一种中浓自动配浆流量浓度控制装置及控制方法与流程
- 国知局
- 2024-07-05 16:21:05
本发明涉及造纸,尤其是一种中浓自动配浆流量浓度控制装置及控制方法。
背景技术:
1、制造卫生纸过程中会使用长纤浆料和短纤浆料进行配比,其中长纤浆料价格高于短纤浆料,这就要求在实际生成过程中,在保证拉力等物性指标的前提下,尽量少用长纤,降低生产成本。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种中浓自动配浆流量浓度控制装置及控制方法,设计中浓磨浆系统,短纤通过中浓磨后,变成中浓浆,在保证纸品质量前提下,多用中浓浆,降低生产成本。
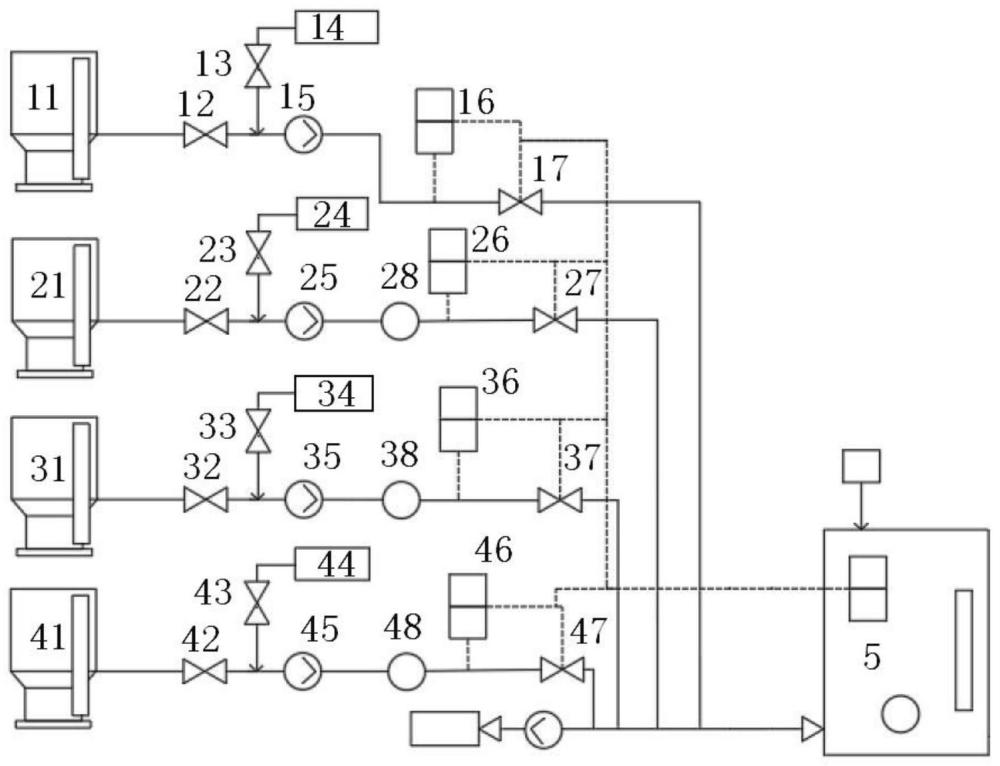
2、为解决上述技术问题,本发明提供一种中浓自动配浆流量浓度控制装置,包括:损纸塔系统、长纤叩后塔系统、第一短纤叩后塔系统、第二短纤叩后塔系统和混合浆池;经过上述4个系统的磨浆注入到混合浆池,保持混合浆池一直处于恒液位。
3、优选的,损纸塔系统包括损纸塔、第一开关阀、第一浓度控制阀、第一浓度控制单元、第一抽浆泵、第一流量控制单元、第一流量控制阀;损纸塔、第一开关阀、第一抽浆泵、第一流量控制阀依次相连,第一浓度控制单元通过第一浓度控制阀连接到第一抽浆泵,第一流量控制单元连接第一流量控制阀。
4、优选的,长纤叩后塔系统包括长纤叩后塔、第二开关阀、第二浓度控制阀、第二浓度控制单元、第二抽浆泵、第二流量控制单元、第二流量控制阀、第一浓度旋转电机;长纤叩后塔、第二开关阀、第二抽浆泵、第一浓度旋转电机、第二流量控制阀依次相连,第二浓度控制单元通过第二浓度控制阀连接到第二抽浆泵,第二流量控制单元连接第二流量控制阀。
5、优选的,第一短纤叩后塔系统包括短纤叩后塔、第三开关阀、第三浓度控制阀、第三浓度控制单元、第三抽浆泵、第三流量控制单元、第三流量控制阀、第二浓度旋转电机;短纤叩后塔、第三开关阀、第三抽浆泵、第二浓度旋转电机、第三流量控制阀依次相连,第三浓度控制单元通过第三浓度控制阀连接到第三抽浆泵,第三流量控制单元连接第三流量控制阀。
6、优选的,第二短纤叩后塔系统和第一短纤叩后塔系统结构相同。
7、相应的,一种中浓自动配浆流量浓度控制方法,包括如下步骤:
8、步骤1、损纸塔系统接收来自损纸回收系统的损纸,长纤叩后塔系统、第一短纤叩后塔系统、第二短纤叩后塔系统分别接收来自不同纤维原料的叩后浆料;
9、步骤2、四个流量控制单元通过四个流量控制阀调节流量,四个浓度控制单元通过四个浓度控制阀调节浓度;
10、步骤3、将四个系统中符合要求的磨浆注入到混合浆池中,保持混合浆池一直处于恒液位。
11、优选的,第二浓度旋转电机用于测量浆浓度,第三浓度控制阀用于调节稀释水流量大小来控制浆浓度;在浓度控制单元中,me参数来自第二浓度旋转电机输出电信号4-20ma,其中仪表设定浓度单位:%,量程:2-6;dcs系统接收到对应电流信号,将换算成实际测量浓度,经过浓度控制pid公式换算得出阀门输出值con,dcs系统发出对应4-20ma电流信号给第三浓度控制阀,第三浓度控制阀调节稀释水流量大小;pid参数中kp和ti用于调整pid控制稳定性。
