轧辊的适合判定方法、金属带的轧制方法和冷轧钢板的制造方法与流程
- 国知局
- 2024-06-21 09:40:54
本发明涉及轧辊的适合判定方法、金属带的轧制方法和冷轧钢板的制造方法。
背景技术:
1、汽车、饮料罐等所使用的钢板等金属带在被实施了连续铸造工序、热轧工序和冷轧工序后,经过退火工序、镀敷工序而成为产品。其中,冷轧工序是决定作为产品的金属带的厚度的最终工序。近年来,有时使镀敷厚度比以往薄,镀敷工序前的金属带的表面性状容易对镀敷工序后的产品的表面性状造成影响,因此防止表面缺陷的发生的必要性增加。
2、作为在冷轧工序中产生的表面缺陷之一,可举出颤痕(chatter mark)。这是在金属带的宽度方向上出现的线状的痕迹,且是这种线状痕迹在金属带的长度方向上周期性地出现的表面缺陷。颤痕是由于轧机的振动(以下称为震颤)而产生的。在此,非常轻度的颤痕有时在冷轧工序后的目视检查、板厚测定等中不会判明,在镀敷工序后才被识别。因此,在此期间也未注意到产生了大量的表面缺陷的情况,结果成为使产品的成品率降低、大幅阻碍生产率的主要原因。另外,在罐用钢板、电磁钢板等薄物材料中,由于因震颤而引起的金属带的厚度、张力的急剧变动,有时也会发生金属带断裂等生产故障,阻碍生产率。
3、在这样的背景下,以往提出了例如专利文献1至3、非专利文献1所示那样的抑制震颤的产生的方法。
4、专利文献1所示的轧机的震颤检测方法是如下方法:在轧机各部的一个以上部位设置振动检测器来检测运转期间的轧机各部的振动,并检测来自各部的检测出的振动的轧机的震颤。并且,在该轧机的震颤检测方法中,分别计算因轧机固有振动频率、齿轮的啮合不良、轴承不良、主轴与辊的联轴器的晃动、辊瑕疵而产生的固有的振动频率作为每个颤痕产生原因的基本频率。并且,检测上述各部的振动位移、振动速度或振动加速度,并进行检测出的各部的振动位移、振动速度或振动加速度的频率分析。另外,进行张力、轧制转矩、轧制速度、轧制载荷、板厚变动这样的轧制参数的频率分析。并且,在进行振动和轧制参数的实测值的频率分析的结果是在每个颤痕产生原因的基本频率的整数倍的频率下超过了设定值时,判定为产生震颤,并根据上述的基本频率确定其产生原因。
5、另外,专利文献2所示的冷轧或调质轧制中的振动异常检测方法具有振动信号收集步骤、fft频率解析步骤和振动异常判定步骤。在振动信号收集步骤中,收集在冷轧机的各机架之间或冷轧机出入侧的小径辊中的至少一个小径辊检测出的振动信号。另外,在fft频率解析步骤中,进行收集到的振动信号的快速傅立叶变换方式的频率解析,得到振动信号所包含的频率成分及其频谱值。另外,在振动异常判定步骤中,在fft频率解析的执行步骤中得到的频率成分中的、与利用规定式运算出的钢板的多个振动模式下的弦振动的频率相同的频率成分的多个频谱值中的至少一个超过了预先设定的阈值的情况下,判定为发生了振动异常。
6、另外,在专利文献3所示的钢板的颤痕防止方法中,在对进行了热轧和酸洗后的屈服强度为450mpa以下的钢板进行冷轧时,使冷轧机的固有振动频率与规定式所示的以冷轧机的最终机架和在冷轧机出侧最先与钢板接触的小径辊之间为弦长的钢板的弦振动的频率不一致。另外,使规定式所示的在钢板表面产生的弯曲应变成为钢板不发生塑性变形的大小。
7、而且,在非专利文献1中记载有极薄钢板的冷轧中的“震颤”现象的解析。在非专利文献1中,针对在冷轧总压下率达到93~94%的极薄冷轧钢板的轧制期间产生的震颤现象,进行实机轧机调查、轧制行为的理论解析,并示出了对震颤的防止对策进行研究而得到的研究结果。
8、现有技术文献
9、专利文献
10、专利文献1:日本专利第2964887号公报
11、专利文献2:日本专利第6296046号公报
12、专利文献3:日本专利第6102835号公报
13、非专利文献
14、非专利文献1:极薄钢板的冷轧中的“震颤”现象的解析、川崎炼铁技报、vol.8,no.1,1976,p.60-79
技术实现思路
1、发明所要解决的课题
2、但是,在这些专利文献1至3、非专利文献1等所示的以往的技术中,进行了如下操作:通过在轧机的多个部位设置振动计(加速度计等)来监视轧制期间的振动行为,从而早期地检测震颤。
