一种用于高速复合转移凹版印刷联线二维码喷印装置和方法与流程
- 国知局
- 2024-07-05 16:09:38
本发明属于二维码喷码印刷,涉及一种用于高速复合转移凹版印刷联线二维码喷印装置,还涉及一种用于高速复合转移凹版印刷联线二维码喷印装置的喷印方法。
背景技术:
1、近些年来,由于可变二维码具备“信息容量大、编码范围广、容错能力强,具有纠错功能、译码可靠性高、可追溯性、成本低、可引入加密措施和易识别,持久耐用,唯一性”等优点,被广泛应用在各自消费包装品上面,其主要生产工艺为数码喷码,保证一物一码不重复。然而市面上最成熟的喷码工艺为离线单张喷码,产品完成印刷、烫金、丝印等加工工艺后,才再对单张产品进行喷码生产,当前最成熟的设备可实现5000-7500张/小时的生产工艺,其生产效率与每个订单都是大批量定制任务的烟标凹印生产要求相比较,仍然还存在较大的效率差距。虽然一些厂家也开始研发了在凹印设备上面进行联线凹印喷码作业,但是其采用的原材料主要是白卡纸或完成复合转移的成品纸张,在需要联线复合转移凹印生产的凹印设备上增加联线喷码生产工艺,由于不同底色膜的反差系数不同,以及生产中复合转移产生的张力变化影响,会造成联线喷码和分切套印误差都比较大,超过0.5mm的最低标准;并且其生产速度一般只能达到110-140m/min,仅仅略高于单张喷码设备。
技术实现思路
1、本发明要解决的技术问题是:提供一种用于高速复合转移凹版印刷联线二维码喷印装置和方法,以解决上述现有技术中存在的问题。
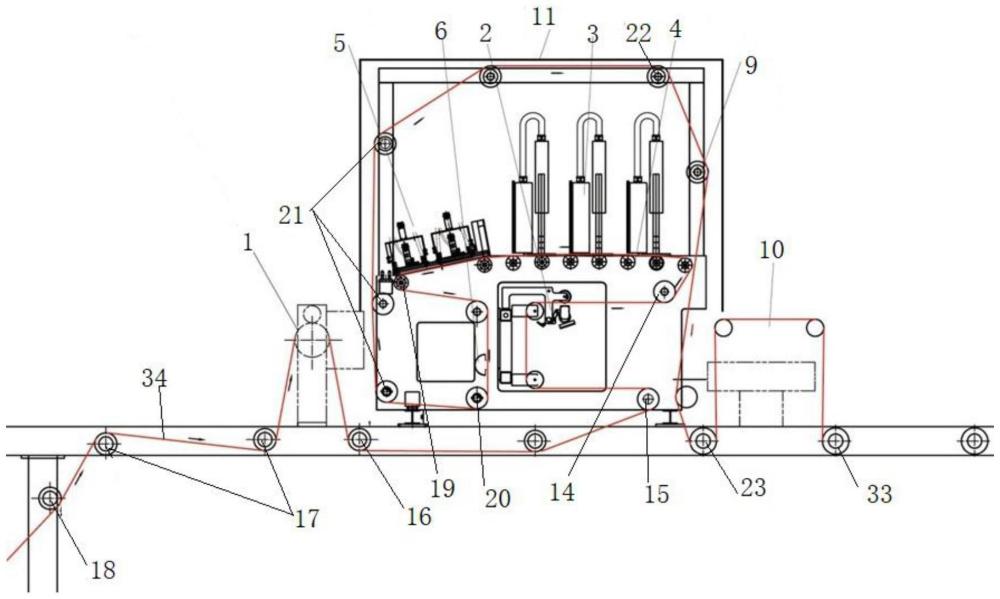
2、本发明采取的技术方案为:一种用于高速复合转移凹版印刷联线二维码喷印装置,包括高速喷头、承压辊、紫外干燥灯组和检测扫描探头,高速喷头安装在多根水平并排布置的承压辊上方,承压辊旋转连接在机箱内竖向中部,承压辊右侧进料下方设置第一导纸辊,第一导纸辊左侧设置有进料纠偏控制辊,进料纠偏控制辊右方设置有第二导纸辊,第二导纸辊下方左侧设置有两个水平并排的第三导纸辊,两第三导纸辊左上方设置有翻转辊轴,翻转辊轴左下方设置有两个水平的第四导纸辊,两个第四导纸辊左下方设置有第五导纸辊,第五导纸辊用于牵引赛鲁迪复合转移联线印刷设备出来的印刷纸,紫外干燥灯组安装在承压辊的出料一侧并通过两根并排的第六导纸辊支承,第六导纸辊右下方竖向并排布置有两根第七导纸辊,两根第七导纸辊之间安装有检测扫描探头,与两根第七导纸辊竖向平行的左侧布置有三根竖向并排的第八导纸辊,三根第八导纸辊右上方布置有水平并排的两根第九导纸辊,两根第九导纸辊右下方布置一根第十导纸辊,第十导纸辊下方布置第十一导纸辊,第十一导纸辊右侧布置出料纠偏控制辊。
3、进一步地,上述高速喷头采用多个,每个高速喷头安装在三坐标位移平台上,三坐标位移平台用于调节高速喷头在上、下、左、右、前和后三个方向的位置。
4、进一步地,上述机箱安装有空调机。
5、进一步地,上述机箱通过支撑架架设在赛鲁迪复合转移联线印刷设备的收纸段上方。
6、进一步地,上述机箱设置有带玻璃窗口的金属保护罩。
