判断轧辊是否满足换辊条件的方法、装置、介质及产品与流程
- 国知局
- 2024-06-20 15:52:51
本发明涉及冶金行业冷轧带钢生产工艺领域,特别涉及一种判断轧辊是否满足换辊条件的方法、装置、介质及产品。
背景技术:
1、随着硅钢的市场需求量进一步提升,各大钢铁企业对二十辊轧机的投入越来越大,二十辊轧机在硅钢轧制方面有天然优势。二十辊轧机辊系复杂,并且常常需要换辊,工作辊大约轧1卷钢需要换2次,第一中间辊大约轧5卷钢需要换1次,第二中间辊大约每5天更换一次。每次换辊必须保证中间辊不能干涉,并且工作辊能够打开足够的辊缝让带钢通过。因此,为保证二十辊轧机硅钢的轧制效率,通过计算方法进而判断预备辊是否达到换辊的条件显示尤为重要。
技术实现思路
1、本发明的主要目的是提供一种判断轧辊是否满足换辊条件的方法、装置、介质及产品,以通过换辊之前的判断,提高换辊的效率。
2、为了实现上述目的,一方面,提供了一种判断轧辊是否满足换辊条件的方法,用于在二十辊轧机换辊前,判断待换上的轧辊是否满足换辊条件,二十辊轧机包括8个背衬辊、6个第一中间辊、4个第二中间辊和2个工作辊,包括:
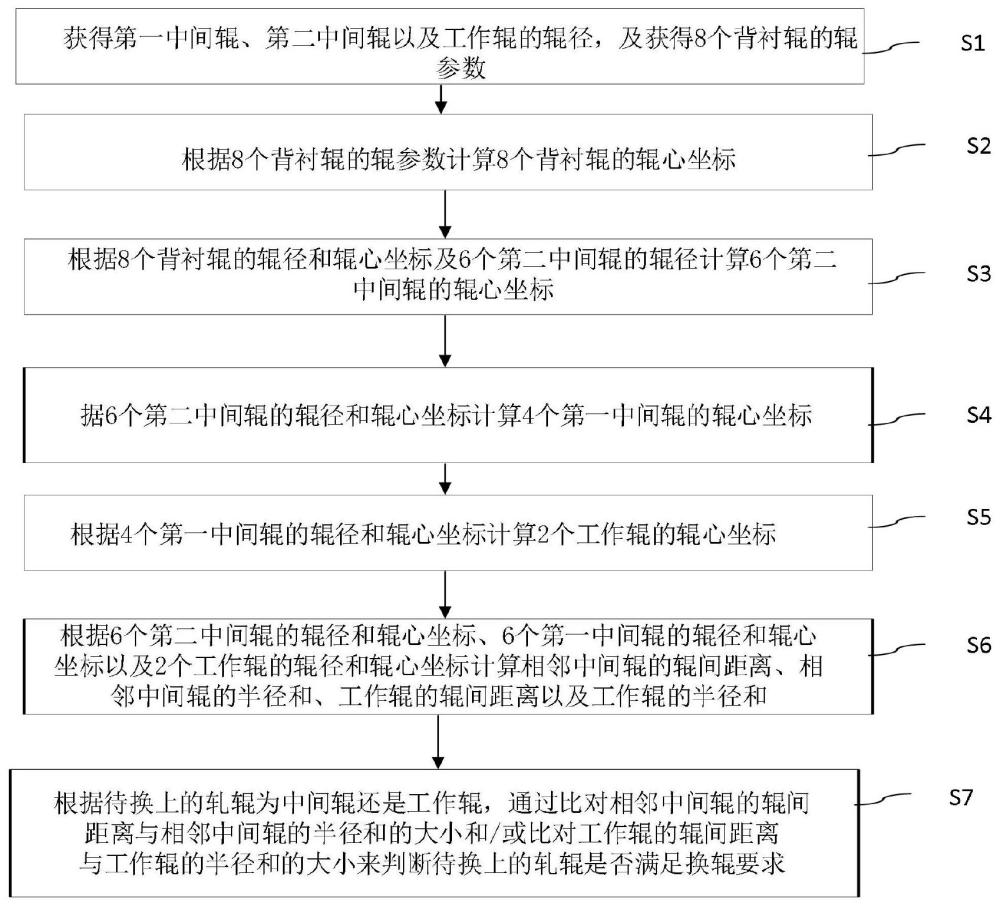
3、s1:获得第6个一中间辊、4个第二中间辊以及2个工作辊的辊径,及获得8个背衬辊的辊参数,8个背衬辊的辊参数包括:背衬辊的辊径、鞍座坐标、辊径补偿调节量、辊径补偿偏心量、压上调节量、压下调节量、压上偏心量、压下偏心量和选定背衬辊的asu凸度调节量;s2:根据8个背衬辊的辊参数计算8个背衬辊的辊心坐标;s3:根据8个背衬辊的辊径和辊心坐标及6个第二中间辊的辊径计算6个第二中间辊的辊心坐标;s4:根据6个第二中间辊的辊径和辊心坐标计算4个第一中间辊的辊心坐标;s5:根据4个第一中间辊的辊径和辊心坐标计算2个工作辊的辊心坐标;s6:根据6个第二中间辊的辊径和辊心坐标、6个第一中间辊的半径和辊心坐标以及2个工作辊的半径和辊心坐标计算相邻中间辊的辊间距离、相邻中间辊的半径和、工作辊的辊间距离以及工作辊的半径和;s7:根据待换上的轧辊为中间辊还是工作辊,通过比对相邻中间辊的辊间距离与相邻中间辊的半径和的大小和/或比对工作辊的辊间距离与工作辊的半径和的大小来判断待换上的轧辊是否满足换辊要求。
4、优选地,8个背衬辊包括上下两组,每组各4个背衬辊,上方的一组背衬辊为a、b、c、d辊,下方的一组背衬辊为e、f、g、h辊,其中a辊与h辊对应,b辊与g辊对应,c辊与f辊对应,d辊与e辊对应,步骤s2包括:
5、(1)计算a辊的中心坐标(ax,ay)和h辊的中心坐标(hx,hy):
6、ax=a1x+h1×cosa1,ay=a1y+h1×sina1;
7、hx=h1x+h1×cosa1,hy=h1y-h1×sina1;
8、其中,a辊的辊径补偿调节量均为a1,h辊的辊径补偿调节量与a辊的辊径补偿调节量关于x轴对称;(a1x,a1y)为a辊的鞍座坐标;(h1x,h1y)为h辊的鞍座坐标;a辊和h辊的辊径补偿偏心量为h1;
