高渗透性纹理化带的制作方法
- 国知局
- 2024-07-05 16:22:18
本发明涉及一种工业织物(例如纹理化带),其用于在造纸领域(例如用于纤维产品)和非织造工艺中在其上生产的产品中产生三维结构。
背景技术:
1、在造纸工艺中,通过将例如纤维素纤维的水分散体等纤维浆料沉积到造纸机的成形部中的移动成形织物上来形成纤维网。大量的水通过成形织物从浆料中排出,将纤维素纤维网留在成形织物的表面上。
2、新形成的纤维素纤维网从成形部前进到包括一系列压榨辊隙(press nip)的压榨部。纤维素纤维网通过由压榨织物支撑的压榨辊隙,或者通常在两个这样的压榨织物之间。在压榨辊隙中,纤维素纤维网受到从其中挤出水的压缩力,其使网中的纤维素纤维彼此粘附以将纤维素纤维网转变成纸张。水被一个以上的压榨织物接收,并且理想地,不返回到纸张。
3、纸张最后进入包括至少一系列通过蒸汽内部加热的可旋转的干燥鼓或干燥筒的干燥部。干燥织物引导新形成的纸张以蛇形路径顺序地围绕一系列转鼓中的各个转鼓,干燥织物将纸张紧密地保持在转鼓的表面上。通过蒸发,加热的转鼓将纸张的水含量降低到所需的水平。
4、应当理解,成形织物、压榨织物和干燥织物在造纸机上都采取连续循环的形式,并且以输送带的方式起作用。进一步地应当理解,造纸是以相当大的速度进行的连续工艺。也就是说,纤维浆料在成形部中连续地沉积到成形织物上,而新制造的纸张在离开干燥部之后连续地卷绕到辊上。
5、织造物采用许多不同的形式。例如,它们可以以无端(endless)形式织造,或者被平织并且随后被制成具有接缝的无端形式。任选地,它们可以通过通常称为改进的无端织造的工艺生产,其中基底织物的横向边缘设置有使用其纵向(md)纱线的缝合环圈。在该工艺中,md纱线在织物的横向边缘之间连续地来回编织,在各个边缘处折回并形成缝合环。以这种方式生产的基底织物在造纸机上安装期间被放置成无端形式,并且因此被称为可在机器上缝合的织物。为了将这种织物放置成无端形式,将两个横向边缘缝合在一起。为了便于缝合,许多现有织物在织物两端的横向边缘上具有缝合环。缝合环本身通常由织物的md纱线形成。接缝通常通过将压榨织物的两端放在一起,将织物两端处的缝合环相互交叉,将所谓的销(pin)或枢轴(pintle)引导穿过由相互交叉的缝合环限定的通道,以将织物的两端固定在一起来形成。
6、造纸领域中的纹理化带用于制造三维非织造物、纸巾和毛巾结构。通常,这些带用于造纸工艺的成形部,其中带厚度的增加可以直接赋予所生产的纹理化产品,例如卷制品的厚度、体积和三维图案。对于这种类型的纹理化带,通常存在用于例如尺寸稳定性和承载性能的基底织料。通常,这些带具有添加到基底织料的特别是为了赋予厚度、纹理、图案和体积的第二层顶表面。该顶表面可以由热塑性或热固性材料制成,并且可以以化学形式直接施加,或者首先制成片材,然后随后粘合到带的基底织物表面。粘合可以是化学的或热的,或其组合。
7、然而,这些带存在若干问题,包括例如当带的基底织料的大部分被第二材料覆盖时发生的渗透性损失。因为第二材料覆盖和阻挡了基底织料的开放区域,所以渗透性损失。带的较低渗透性导致在成形期间对片材的较少控制,因为真空用于将纤维拉入带的纹理化表面并在释放之前将它们保持在适当位置。
8、解决较低渗透性及其相关问题的一种选择是减慢带的速度以避免湍流并将片材保持在适当位置。然而,减慢速度具有增加生产时间的负面影响。减慢带的速度的其它负面影响包括所生产的商品的成本增加和机器的总体生产能力降低。在本领域中已经实践的第二种选择是增加真空水平。但是这具有负面影响,例如导致更多的进入和通过带的纤维损失。
技术实现思路
1、发明要解决的问题
