适合实地大墨量印刷窄边吸塑的吸塑白卡纸及吸塑包装的制作方法
- 国知局
- 2024-07-05 16:18:24
本发明属于造纸,具体涉及一种适合实地大墨量印刷窄边吸塑的吸塑白卡纸及吸塑包装。
背景技术:
1、随着经济的发展,人们对产品的包装要求越来越高。吸塑包装作为一种最近十几年发展出来的新颖的包装形式,因为这种包装方式质优、价廉、更能美化产品,让更多的客户被吸引,从而广泛应用于牙刷、电池、小玩具、小五金等产品的包装。
2、吸塑包装一半使用白卡纸,一半使用透明塑料,随着吸塑包装形式的发展,吸塑白卡纸的用量越来越大。吸塑加工的基本过程是指涂布白卡纸印刷后,在印刷表面涂上一层吸塑油,吸塑油为水性或油性吸塑油,兼有吸塑功能和普通光油的功能,用电热或高周波吸塑机在高温、高压的条件下,利用吸塑油加热后的黏附性能,将塑料泡壳(如pvc、pet等)通过热压与印刷纸板全部或局部贴合的一种加工程序。在吸塑过程中,当温度、压力、上吸塑量、吸塑泡壳等固定不变时,吸塑效果的结果主要取决于涂布白纸板的性能。
3、吸塑结果是否合格的判断依据是撕开塑料泡壳是否可以拉开纤维层,破坏至吸塑面下面纤维层的90%以上。吸塑结果与油墨厚度、吸塑油的种类、塑料泡壳的类型、塑料泡壳吸塑面的尺寸相关,其中难度最高的吸塑方式就是油墨层采用实地墨、吸塑油层采用水性吸塑油、塑料泡壳采用pet材质泡壳、吸塑加热时间小于2s,一般吸塑白纸板难以达到撕裂至纤维层并破坏90%以上的面积,因此需要开发出一种适合实地大墨量印刷窄边吸塑的吸塑白卡纸,并利用其制备吸塑包装,满足撕裂至纤维层并破坏90%以上的面积的要求。
技术实现思路
1、本发明提供一种适合实地大墨量印刷窄边吸塑的吸塑白卡纸及吸塑包装,本发明解决了实地墨、水性吸塑油、pet材质泡壳、吸塑加热时间小于2s,无法达到撕开面积大于90%的要求,取得良好的经济效益和社会效益。
2、本发明的技术方案为:
3、第一方面,公开了一种适合实地大墨量印刷窄边吸塑的吸塑白卡纸,自上而下依次为涂料层、表面施胶层和原纸层;
4、涂料层包括面涂涂料层和预涂涂料层;
5、面涂涂料层包括以下重量份的原料:颜料组成为针状或棒状轻质碳酸钙40-60份和煅烧土60-40份,总份数为100;胶粘剂采用合成胶乳,胶粘剂的绝干用量为15-20份,还包括水性聚氨酯1-2份;
6、预涂涂料层包括以下重量份的原料:颜料组成为60级碳酸钙60-80份,煅烧土40-20份,总份数为100;胶粘剂采用合成胶乳,胶粘剂的绝干用量为15-20份;
7、表面施胶层采用60-80重量份的酶转化淀粉和20-40重量份的球状轻质碳酸钙混合物作为施胶剂,通过膜转移涂布在原纸表面;
8、原纸层包括面层纤维层、芯层纤维层和底层纤维层;
9、面层纤维层采用100%阔叶木漂白硫酸盐浆,芯层纤维层采用的阔叶木漂白化学热磨机械浆和纸机损纸,阔叶木漂白化学热磨机械浆和纸机损纸的重量比为60-70:30-40;底层纤维层采用针叶木漂白硫酸盐浆和阔叶木漂白硫酸盐浆,针叶木漂白硫酸盐浆和阔叶木漂白硫酸盐浆的重量比为20-30:70-80。
10、优选的,胶粘剂,为羧基丁苯胶乳、苯丙胶乳、pvac胶乳中的一种或多种。
11、优选的,原纸层还包括衬层,衬层采用100%阔叶木漂白硫酸盐浆。
12、第二方面,公开了所述的适合实地大墨量印刷窄边吸塑的吸塑白卡纸的制备方法,具体为:1)面涂涂料层、预涂涂料层材料和施胶剂的制备:分别将面涂涂料层、预涂涂料层和表面施胶层的原料搅拌混合均匀,其中,面涂涂料层包括以下重量份的原料:颜料组成为针状或棒状轻质碳酸钙40-60份和煅烧土60-40份,总份数为100;胶粘剂采用合成胶乳,胶粘剂的绝干用量为15-20份,还包括水性聚氨酯1-2份;预涂涂料层包括以下重量份的原料:颜料组成为碳酸钙60-80份,煅烧土40-20份,总份数为100;胶粘剂采用合成胶乳,胶粘剂的绝干用量为15-20份,表面施胶层采用60-80重量份的酶转化淀粉和20-40重量份的球状轻质碳酸钙混合物作为施胶剂;制备得到面涂涂料、预涂涂料和施胶剂,备用;