7、进一步地,上述紫外干燥灯组采用三排共六支led uv灯。
8、进一步地,上述高速喷头一共有三排,每排各两个,单个喷头的宽度为 54mm, 6组喷头则为324mm,喷头距离纸卷喷印面5-10mm。
9、一种用于高速复合转移凹版印刷联线二维码喷印装置的印刷方法,该方法为:操作人员在生产前,预先将需要完成喷印的码包txt文件完整输入喷码操作的电脑控制端,再将在凹印工序中已经完成联线复合转移印刷后的纸卷,通过翻转辊轴实现将印面翻转由向下改为正面朝上;再进入纠偏控制辊,纠偏控制辊的扫描电眼精确捕捉纸卷上面预先印刷的套准标志,由后台电脑控制端按偏差数据控制纠偏控制辊的浮辊偏移来纠正纸卷的进料姿势,保证纸卷进入喷印单元前印刷图文的精确位置,并将喷印指令传输给高速喷头进行喷码;高速喷头位于纸卷印刷正面上方,每个喷头都连接在三坐标位移平台上,在电脑控制端的电脑屏前进行上、下、左、右、前和后三个方向上进行微调;在喷印位置纸卷的下方是一排承印辊,承印辊托起纸卷,保证喷印时纸卷与喷头的间距位置可控,以及喷印时给予纸卷合适的托举压力,包装喷印质量饱满结实;喷印完成后,纸卷立即进入紫外干燥灯组;纸卷上面的二维码干燥后需要立即进行在线检测,确保所喷二维码的外观质量和唯一性,完成喷码的纸卷进入在线检测扫描探头,在线检测扫描探头连接的扫描控制端的扫描信息与后台预存数据进行比对分析,当出现重码或不可译码时,后台报警器会响起警报声进行提醒;检测完成后的纸卷通过一组导纸辊进行翻转,回到模切前端裁切的出料纠偏控制辊,在纸卷分切成为大张半成品前进行位置定位,保证裁切精度,纸卷印刷和裁切过程中都容易产生大量的灰尘,容易堵塞喷头影响喷印效果,因此本案制作了一个带玻璃窗口的金属保护罩,其将整个喷印、干燥和检测单元进行密封保护起来。led uv灯干燥时会产生大量的热,长期高速工作时会造成仪器的损坏,因此本案在机箱上安装一台空调机,作业时开启保持内部环境恒温在23-25℃之间。
10、进一步地,上述套准标志设置方法为:在需要复合转移印刷生产的产品的咬口空白位置,预先设置印刷一块5*10mm长方形深色光标,作为扫描触发信号点;对于以普通白卡纸为基材的印刷品,直接印刷颜色红或黑色;对于带pet基膜或镭射转移层的产品,需要先用白色打底,再在白色基础上印刷色墨,来作为扫描触发信号点。
11、进一步地,上述进料纠偏控制辊和出料纠偏控制辊的纠偏控制浮辊1纠偏参数为±0.10mm。
12、本发明的有益效果:与现有技术相比,本发明在现有独有的赛鲁迪复合转移联线印刷设备的基础上实现可变二维码的高速喷印生产,翻转轴实现纸卷的翻转,保持喷印时正面朝上,喷印时墨滴自然下落,保证加工速度,并且墨滴在纸面上自然收缩不易变形,联线喷码和分切套印误差满足要求;进料纠偏控制装置可控制纸卷材料的水平张力,保证喷印时的二维码图文的套印精度,保证成品合格率;6组高速喷头可以保证实现4-21联产品的高速喷印,可以满足目前市面上绝大多数烟标包装规格材料的生产;在线联机扫描检测控制装置可以实时监测反馈喷印二维码的外观等级、套印偏差和唯一性等重要参数,保证喷印质量,防止发生批量性质量事故。