一种装配AK系列步枪枪机框结合的工装的制作方法
- 国知局
- 2024-07-05 17:53:24
本技术专利涉及枪械生产领域,尤其是一种装配ak系列步枪枪机框结合的工装。
背景技术:
1、枪机框结合由枪机框与活塞组成,ak系列步枪子弹自动上膛时枪机框结合会做往复运动,这一过程中枪机框与活塞会受到使二者分离的力,为了保证ak系列步枪到达使用寿命前活塞与枪机框结合不会发生松脱,同时确保枪机框性能、降低枪机框结合装配难度,枪机框与活塞之间通过螺纹和销连接。ak系列步枪枪机框结合10的结构如图1、2所示,其由枪机框101、活塞102组成。为了保证枪机框结合的可靠性,在把销装入枪机框结合之前,需要让活塞外螺纹部完全进入枪机框。
2、现有装配枪机框结合10的工装,如图3所示,底座a 1上有驱动座11,驱动座11上有轴孔,驱动轴2固定在轴孔内,手柄13带动驱动轴2转动,但有限位机构限制驱动轴2沿轴向移动,驱动轴2的粗轴21、细轴22的直径与分别与枪机框簧孔1011、闩孔1012直径相适应。其使用状态如图4所示,工装装配枪机框结合10时,需先将枪机框按图1所示位置插入驱动轴2的粗轴21、细轴22,并让小尾顶面1013与推动面23接触;再用手拿起活塞102,再让外螺纹部1022对准枪机框101前端并接触;然后保持活塞102不动,同时转动手柄13,使活塞102的外螺纹部1022完全进入枪机框101内,完成装配。虽然此工装操作极为简单、便捷,但由于装配过程中活塞全程需要一手拿着活塞,一手操作手柄,在长时间的操作过程中对操作者体力的损耗较大,劳动强度大,导致平均生产效率低下。
技术实现思路
1、本实用新型的目的在于克服上述缺陷,提供一种使用可靠、结构简单、操作简便,能降低劳动强度,有效提高生产效率的装配ak系列步枪枪机框结合的工装。
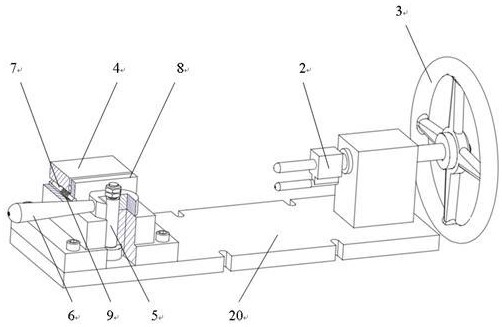
2、本实用新型所采用的技术方案为一种装配ak系列步枪枪机框结合的工装,其要点在于;它包括主体及夹紧机构,主体包含底座b、驱动轴、转动机构 ,底座b的一侧用来固定夹紧机构,另一侧固定有驱动座,驱动座上有驱动轴孔,驱动轴安装在驱动轴孔中,驱动轴比驱动轴孔长,驱动轴沿驱动轴孔移动、绕孔的中心线转动;夹紧机构用于夹紧活塞杆部。
3、本实用新型是在现有装配ak系列步枪枪机框结合的工装的基础上进行改进,保留驱动座的基本结构,更改驱动轴的固定方式,使其可以在驱动轴孔内轴向运动;加大底座的面积,在底座左侧增加一个夹紧机构,用夹紧机构代替人力来定位、夹紧活塞,操作者在工作中只要操作转动机构即可,以减少操作者的工作强度,同时提高装配效率。
4、夹紧机构由钳口座、凸轮轴、凸轮手柄、芯杆、活动钳口、弹簧构成,钳口座固定在底座b上,凸轮手柄通过凸轮轴固定在钳口座上,并绕凸轮轴转动;芯杆一端固定在活动钳口上,另一端沿钳口座导向阶梯孔轴向移动;两根芯杆对称固定于钳口座两侧,弹簧套在芯杆外,活动钳口通过两根芯杆定位,由凸轮手柄限位,并借助弹簧和凸轮手柄实现夹紧机构的放松和夹紧。
5、本实用新型利用凸轮手柄的不同径向距离来实现活动钳口的夹紧,通过弹簧使活动钳口张开,从而实现对活塞杆部夹紧和装卸。
6、所述的弹簧为压簧。
7、钳口座的固定夹紧面与活动钳口的活动夹紧面都是圆弧面,轴线处于同一水平面上,且直径与活塞杆部直径相适应。二者间转换平滑。
8、钳口座的固定夹紧面与底座b的驱动轴孔同轴。这样能保证装配顺畅。
9、芯杆与导向阶梯孔小孔部分为间隙配合,定位活动钳口的同时,为活动钳口的移动起导向作用。
10、所述的驱动轴上有粗轴、细轴,粗轴和细轴的直径与分别与枪机框簧孔、闩孔直径相适应,且粗轴、细轴间距离与枪机框闩孔、簧孔间距离一致。此部分与现有技术相同。