9、(2)计算d辊的中心坐标(dx,dy)和e辊的中心坐标(ex,ey):
10、dx=d1x+h1×cosa2,dy=d1y+h1×sina2;
11、ex=e1x+h1×cosa2,ey=e1y-h1×sina2;
12、其中,d辊的辊径补偿调节量均为a2,e辊的辊径补偿调节量与d辊的辊径补偿调节量关于x轴对称;d辊和e辊的辊径补偿偏心量为h1;(d1x,d1y)为d辊的鞍座坐标;(e1x,e1y)为e辊的鞍座坐标;
13、(3)计算b辊的中心坐标(bx,by)和c辊的中心坐标(cx,cy):
14、cx=c1x+h3+h2×cosa3,cy=c1y+h2×sina3;
15、bx=b1x-h3-h2×cosa3,by=b1y+h2×sina3;
16、其中,b辊的asu凸度调节量为h3,b辊的asu凸度调节量与c辊的asu凸度调节量关于y轴对称;c辊的压下调节量为a3,b辊的压下调节量与c辊的压下调节量关于y轴对称;b辊和c辊的压上或压下偏心量为h3;(b1x,b1y)为b辊的鞍座坐标;(c1x,c1y)为c辊的鞍座坐标;
17、(4)计算g辊的中心坐标(gx,gy)和f辊的中心坐标(fx,fy):
18、fx=f1x+h2×cosa4,fy=f1y+h2×sina4;
19、gx=g1x-h2×cosa4,gy=g1y+h2×sina4;
20、其中,f辊的压上调节量为a4,g辊和f辊的压上调节量关于y轴对称;f辊和g辊的压上或压下偏心量为h2;(g1x,g1y)为g辊的鞍座坐标;(f1x,f1y)为f辊的鞍座坐标。
21、优选地,6个第二中间辊包括上下两组第二中间辊,其中上方的一组第二中间辊包括:i、j、k辊;下方的一组第二中间辊包括:l、m、n辊;其中,i辊与n辊对应,j辊与m辊对应,k辊与l辊对应;步骤s3包括:
22、分别将相邻的背衬辊和第二中间辊的辊心相连,得到18个矢量;18个矢量包括:a辊心-b辊心连线r1、b辊心-c辊心连线r2、c辊心-d辊心连线r3、a辊心-i辊心连线r4、b辊心-i辊心连线r5、b辊心-j辊心连线r6、c辊心-j辊心连线r7、c辊心-k辊心连线r8、d辊心-k辊心连线r9、h辊心-g辊心连线r21、g辊心-f辊心连线r22、f辊心-e辊心连线r23、h辊心-n辊心连线r24、g辊心-n辊心连线r25、g辊心-m辊心连线r26、f辊心-m辊心连线r27、f辊心-l辊心连线r28、e辊心-l辊心连线r29;其中矢量r1至r9及r21至r29具有对应的长度r1至r9及r21至r29和对应的角度θ1至θ9及θ21至θ29;
23、根据背衬辊的辊心坐标和18个矢量的长度与角度计算6个第二中间辊的辊心坐标,包括:
24、(1)根据背衬辊的辊心坐标求矢量r1、r2、r3、r21、r22和r23;
25、·
26、·
27、·
28、·
29、·
30、·
31、·
32、·
33、·