此外通过多组导纸辊将纸卷翻转回原印刷面朝下模式,不影响原设备分切方式;由于喷印和干燥灯加工会造成纸卷的张力变形等影响分切,因此在出料端增加一组纠偏控制装置,保证分切时材料的分切精度,防止分切跑位。采用本方案生产的联线复合转移喷码印刷工艺,可以实现190-220m/min的高速生产,远远高于同行的其它方案。预先印刷深色光标,可以保证带pet基膜产品或镭射转移产品的联线喷印生产。
技术特征:1.一种用于高速复合转移凹版印刷联线二维码喷印装置,其特征在于:包括高速喷头(3)、承压辊(4)、紫外干燥灯组(5)和检测扫描探头(6),高速喷头(3)安装在多根水平并排布置的承压辊(4)上方,承压辊(4)旋转连接在机箱(13)内竖向中部,承压辊(4)右侧进料下方设置第一导纸辊(14),第一导纸辊(14)左侧设置有进料纠偏控制辊(2),进料纠偏控制辊(2)右方设置有第二导纸辊(15),第二导纸辊(15)下方左侧设置有两个水平并排的第三导纸辊(16),两第三导纸辊(16)左上方设置有翻转辊轴(1),翻转辊轴(1)左下方设置有两个水平的第四导纸辊(17),两个第四导纸辊(17)左下方设置有第五导纸辊(18),第五导纸辊(18)用于牵引赛鲁迪复合转移联线印刷设备出来的印刷纸,紫外干燥灯组(5)安装在承压辊(4)的出料一侧并通过两根并排的第六导纸辊(19)支承,第六导纸辊(19)右下方竖向并排布置有两根第七导纸辊(20),两根第七导纸辊(20)之间安装有检测扫描探头(6),与两根第七导纸辊(20)竖向平行的左侧布置有三根竖向并排的第八导纸辊(21),三根第八导纸辊(21)右上方布置有水平并排的两根第九导纸辊(22),两根第九导纸辊(22)右下方布置一根第十导纸辊(9),第十导纸辊(9)下方布置第十一导纸辊(23),第十一导纸辊(23)右侧布置出料纠偏控制辊(10)。
2.根据权利要求1所述的一种用于高速复合转移凹版印刷联线二维码喷印装置,其特征在于:高速喷头(3)采用多个,每个高速喷头(3)安装在三坐标位移平台上,三坐标位移平台用于调节高速喷头(3)在上、下、左、右、前和后三个方向的位置。
3.根据权利要求1所述的一种用于高速复合转移凹版印刷联线二维码喷印装置,其特征在于:机箱(13)安装有空调机(12)。
4.根据权利要求1所述的一种用于高速复合转移凹版印刷联线二维码喷印装置,其特征在于:机箱(13)通过支撑架(24)架设在赛鲁迪复合转移联线印刷设备的收纸段上方。
5.根据权利要求1所述的一种用于高速复合转移凹版印刷联线二维码喷印装置,其特征在于:机箱(13)设置有带玻璃窗口的金属保护罩(11)。
6.根据权利要求1所述的一种用于高速复合转移凹版印刷联线二维码喷印装置,其特征在于:紫外干燥灯组(5)采用三排共六支led uv灯。
7.根据权利要求1所述的一种用于高速复合转移凹版印刷联线二维码喷印装置,其特征在于:高速喷头(3)一共有三排,每排各两个,单个喷头的宽度为 54mm, 6组喷头则为324mm,喷头距离纸卷喷印面5-10mm。
