一种汽车密封条用丝束的高速紧张热定型装置的制作方法
- 国知局
- 2024-07-05 16:37:50
本技术属于热定型设备,具体涉及一种汽车密封条用丝束的高速紧张热定型装置。
背景技术:
1、密封条先后被应用到汽车、门窗、机柜、冰箱、集装箱等各种行业,根据不同行业的要求,先后研发出了特有的汽车密封条、机械密封条、门窗密封条等产品。密封条可分为实芯制品、中空制品及金属橡胶复合制品等类型。其中,金属橡胶复合密封条占60%以上。对于橡胶密封条来说断面设计至关重要。首先是密封唇边形状、尺寸设计,两侧密封唇边应以相同的、大小适当的力从车窗玻璃的两侧接触玻璃。复合式密封条所用的丝束需要进行热定型处理,但现有的热定型处理的处理过程中,无法保证温控精度。除此之外,由于热处理过程中丝束会发生变形,需要保证其处于绷紧状态。
2、为了解决现有技术存在的不足,人们进行了长期的探索,提出了各式各样的解决方案。例如,中国专利文献公开了一种紧张热定型机[201620058150.2],其包括定型箱体,定型箱体内设有定型辊,箱体一侧设有观察口,所述定型箱体上方设有撑架,撑架上设有升降机构,升降机构下方连有镂空的防护门,防护门配合在观察口处,升降机构控制防护门打开或闭合观察口。箱体上还设有闪蒸系统,以提供加热用的蒸汽。
3、上述方案在一定程度上解决了热定型温控精度不足的问题,但是该方案依然存在着诸多不足,例如热定型过程中丝束发生形变等问题。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种设计合理,保证丝束热定型形变稳定的汽车密封条用丝束的高速紧张热定型装置。
2、为达到上述目的,本实用新型采用了下列技术方案:一种汽车密封条用丝束的高速紧张热定型装置,包括外壳体,外壳体内设置有若干平行布置的引导槽,引导槽前后端设置有涨紧导辊,外壳体内设置有与引导槽相对的电热组件以及温度传感器,外壳体两端安装有与引导槽以及涨紧导辊相对的收束组件。
3、在上述的汽车密封条用丝束的高速紧张热定型装置中,外壳体包括上下拼合的主壳体,主壳体两侧接口处由副壳体封闭,主壳体与副壳体之间设置有锁紧组件,收束组件通过卡箍组件将外壳体两端端口封闭。
4、在上述的汽车密封条用丝束的高速紧张热定型装置中,锁紧组件设置在主壳体两侧的翻边,副壳体具有与翻边滑动插接的滑槽,翻边截面呈l形且滑槽翻边呈t形,翻边相互贴合的一面设置有相互啮合的锁紧齿。
5、在上述的汽车密封条用丝束的高速紧张热定型装置中,收束组件包括呈长条状的收束口,收束口开有与外壳体内部相对的收束槽,收束槽内转动安装有调节组件。
6、在上述的汽车密封条用丝束的高速紧张热定型装置中,调节组件包括调节架体,调节架体转动安装有一对调节导辊,调节导辊之间留有间隙,调节架体与手术槽之间设置有相互插接的调节销以及调节孔。
7、在上述的汽车密封条用丝束的高速紧张热定型装置中,卡箍组件包括设置在收束口与外壳体之间且相互插接的卡齿,卡齿外侧开有相对的卡槽,卡槽内卡接固定有箍圈,箍圈通过螺纹件与卡齿安装固定。
8、在上述的汽车密封条用丝束的高速紧张热定型装置中,电热组件包括设置在外壳体内侧的电热槽,电热槽内排布有电热管,电热槽端口由隔离网封闭,电热槽与导热组件连通。
9、在上述的汽车密封条用丝束的高速紧张热定型装置中,导热组件包括与电热槽连通的热吹风管且热吹风管延伸至外壳体外部,电热槽端口处设置有呈百叶状的导热板,外壳体开有与电热槽相对的排风口,排风口连接有排风管。
10、在上述的汽车密封条用丝束的高速紧张热定型装置中,引导槽底部开有与排风口连通的引导口。
11、在上述的汽车密封条用丝束的高速紧张热定型装置中,温度传感器分别安装在外壳体的前后端以及中部。
12、与现有的技术相比,本实用新型的优点在于:外壳体内部电热组件对丝束进行热吹风处理,引导槽及其两端的涨紧导辊对丝束进行收束限位,使其处于绷紧状态保证后续成型效果;外壳体以及收束组件为可拆卸结构,方便对其内部限位结构进行调节以适应不同密封性用丝束的热定型处理;温度传感器与电热组件进行反馈调节,保证其温控精度。
技术特征:1.一种汽车密封条用丝束的高速紧张热定型装置,包括外壳体(1),其特征在于,所述的外壳体(1)内设置有若干平行布置的引导槽(2),所述的引导槽(2)前后端设置有涨紧导辊(3),所述的外壳体(1)内设置有与引导槽(2)相对的电热组件(4)以及温度传感器,所述的外壳体(1)两端安装有与引导槽(2)以及涨紧导辊(3)相对的收束组件(5)。