34、·
35、·
36、·
37、(2)根据矢量r1、r2、r3、r21、r22、r23及相应背衬辊和第二中间辊的辊径,在对应的三角形中计算矢量r4、r5、r6、r7、r8、r9、r24、r25、r26、r27、r28、r29;
38、在由a、b、i辊的辊心构成的三角形abi中,求夹角θ4、θ5
39、·
40、·
41、在由b、c、j辊的辊心构成的三角形bcj中,求夹角θ6、θ7
42、·
43、·
44、在由c、d、k辊的辊心构成的三角形cdk中,求夹角θ8、θ9
45、·
46、·
47、在由g、h、n辊的辊心构成的三角形ghn中,求夹角θ24、θ25
48、·
49、·
50、在由f、g、m辊的辊心构成的三角形fgm中,求夹角θ26、θ27
51、·
52、·
53、在由e、f、l辊的辊心构成的三角形efl中,求夹角θ28、θ29
54、·
55、·
56、其中,r4为a辊与i辊的半径和、r5为b辊与i辊的半径和、r6为b辊与j辊的半径和、r7为c辊与j辊的半径和、r8为c辊与k辊的半径和、r9为k辊与d辊的半径和、r24为h辊与n辊的半径和、r25为n辊与g辊的半径和、r26为g辊与m辊的半径和、r27为f辊与m辊的半径和、r28为f辊与l辊的半径和、r29为l辊与e辊的半径和;
57、(3)根据计算得到的矢量,确定各第二中间辊的辊心坐标:
58、i辊中心坐标(ix,iy):ix=bx+r5×cosθ5,iy=by+r5×sinθ5;
59、j辊中心坐标(jx,jy):jx=bx+r6×cosθ6,jy=by+r6×sinθ6;
60、k辊中心坐标(kx,ky):kx=cx+r8×cosθ8,ky=cy+r8×sinθ8;
61、l辊中心坐标(lx,ly):lx=fx+r28×cosθ28,ly=fy+r28×sinθ28;
62、m辊中心坐标(mx,my):mx=fx+r27×cosθ27,my=fy+r27×sinθ27;
63、n辊中心坐标(nx,ny):nx=gx+r25×cosθ25,ny=gy+r25×sinθ25。
64、优选地,4个第一中间辊包括上下两组第一中间辊,其中上方的一组第一中间辊包括:o、p辊;下方的一组第一中间辊包括:r、q辊;其中,o辊与r辊对应,p辊与q辊对应;步骤s4包括:
65、将相邻的第二中间辊和第一中间辊的辊心相连,得到12个矢量;12个矢量包括:i辊心-j辊心连线r10、j辊心-k辊心连线r11、i辊心-o辊心连线r12、j辊心-o辊心连线r13、j辊心-p辊心连线r14、k辊心-p辊心连线r15、n辊心-m辊心连线r30、m辊心-l辊心连线r31、n辊心-r辊心连线r32、m辊心-r辊心连线r33、m辊心-q辊心连线r34、l辊心-q辊心连线r35;矢量r10至r15及矢量r30至r35具有对应的长度为r10至r15及r30至r35和对应的角度θ10至θ15及θ30至θ35;
66、根据第二中间辊的辊心坐标计算第一中间辊的辊心坐标,其中:
67、(1)根据第二中间辊的辊心坐标计算矢量r10、r11、r30、r31:
68、·
69、·
70、·
71、·
72、·
73、·
74、·
75、·
76、(2)根据矢量r10、r11、r30、r31及相应第二中间辊和第一中间辊的辊径,在对应的三角形中计算矢量r12至r15及矢量r32至r35,其中:
77、在由i、j、o辊的中心构成的三角形ijo中,求夹角θ12、θ13;
78、·
79、·
80、在由j、k、p辊的中心构成的三角形jkp中,求夹角θ14、θ15;
81、·
82、·
83、在由m、n、r辊的中心构成的三角形mnr中,求夹角θ32、θ33;
84、·
85、·
86、在由l、m、q辊的中心构成的三角形lmq中,求夹角θ34、θ35;
87、·
88、·
89、其中,r12为i辊与o辊的半径和、r13为j辊与o辊的半径和、r14为j辊与p辊的半径和、r15为p辊与k辊的半径和、r32为n辊与p辊的半径和、r33为m辊与r辊的半径和、r34为m辊与q辊的半径和、r35为l辊与q辊的半径和;
90、(3)根据矢量r13、r14、r33和r34,计算第一中间辊的辊心坐标,其中:
91、·o辊中心坐标(ox,oy):ox=jx+r13×cosθ13,oy=jy+r13×sinθ13;
92、·p辊中心坐标(ox,oy):ox=jx+r14×cosθ14,oy=jy+r14×sinθ14;
93、·q辊中心坐标(qx,qy):qx=mx+r34×cosθ34,qy=my+r34×sinθ34;
94、·r辊中心坐标(rx,ry):rx=mx+r33×cosθ33,ry=my+r33×sinθ33。
95、优选地,2个工作辊包括上方的s辊和下方的t辊,步骤s5包括:
96、将相邻的第一中间辊和工作辊的辊心相连,得到6个矢量;6个矢量包括:o辊心-p辊心连线r16、o辊心-s辊心连线r17、p辊心-s辊心连线r18、r辊心-q辊心连线r36、r辊心-t辊心连线r37、q辊心-t辊心连线r38;矢量r16至r18及矢量r36至r38具有对应的长度r16至r18及r36至r38和角度θ16至θ18及θ36至θ38;
97、根据第一中间辊的辊心坐标计算s辊和t辊的辊心坐标,其中:
98、(1)根据第一中间辊的辊心坐标计算矢量r16和r36;
99、·
100、·
101、·
102、·
103、(2)根据矢量r16和r36及相应第一中间辊和工作辊的辊径,在对应的三角形中计算矢量r17、r18、r37和r38,其中:
104、在由o、p、s辊的中心构成的三角形ops中,求夹角θ17、θ18;
105、·
106、·
107、在由q、r、t辊的中心构成的三角形qrt中,求夹角θ37、θ38;
108、·
109、·
110、其中,r17为o辊与s辊的半径和、r18为p辊与s辊的半径和、r37为r辊与t辊的半径和、r38为q辊与t辊的半径和;
111、(3)计算s辊和t辊的辊心坐标