8.根据权利要求1所述的一种用于高速复合转移凹版印刷联线二维码喷印装置的印刷方法,其特征在于:该方法为:操作人员在生产前,预先将需要完成喷印的码包txt文件完整输入喷码操作的电脑控制端,再将在凹印工序中已经完成联线复合转移印刷后的纸卷,通过翻转辊轴实现将印面翻转由向下改为正面朝上;再进入纠偏控制辊,纠偏控制辊的扫描电眼精确捕捉纸卷上面预先印刷的套准标志,由后台电脑控制端按偏差数据控制纠偏控制辊的浮辊偏移来纠正纸卷的进料姿势,并将喷印指令传输给高速喷头进行喷码;高速喷头位于纸卷印刷正面上方,每个喷头都连接在三坐标位移平台上,在电脑控制端的电脑屏前进行上、下、左、右、前和后三个方向上进行微调;在喷印位置纸卷的下方是一排承印辊,承印辊托起纸卷;喷印完成后,纸卷立即进入紫外干燥灯组;纸卷上面的二维码干燥后需要立即进行在线检测,完成喷码的纸卷进入在线检测扫描探头,在线检测扫描探头连接的扫描控制端的扫描信息与后台预存数据进行比对分析,当出现重码或不可译码时,后台报警器会响起警报声进行提醒;检测完成后的纸卷通过一组导纸辊进行翻转,回到模切前端裁切的出料纠偏控制辊,在纸卷分切成为大张半成品前进行位置定位,在机箱上安装一台空调机,作业时开启保持内部环境恒温在23-25℃之间。
9.根据权利要求8述的一种用于高速复合转移凹版印刷联线二维码喷印装置的印刷方法,其特征在于:套准标志设置方法为:在需要复合转移印刷生产的产品的咬口空白位置,预先设置印刷一块5*10mm长方形深色光标,作为扫描触发信号点;对于以普通白卡纸为基材的印刷品,直接印刷颜色红或黑色;对于带pet基膜或镭射转移层的产品,需要先用白色打底,再在白色基础上印刷色墨,来作为扫描触发信号点。
10.根据权利要求8所述的一种用于高速复合转移凹版印刷联线二维码喷印装置的印刷方法,其特征在于:进料纠偏控制辊和出料纠偏控制辊的纠偏控制浮辊1纠偏参数为±0.10mm。
技术总结本发明公开了一种用于高速复合转移凹版印刷联线二维码喷印装置和方法,属于包装彩盒印刷技术领域,纸卷依次经过第五导纸辊下侧、左侧的第四导纸辊上侧、右侧的第四导纸辊的下侧、翻转辊轴、两个水平的第三导纸辊下侧、第二导纸辊右侧、进料纠偏控制辊、第一导纸辊下侧、水平并排承压辊的顶侧、紫外干燥灯组下的两根并排的第六导纸辊的上侧、两根第七导纸辊的右侧(此处安装有二维码扫描探头)、三根竖向并排的第八导纸辊左侧、两根第九导纸辊的上侧、第十导纸辊的右侧、第十一导纸辊的下侧、出料纠偏控制辊和第十二导纸辊的下侧后出料。本发明使得联线喷码和分切套印误差满足要求,并实现190‑220m/min的高速生产。技术研发人员:易元锋,蒋立,任辰明受保护的技术使用者:贵州劲嘉新型包装材料有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240617/40806.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表