2、本发明涉及一种用于生产纹理化产品的工业织物。所述工业织物包括第一层和第二层。第二层延伸覆盖至第一层的顶表面的至少一部分上。第二层包括多个大孔洞和微孔洞。大孔洞赋予在其上生产的产品以纹理。微孔洞限制了产品纤维向微孔洞中的纤维渗透。
3、在某些实施方案中,微孔洞增加工业织物的渗透性。
4、在其它实施方案中,纹理化产品的纤维拉伸和/或弯曲到大孔洞中。
5、在一些实施方案中,纹理化产品的纤维选自由以下组成的组:纺粘纤维、短切纤维、熔喷纤维、水刺纤维、湿法成网纤维、热粘合纤维、天然纤维、合成纤维及其组合。
6、在另一些实施方案中,第二层为非织造层。
7、在某些其它实施方案中,第二层包含选自由以下组成的组的材料:工程聚合物、热塑性塑料、热塑性聚氨酯、弹性体、交联塑料、橡胶、聚酰胺、聚酯、共聚酯、eva(乙烯-乙酸乙烯酯)及其组合。
8、在一些实施方案中,第一层是基底织物。在一些其它实施方案中,第一层是选自由以下构成的组的基底织物:织造物、非织造物、纵向纱线阵列、横向纱线阵列、编织物、一系列独立环、螺旋连接、挤出网和针织结构。
9、在其它实施方案中,第二层中的至少一部分大孔洞和/或微孔洞的形状选自由以下组成的组:圆形、椭圆形、多边形和叶状。
10、在某些实施方案中,多边形形状选自由以下组成的组:三角形、矩形、正方形和梯形。
11、在一些实施方案中,第二层延伸至第一层的整个长度和/或宽度。
12、在其它实施方案中,工业织物的渗透率为至少300cfm。
13、在另一些实施方案中,第一层的顶表面是基底织物的成形侧的顶表面。
14、在某些实施方案中,第二层层压至第一层。
15、在另一些实施方案中,第二层是膜。
16、在一些实施方案中,通过使用热和压力将第一层和第二层层压在一起。
17、在其它实施方案中,大孔洞和微孔洞是激光产生的孔洞和/或钻孔的孔洞。
18、在某些实施方案中,第二层是膜,并且所述膜包括选自由以下组成的组的化合物:工程聚合物、热塑性塑料、热塑性聚氨酯、弹性体、交联塑料、橡胶、聚酰胺、聚酯、共聚酯、eva及其组合。
19、在其它实施方案中,大孔洞是第二层的形貌特征,并且与纹理化产品中的期望纹理互补。
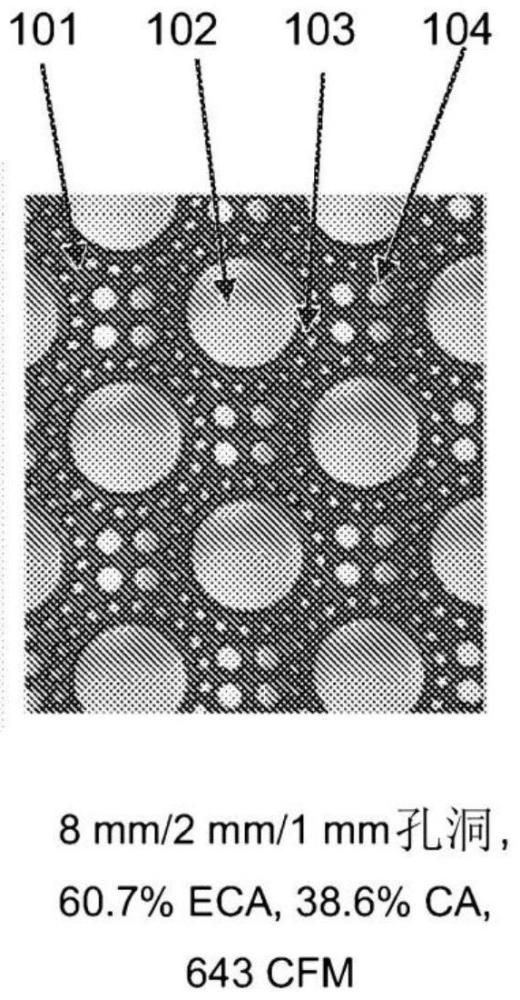
20、在一些其它实施方案中,大孔洞的直径在6mm至12mm的范围内。在另一些实施方案中,微孔洞的直径在1mm至5mm的范围内。在某些实施方案中,大孔洞的孔洞体积在50至90mm3的范围内。在其它实施方案中,微孔洞的孔洞体积在20至50mm3的范围内。
21、在某些实施方案中,工业织物中存在约5%至约95%的封闭区域。
22、在其它实施方案中,工业织物中存在约5%至约95%的有效封闭区域。
23、在一些实施方案中,微孔洞防止纹理化产品向微孔洞中的实质纤维渗透。
24、在其它某些实施方案中,纹理化产品的纤维桥接微孔洞。
25、在某些实施方案中,工业织物的第一层选自织造物和非织造物。
26、在其它实施方案中,工业织物的第一层包括机器侧表面。
27、在一些实施方案中,工业织物是造纸织物。在某些实施方案中,工业织物是纹理化带或工艺带。
28、本发明进一步涉及一种制造纹理化产品的方法。所述方法包括用工业织物将产品纹理化,其中工业织物包括第一层,例如基底织物,和延伸覆盖至第一层的至少一部分的顶表面上的第二层,例如膜。第二层包括多个大孔洞和微孔洞。大孔洞赋予在其上生产的产品以纹理。微孔洞限制了产品纤维渗透到微孔洞中。
本文地址:https://www.jishuxx.com/zhuanli/20240617/42088.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表