12、优选的,第三流量控制单元用于测量浆流量,第三流量控制阀用于调节出口阀门大小,从而控制流量大小;在流量控制单元中,me参数来自第三流量控制单元输出电信号4-20ma,其中仪表设定流量单位:l/min,量程:0-8000;dcs系统接收到对应电流信号,将换算成实际测量流量,经过流量控制pid公式换算得出阀门输出值con,dcs系统发出对应4-20ma电流信号给第三流量控制阀,第三流量控制阀调节流量大小;pid参数中kp和ti用于调整pid控制稳定性。
13、优选的,浓度控制pid和流量控制pid为:
14、
15、其中,con为pid输出值,kp为比例增益,e为设定值与测量值的差值,ts为执行间隔,ti为积分作用时间,td为微分作用时间,me为测量值,kff为前馈分路增益,mff为前馈通道输入,bias为偏差参数。
16、优选的,混合浆池由液位变送器测量输出电信号4-20ma给dcs系统,dcs换算成对应0-100%实际流量;液位pid回路输出con*总流量5000l/min,得出一个计算流量,计算流量*中浓浆比例=中浓浆设定流量。
17、本发明的有益效果为:本发明设计中浓磨浆系统,短纤阔叶浆通过中浓磨螺旋压榨机将4%的浓度提升到20%,通过盘磨摩擦纸浆纤维,达到改变浆料物性。后经过磨后浆池调节浆浓度到4%,流向叩后塔,变成中浓浆,在保证纸品质量前提下,多用中浓浆,降低生产成本;在保持4种浆料配比的前提下,保持混合浆池一直处于恒液位,保持混合浆池泵入口压力处于稳定,有利于后段匀整磨磨浆功率稳定,保证磨浆品质。
技术特征:1.一种中浓自动配浆流量浓度控制装置,其特征在于,包括:损纸塔系统、长纤叩后塔系统、第一短纤叩后塔系统、第二短纤叩后塔系统和混合浆池;经过上述4个系统的磨浆注入到混合浆池,保持混合浆池一直处于恒液位。
2.如权利要求1所述的中浓自动配浆流量浓度控制装置,其特征在于,损纸塔系统包括损纸塔(11)、第一开关阀(12)、第一浓度控制阀(13)、第一浓度控制单元(14)、第一抽浆泵(15)、第一流量控制单元(16)、第一流量控制阀(17);损纸塔(11)、第一开关阀(12)、第一抽浆泵(15)、第一流量控制阀(17)依次相连,第一浓度控制单元(14)通过第一浓度控制阀(13)连接到第一抽浆泵(15),第一流量控制单元(16)连接第一流量控制阀(17)。
3.如权利要求1所述的中浓自动配浆流量浓度控制装置,其特征在于,长纤叩后塔系统包括长纤叩后塔(21)、第二开关阀(22)、第二浓度控制阀(23)、第二浓度控制单元(24)、第二抽浆泵(25)、第二流量控制单元(26)、第二流量控制阀(27)、第一浓度旋转电机(28);长纤叩后塔(21)、第二开关阀(22)、第二抽浆泵(25)、第一浓度旋转电机(28)、第二流量控制阀(27)依次相连,第二浓度控制单元(24)通过第二浓度控制阀(23)连接到第二抽浆泵(25),第二流量控制单元(26)连接第二流量控制阀(27)。
4.如权利要求1所述的中浓自动配浆流量浓度控制装置,其特征在于,第一短纤叩后塔系统包括短纤叩后塔(31)、第三开关阀(32)、第三浓度控制阀(33)、第三浓度控制单元(34)、第三抽浆泵(35)、第三流量控制单元(36)、第三流量控制阀(37)、第二浓度旋转电机(38);短纤叩后塔(31)、第三开关阀(32)、第三抽浆泵(35)、第二浓度旋转电机(38)、第三流量控制阀(37)依次相连,第三浓度控制单元(34)通过第三浓度控制阀(33)连接到第三抽浆泵(35),第三流量控制单元(36)连接第三流量控制阀(37)。