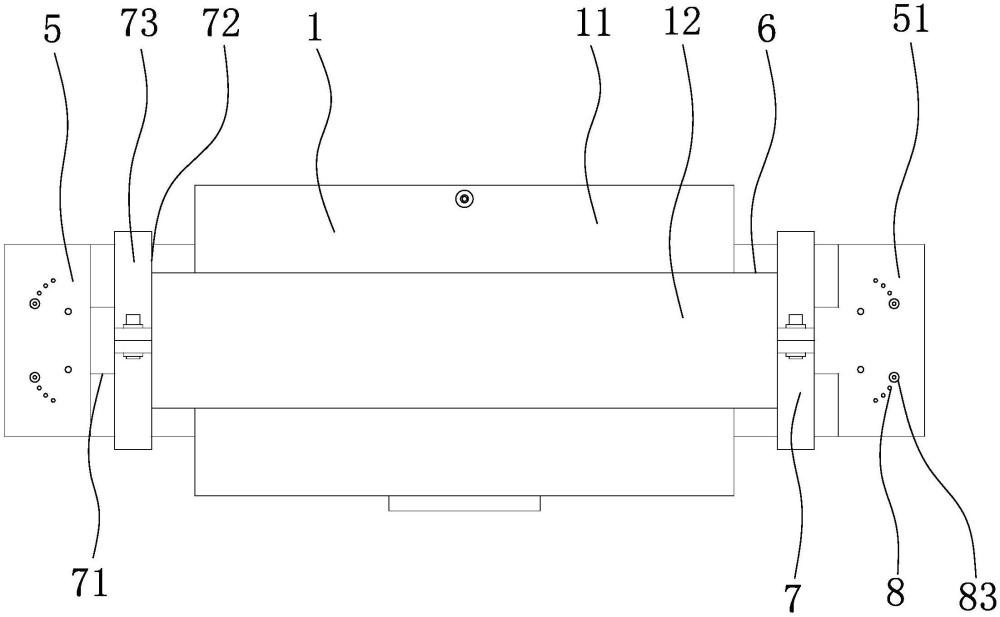
2.根据权利要求1所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的外壳体(1)包括上下拼合的主壳体(11),所述的主壳体(11)两侧接口处由副壳体(12)封闭,所述的主壳体(11)与副壳体(12)之间设置有锁紧组件(6),所述的收束组件(5)通过卡箍组件(7)将外壳体(1)两端端口封闭。
3.根据权利要求2所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的锁紧组件(6)设置在主壳体(11)两侧的翻边(61),所述的副壳体(12)具有与翻边(61)滑动插接的滑槽(62),所述的翻边(61)截面呈l形且所述的滑槽(62)翻边(61)呈t形,所述的翻边(61)相互贴合的一面设置有相互啮合的锁紧齿(63)。
4.根据权利要求3所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的收束组件(5)包括呈长条状的收束口(51),所述的收束口(51)开有与外壳体(1)内部相对的收束槽(52),所述的收束槽(52)内转动安装有调节组件(8)。
5.根据权利要求4所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的调节组件(8)包括调节架体(81),所述的调节架体(81)转动安装有一对调节导辊(82),所述的调节导辊(82)之间留有间隙,所述的调节架体(81)与手术槽之间设置有相互插接的调节销(83)以及调节孔(84)。
6.根据权利要求4所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的卡箍组件(7)包括设置在收束口(51)与外壳体(1)之间且相互插接的卡齿(71),所述的卡齿(71)外侧开有相对的卡槽(72),所述的卡槽(72)内卡接固定有箍圈(73),所述的箍圈(73)通过螺纹件与卡齿(71)安装固定。
7.根据权利要求1所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的电热组件(4)包括设置在外壳体(1)内侧的电热槽(41),所述的电热槽(41)内排布有电热管,所述的电热槽(41)端口由隔离网(42)封闭,所述的电热槽(41)与导热组件连通。
8.根据权利要求7所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的导热组件包括与电热槽(41)连通的热吹风管(43)且所述的热吹风管(43)延伸至外壳体(1)外部,所述的电热槽(41)端口处设置有呈百叶状的导热板(44),所述的外壳体(1)开有与电热槽(41)相对的排风口(45),所述的排风口(45)连接有排风管(46)。
9.根据权利要求8所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的引导槽(2)底部开有与排风口(45)连通的引导口(47)。
10.根据权利要求1所述的汽车密封条用丝束的高速紧张热定型装置,其特征在于,所述的温度传感器分别安装在外壳体(1)的前后端以及中部。
技术总结本技术提供了一种汽车密封条用丝束的高速紧张热定型装置,它解决了丝束热处理变形等问题,其包括外壳体,外壳体内设置有若干平行布置的引导槽,引导槽前后端设置有涨紧导辊,外壳体内设置有与引导槽相对的电热组件以及温度传感器,外壳体两端安装有与引导槽以及涨紧导辊相对的收束组件。本技术具有结构稳定、定型效果好等优点。技术研发人员:葛新,徐继东,方明浩,许文峰,钟小勤,叶丽芳受保护的技术使用者:嘉兴市富达化学纤维厂技术研发日:20230927技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240617/43494.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表