权利要求的手段和特征。为了解决该任务,尤其是提出了一种用于制造刷毛制品的方法,其中,使所述设备的加工单元从所述设备的运输平面之中的初始运输平面上的初始位置运动到所述设备的运输平面之中的目标运输平面上的目标位置中,以便对布置在目标运输平面的运输保持件上的刷毛制品主体和/或刷毛制品进行加工。
25、刷毛制品和/或刷毛制品主体的供应可以在每个单个的运输平面中独立于另外的运输平面中的供应而发生。所述方法可以在使用根据针对用于制造刷毛制品的设备的权利要求中任一项所述的设备的情况下执行。
26、以这种方式可以在不同的运输水平上选择性地利用加工单元加工刷毛制品主体和/或刷毛制品。
27、在所述方法的一个实施例中规定,目标运输平面的运输保持件和加工单元在加工单元前往其目标位置的途中彼此同步地运动,其中,所述加工单元在同步运动期间加工布置在运输保持件上的刷毛制品主体和/或加工布置在运输保持件上的刷毛制品。
28、以这种方式,可以通过如下方式使在加工单元从初始运输平面转移到目标运输平面期间发生的等待或停止时间最小化,即,加工单元在其转移运动的一部分中在从初始运输平面转变到目标运输平面上的目标位置中时由目标运输平面的运输保持件在同步运动中伴随。这使得已经在到达目标位置之前就可以开始加工布置在运输保持件上的刷毛制品主体和/或布置在运输保持件上的刷毛制品。
29、由此,有效地使不能加工夹在运输保持件上的刷毛制品和/或刷毛制品主体的行程时间最小化。
30、在所述方法的一个实施例中规定,运输保持件和加工单元到其目标位置中的同步运动横向于、尤其是正交于设备的运输装置的运输方向定向。这种由设备的运输装置预设的相对于运输方向的运动的定向尤其是在这样的设备中适用,所述设备的运输平面竖直地相叠布置。
31、运输保持件的同步运动和加工单元到目标位置中的运动的方向优选地彼此平行地取向。
32、运输保持件可以运动到相邻于初始运输平面布置的接收位置中。运输保持件可以运动到接收位置中,该接收位置布置在位于初始运输平面与目标位置之间的平面中、尤其是水平平面中,或者布置在如下平面中、尤其是水平平面中,加工单元的目标位置也处于该平面中。
33、在所述方法的一个实施例中规定,在所述加工单元到达目标位置之前,使所述运输保持件运动到接收位置中。运输保持件可以与加工单元同步地运动到目标位置所在的平面中、尤其是水平平面中。运输保持件和加工单元的运动在此可以彼此同步进行。
34、运输保持件到接收位置中的运动的方向可以与加工单元到目标位置中的运动的方向相反。
35、通过将运输保持件定位到接收位置中,运输保持件已经可以在其前往目标位置的途中已经一段距离地靠近加工单元,以便使如下路程最小化,加工单元在没有运输保持件的情况下必须独自经过该路程,并且在该路程内不能进行夹在运输保持件上的刷毛载体或夹在运输保持件上的刷毛制品的加工。
36、一旦加工单元已经离开初始运输平面并进入目标运输平面上的区域中,可以发生运输保持件从接收位置出发直至目标位置所在的平面中、尤其是水平平面中的同步运动。在此,运输保持件上的刷毛制品主体和/或刷毛制品的加工优选已经开始。
本文地址:https://www.jishuxx.com/zhuanli/20240615/83743.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表