5.如权利要求1所述的中浓自动配浆流量浓度控制装置,其特征在于,第二短纤叩后塔系统和第一短纤叩后塔系统结构相同。
6.一种应用于如权利要求1所述的中浓自动配浆流量浓度控制装置的控制方法,其特征在于,包括如下步骤:
7.如权利要求6所述的中浓自动配浆流量浓度控制装置的控制方法,其特征在于,第二浓度旋转电机(38)用于测量浆浓度,第三浓度控制阀(33)用于调节稀释水流量大小来控制浆浓度;在浓度控制单元中,me参数来自第二浓度旋转电机(38)输出电信号4-20ma,其中仪表设定浓度单位:%,量程:2-6;dcs系统接收到对应电流信号,将换算成实际测量浓度,经过浓度控制pid公式换算得出阀门输出值con,dcs系统发出对应4-20ma电流信号给第三浓度控制阀(33),第三浓度控制阀(33)调节稀释水流量大小;pid参数中kp和ti用于调整pid控制稳定性。
8.如权利要求6所述的中浓自动配浆流量浓度控制装置的控制方法,其特征在于,第三流量控制单元(36)用于测量浆流量,第三流量控制阀(37)用于调节出口阀门大小,从而控制流量大小;在流量控制单元中,me参数来自第三流量控制单元(36)输出电信号4-20ma,其中仪表设定流量单位:l/min,量程:0-8000;dcs系统接收到对应电流信号,将换算成实际测量流量,经过流量控制pid公式换算得出阀门输出值con,dcs系统发出对应4-20ma电流信号给第三流量控制阀(37),第三流量控制阀(37)调节流量大小;pid参数中kp和ti用于调整pid控制稳定性。
9.如权利要求7或8所述的中浓自动配浆流量浓度控制装置的控制方法,其特征在于,浓度控制pid和流量控制pid为:
10.如权利要求6所述的中浓自动配浆流量浓度控制装置的控制方法,其特征在于,混合浆池(5)由液位变送器测量输出电信号4-20ma给dcs系统,dcs换算成对应0-100%实际流量;液位pid回路输出con*总流量5000l/min,得出一个计算流量,计算流量*中浓浆比例=中浓浆设定流量。
技术总结本发明公开了一种中浓自动配浆流量浓度控制装置及控制方法,装置包括:损纸塔系统、长纤叩后塔系统、第一短纤叩后塔系统、第二短纤叩后塔系统和混合浆池;经过上述4个系统的磨浆注入到混合浆池,保持混合浆池一直处于恒液位。方法包括如下步骤:损纸塔系统接收来自损纸回收系统的损纸,长纤叩后塔系统、第一短纤叩后塔系统、第二短纤叩后塔系统分别接收来自不同纤维原料的叩后浆料;四个流量控制单元通过四个流量控制阀调节流量,四个浓度控制单元通过四个浓度控制阀调节浓度;将四个系统中的磨浆注入到混合浆池中,保持一直处于恒液位。本发明设计中浓磨浆系统,短纤通过中浓磨后,变成中浓浆,保证纸品质量前提下,多用中浓浆,降低生产成本。技术研发人员:丁志强,钟平,杨谋清受保护的技术使用者:金红叶纸业(湖北)有限公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240617/41942.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表