3、但是,在颤痕中,有时会产生仅通过轧机的振动测量难以检测出的轻度的颤痕。轻度的颤痕是指在金属带的表面形成有0.1~5μm左右的振幅的凹凸的情况,如上所述,有时在冷轧工序后的目视检查、板厚测定等中不会判明,在镀敷工序后才被识别。因此,在此期间也未注意到产生了大量的表面缺陷的情况,结果成为使产品的成品率降低、大幅阻碍生产率的主要原因。
4、另一方面,已知包括该轻度的颤痕在内的颤痕是由于在轧制期间产生的轧辊的表面的周向的轮廓多边形化的多边形磨损而产生的。所谓多边形磨损,意味着在金属带的轧制过程中,在轧辊的表面产生微小的凹凸,特定的间距的凹凸成长,从而轧辊的表面形状多边形化。
5、因此,本发明是为了解决该以往的课题而完成的,其目的在于提供一种轧辊的适合判定方法、金属带的轧制方法和冷轧钢板的制造方法,能够在线推定在轧制期间产生的评价对象辊的多边形磨损的状态,防止因多边形磨损而产生的轻度的颤痕。
6、用于解决课题的技术方案
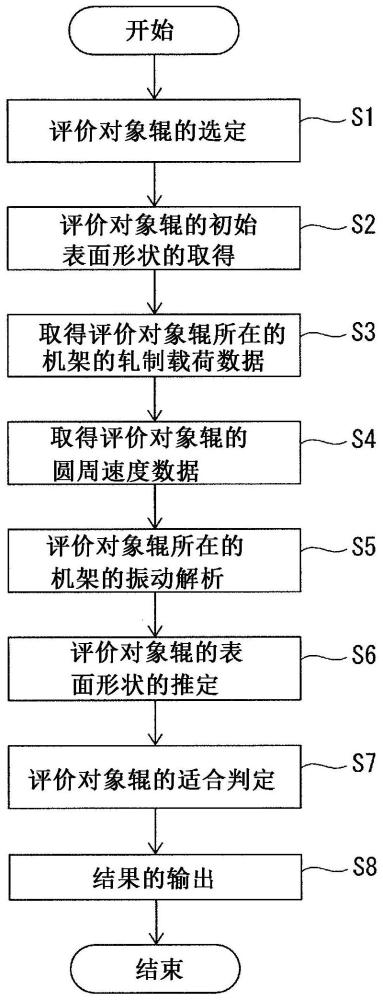
7、为了解决上述课题,本发明的一个方式所涉及的轧辊的适合判定方法进行评价对象辊的适合判定,所述评价对象辊是从具备分别具有多个轧辊的一个或多个机架的轧机中的任意的所述机架的所述多个轧辊中任意选定的轧辊,其主旨在于,包括:轧制载荷数据取得步骤,取得所述评价对象辊所在的机架的轧制载荷的操作数据;圆周速度数据取得步骤,取得所述评价对象辊的圆周速度的操作数据;振动解析步骤,使用在所述轧制载荷数据取得步骤中取得的所述评价对象辊所在的机架的轧制载荷的操作数据,来解析该机架的振动行为;表面形状推定步骤,根据通过该振动解析步骤得到的所述评价对象辊所在的机架的振动行为的解析结果和在所述圆周速度数据取得步骤中取得的所述评价对象辊的圆周速度的操作数据,在金属带的轧制期间推定所述评价对象辊的表面形状;及适合判定步骤,基于通过该表面形状推定步骤推定出的所述评价对象辊的表面形状进行所述评价对象辊的适合判定。
8、另外,本发明的另一方式所涉及的金属带的轧制方法的主旨在于,使用上述的轧辊的适合判定方法在金属带的轧制期间进行上述评价对象辊的适合判定,在适合判定的结果为不适合的情况下,将上述评价对象辊替换为新的轧辊来进行上述金属带的轧制。
9、另外,本发明的另一方式所涉及的冷轧钢板的制造方法的主旨在于,使用上述的金属带的轧制方法来制造冷轧钢板。
10、发明效果
11、根据本发明所涉及的轧辊的适合判定方法、金属带的轧制方法和冷轧钢板的制造方法,能够在线推定在轧制期间产生的评价对象辊的多边形磨损的状态,防止因多边形磨损而产生的轻度的颤痕。
技术特征:1.一种轧辊的适合判定方法,进行评价对象辊的适合判定,所述评价对象辊是从具备分别具有多个轧辊的一个或多个机架的轧机中的任意的所述机架的所述多个轧辊中任意选定的轧辊,所述轧辊的适合判定方法的特征在于,包括:
2.根据权利要求1所述的轧辊的适合判定方法,其特征在于,
3.根据权利要求1或2所述的轧辊的适合判定方法,其特征在于,
4.根据权利要求1至3中任一项所述的轧辊的适合判定方法,其特征在于,
5.一种金属带的轧制方法,其特征在于,
6.一种冷轧钢板的制造方法,其特征在于,
技术总结本发明提供一种能够在线推定在轧制期间产生的评价对象辊的多边形磨损的状态,防止轻度的颤痕的轧辊的适合判定方法等。轧辊的适合判定方法包括:轧制载荷数据取得步骤(步骤S3),取得评价对象辊所在的机架(F1~F5)的轧制载荷的操作数据;圆周速度数据取得步骤(步骤S4),取得评价对象辊的圆周速度的操作数据;振动解析步骤(步骤S5),使用机架(F1~F5)的轧制载荷的操作数据来解析机架(F1~F5)的振动行为;表面形状推定步骤(步骤S6),根据机架(F1~F5)的振动行为的解析结果和评价对象辊的圆周速度的操作数据,在金属带的轧制期间推定评价对象辊的表面形状;及适合判定步骤(步骤S7),基于评价对象辊的表面形状进行评价对象辊的适合判定。技术研发人员:马场涉,下司佑马,坂元利行,高岛由纪雄受保护的技术使用者:杰富意钢铁株式会社技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15673.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表