13、2)原纸层浆料的制备:
14、阔叶木漂白硫酸盐浆:将所需浆板(按风干水分10%左右)通过水力碎浆机碎解为浓度3-5%的浆料,通过重质除渣器后,进入打浆机磨浆至游离度350-450ml·csf,输送至储浆塔备用;针叶木漂白硫酸盐浆:将所需浆板(按风干水分10%左右)通过水力碎浆机碎解为浓度3-5%的浆料,通过重质除渣器后,进入打浆机磨浆至游离度380-450ml·csf,输送至储浆塔备用。
15、面层纤维层浆料为100%漂白硫酸盐阔叶木浆从储浆塔中输送至混合浆池再输送至纸机浆池,用白水稀释至0.2-0.5%浓度,通过净化、除渣、脱气后进入面层流浆箱,然后喷射在成型网上,形成面纤维层;芯层纤维层的阔叶木漂白化学热磨机械浆和纸机损纸按比例进入混合浆池混合均匀,再输送至纸机浆池,加入一定量的阳离子淀粉和干强剂,用白水稀释至0.8-1.5%浓度,通过净化、除渣、脱气后进入芯层流浆箱,然后喷射在成型网上,形成芯层纤维层;底层纤维层浆料为70-80%漂白硫酸盐阔叶木浆和20-30%漂白硫酸盐针叶木浆从储浆塔中按比例输送至混合浆池混合均匀后再输送至纸机浆池,用白水稀释至0.2-0.5%浓度,通过筛选、净化、脱气后进入底层流浆箱,然后喷射在成型网上,形成底纤维层;
16、3)在纸机网部首先将面层纤维层和芯层纤维层进行复合,然后再与底层纤维层复合,形成原纸层,再进行压榨,使纸页干度达到48-50%,然后进入前烘缸区域干燥,当水分达到7-8%,进入施胶工段,施胶工段采用膜转移式施胶,控制施胶量在0-0.5g/m2,脱开施胶机时,施胶量为0,再进入后干燥烘缸区,将施胶层烘干,然后通过硬压光机,对表面进行整饰,再进入涂布工段,将配制好的预涂涂料通过刮刀按10-12g/m2的涂布量先进行涂布,用红外干燥器干燥,再用刮刀将面涂涂料按10-12g/m2的涂布量涂布在预涂涂层上,红外线干燥后进入软压光机对表面整饰,最后进行卷取,再进行分切,得到吸塑白卡纸。
17、膜转移涂布:膜转移施胶机通过计量棒,在施胶辊上形成一层胶料膜,上、下施胶辊之间存在一定的压力,当纸幅通过上、下施胶辊可以带走胶料,完成施胶过程。可以通过调节计量棒的沟纹、棒压、施胶剂浓度形成不同厚度的胶料膜,控制施胶量的大小。
18、优选的,表面施胶层的施胶量为0-0.5g/m2。
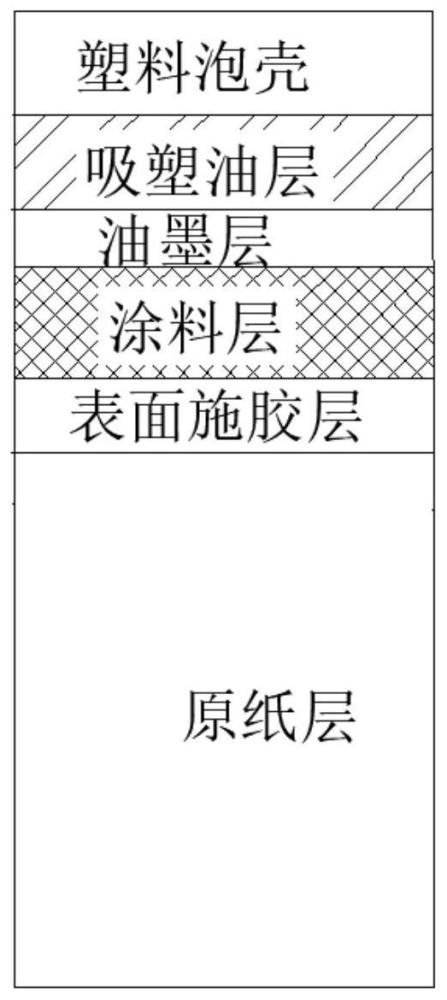
19、第三方面,所述的适合实地大墨量印刷窄边吸塑的吸塑白卡纸制备的吸塑包装,自下而上包括吸塑白卡纸、油墨层、吸塑油层和塑料泡壳。
20、吸塑包装是否成功的表现是用手撕开塑料泡壳和白卡纸,看断裂层是否发生在原纸层中的纤维层,按照基本原理,断裂一定发生在强度最低的层面,本发明吸塑包装的链式结构的表现为塑料泡壳和吸塑油层之间的结合强度≥吸塑油层和油墨层之间的结合强度≥油墨层和涂料层之间的结合强度≥涂了层和表面施胶层之间的结合强度≥表面施胶层与原纸层之间的结合强度,即保证原纸层为最弱点,当撕裂力从塑料泡壳通过吸塑油层、油墨层、涂料层、施胶层传递至纤维层时,断裂发生在纤维层,成功的吸塑结果具体如图2所示,图2中撕裂应该发生在原纸层的纤维层。
21、本发明与现有技术相比,具有以下有益效果:
22、本发明通过控制吸塑白卡纸中涂料层的成分和比例、原纸层中各个纤维层的原料和比例以及表面施胶量,使白卡纸具有吸塑性,并利用该吸塑白卡纸制备吸塑包装,解决了实地墨、水性吸塑油、pet材质泡壳、吸塑加热时间小于2s,无法达到撕开面积大于90%的要求,取得良好的经济效益和社会效益。
本文地址:https://www.jishuxx.com/zhuanli/20240617/41702.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表