11、转动机构为手轮。转动机构也可使用目前的手柄,但手轮可两手操作,省力。
12、本实用新型的有益效果是:通过增加夹紧机构,以机械夹紧代替人工手持,在保证操作简便的前提下,显著降低操作者工作强度,提高总体装配效率。整体结构简单,方便维护。
技术特征:1.一种装配ak系列步枪枪机框结合的工装,其特征是:它包括主体及夹紧机构,主体包含底座b(20)、驱动轴(2)、转动机构(3),底座b(20)的一侧用来固定夹紧机构,另一侧固定有驱动座(11),驱动座上有驱动轴孔(12),驱动轴(2)安装在驱动轴孔(12)中,驱动轴比驱动轴孔长,驱动轴沿驱动轴孔(12)移动、且绕孔的中心线转动;夹紧机构用于夹紧活塞杆部。
2.根据权利要求1所述的一种装配ak系列步枪枪机框结合的工装,其特征是:夹紧机构由钳口座(4)、凸轮轴(5)、凸轮手柄(6)、芯杆(7)、活动钳口(8)、弹簧(9)构成,钳口座(4)固定在底座b(20)上,凸轮手柄(6)通过凸轮轴(5)固定在钳口座上,并绕凸轮轴(5)转动;芯杆(7)一端固定在活动钳口(8)上,另一端沿钳口座(4)导向阶梯孔(41)轴向移动;两根芯杆(7)对称固定于钳口座(4)两侧,弹簧(9)套在芯杆外,活动钳口(8)通过两根芯杆(7)定位,由凸轮手柄(6)限位,并借助弹簧(9)和凸轮手柄(6)实现夹紧机构的放松和夹紧。
3.根据权利要求2所述的一种装配ak系列步枪枪机框结合的工装,其特征是:所述的弹簧(9)为压簧。
4.根据权利要求1所述的一种装配ak系列步枪枪机框结合的工装,其特征是:钳口座(4)的固定夹紧面(43)与活动钳口(8)的活动夹紧面(81)都是圆弧面,轴线处于同一水平面上,且直径与活塞杆部(1021)直径相适应。
5.根据权利要求4所述的一种装配ak系列步枪枪机框结合的工装,其特征是:钳口座(4)的固定夹紧面(43)与底座b(20)的驱动轴孔(12)同轴。
6.根据权利要求1所述的一种装配ak系列步枪枪机框结合的工装,其特征是:芯杆(7)与导向阶梯孔(41)小孔部分为间隙配合,定位活动钳口(8)的同时,为活动钳口(8)的移动起导向作用。
7.根据权利要求1所述的一种装配ak系列步枪枪机框结合的工装,其特征是:所述的驱动轴(2)上有粗轴(21)、细轴(22),粗轴和细轴的直径与分别与枪机框簧孔(1011)、闩孔(1012)直径相适应,且粗轴(21)、细轴(22)间距离与枪机框簧孔(1011)、闩孔(1012)间距离一致。
8.根据权利要求1所述的一种装配ak系列步枪枪机框结合的工装,其特征是:转动机构(3)为手轮。
技术总结一种装配AK系列步枪枪机框结合的工装,其要点在于;它包括主体及夹紧机构,主体包含底座B、驱动轴、转动机构,底座B的一侧用来固定夹紧机构,另一侧固定有驱动座,驱动座上有驱动轴孔,驱动轴安装在驱动轴孔中,驱动轴比驱动轴孔长,驱动轴沿驱动轴孔移动、绕孔的中心线转动;夹紧机构用于夹紧活塞杆部。夹紧机构包括钳口座、凸轮手柄、凸轮轴、芯杆、活动钳口、弹簧;活动钳口通过两根芯杆定位,借由芯杆上的弹簧和凸轮手柄实现夹紧机构的放松与夹紧。本技术的有益效果是:结构简单,方便维护;还基本沿用了原工装的结构,保证了使用可靠性,同时在减少人力消耗的前提下,保证了操作方法简便性、提高了生产效率。技术研发人员:冯建铭,姜洪淦,余秋华,宋有龙受保护的技术使用者:福建兵工装备有限公司技术研发日:20231018技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240617/49493.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表