112、·s辊中心坐标(sx,sy):sx=ox+r17×cosθ17,sy=oy+r17×sinθ17;
113、·t辊中心坐标(tx,ty):tx=rx+r37×cosθ37,ty=ry+r37×sinθ37。
114、优选地,步骤s6中相邻中间辊的辊间距离包括:i辊与j辊的辊间距离ri-j,j辊与k辊的辊间距离rj-k,o辊与p辊的辊间距离ro-p,n辊与m辊的辊间距离rn-m,m辊与l辊的辊间距离rm-l,r辊与q辊的辊间距离rr-q;工作辊的辊间距离为s辊与t辊的辊间距离rs-t;
115、步骤s7中:若辊间距离ri-j大于i辊和j辊的辊径和,辊间距离rj-k大于j辊和k辊的辊径和,辊间距离ro-p大于o辊和p辊的辊径和,辊间距离rn-m大于n辊和m辊的辊径和,辊间距离rm-l大于m辊和l辊的半径和,辊间距离rr-q大于r辊和q辊的辊径和,则确定二十辊轧机的中间辊满足换辊条件;若辊间距离rs-t大于s辊和t辊的辊径和,则确定工作辊满足换辊条件;如果待换上的轧辊为中间辊,则当相邻中间辊的辊间距离大于相邻中间辊的半径和时,确定待换上的中间辊满足换辊条件;如果待换上的轧辊为工作辊,则当工作辊的辊间距离大于工作辊的半径和时,确定待换上的工作辊满足换辊条件。
116、另一方面,提供一种判断轧辊是否满足换辊条件的计算装置,包括存储器和处理器,所述存储器存储有至少一段程序,所述至少一段程序由处理器执行以执行上文任一所述的判断轧辊是否满足换辊条件的方法。
117、又一方面,提供一种计算机可读存储介质,所述存储介质中存储有至少一段程序,所述至少一段程序由处理器执行以实现如上文任一所述的判断轧辊是否满足换辊条件的方法。
118、又一方面,提供计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现判断轧辊是否满足换辊条件的方法。
119、上述技术方案具有如下技术效果:
120、本发明实施例的判断轧辊是否满足换辊条件的方法,可以根据二十辊轧机的轧辊直径和轧机设备的背衬辊调节量等参数直接计算出各轧辊的辊心坐标,并根据辊心坐标获取相应的辊间距离,进而根据相邻中间辊和/或工作辊间的距离与相邻中间辊和/或工作辊的半径和的大小来判断换辊过程是否会发生干涉和/或是否有足够的距离让原材料带钢通过,即可以实现换辊模拟,从而提高换辊效率;
121、进一步地,本发明实施例的技术方案能够适用于左右对应轧辊直径不相同例如a辊和d辊直径不相同和/或上下对应轧辊直径不相同例如a辊和h辊直径不相同的情况,即本发明实施例的技术方案可适用于非对称的二十辊轧机,通过计算非对称的二十辊轧机的轧辊中心坐标来判断某一辊径的轧辊是否满足换辊条件,使用范围更加广泛。
本文地址:https://www.jishuxx.com/zhuanli/20240618/12832.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表