一种进退搭接碾压方法与流程
- 国知局
- 2024-07-09 17:09:04
本发明属于碾压施工,尤其涉及一种进退搭接碾压方法。
背景技术:
1、碾压是堤坝施工过程中的重要一环,碾压质量直接关系到堤坝的安全。碾压的质量不仅关系着堤坝整体的施工进度,还可避免因施工质量不好导致的二次返工带来施工成本的增加。如何更好地保证碾压作业的施工质量,是施工人员一直所关注的。
2、目前,传统的堤坝碾压施工方法主要分为搭接碾压法和进退错距法,搭接碾压法是指碾压机械在同一碾迹带上连续完成全部碾压遍数后,再移动碾磙到下一碾迹带,相邻碾迹带之间设置一定的搭接区域;进退错距法是利用相邻两个碾压区域存在较大重叠区域的原理,在连续两次碾压作用下使重叠区域满足相应的碾压遍数。
3、但是,搭接碾压法完成碾压的碾迹带与相邻未碾压部位会形成一定的高差,存在碾压质量一次合格率较低的问题;进退错距法难以保证完成错距,并且会在已完成碾压的作业面造成转向车辙,同时该方法未考虑车辆行进路线的偏差。
技术实现思路
1、本申请实施例的目的在于提供一种进退搭接碾压方法,旨在解决搭接碾压法完成碾压的碾迹带与相邻未碾压部位会形成一定的高差,存在碾压质量一次合格率较低的问题;进退错距法难以保证完成错距,并且会在已完成碾压的作业面造成转向车辙,同时该方法未考虑车辆行进路线的偏差等问题。
2、本申请实施例是这样实现的,一种进退搭接碾压方法,所述方法包括:
3、获取碾压作业面数据,所述碾压作业面数据包括:碾压作业面宽度、碾压作业面长度、碾压轮净宽;
4、根据所述碾压作业面数据确定搭接宽度、碾压轮错距、转向错距区长度、碾迹带条数,所述搭接宽度为碾迹带重叠部分,所述碾压轮错距为碾压轮净宽减去所述搭接宽度,所述碾迹带条数为碾压车辆的碾压轨迹数量,所述转向错距区长度为碾压车辆从某一碾迹带行驶至下一相邻碾迹带所需转向错车需要的长度;
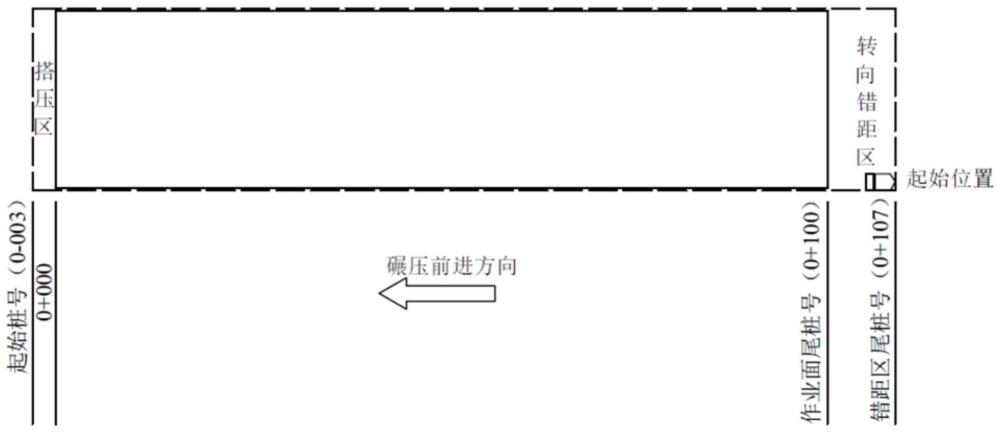
5、沿碾压作业面长度方向设置起始桩号、碾压作业面尾桩号,转向错距区尾桩号;
6、碾压车辆从转向错距区尾桩号,沿碾压作业面左边界开始向起始桩号进行静碾压,至起始桩号后原路后退至转向错距区尾桩号,完成一条碾迹带的静碾压;碾压车辆向右转动至下一条碾迹带,开始下一条碾迹带的静碾压,重复以上过程直至完成全部碾迹带的静碾压;
7、碾压车辆从转向错距区尾桩号,沿碾压作业面右边界行驶至碾压作业尾桩号后开始向起始桩号进行振动碾压,至起始桩号后原路后退至碾压作业面尾桩号,完成一条碾迹带的振动碾压;碾压车辆关闭振动,后退至向转向错距区尾桩号,向左转动至下一条碾迹带后,进行下一条碾迹带的振动碾压,重复以上过程直至完成全部碾迹带的第一次振动碾压;
8、碾压车辆从转向错距区尾桩号,沿碾压作业面左边界行驶至碾压作业尾桩号后开始向起始桩号进行振动碾压,至起始桩号后原路后退至碾压作业面尾桩号,完成一条碾迹带的振动碾压;碾压车辆关闭振动,后退至向转向错距区尾桩号,碾压车辆向右转动至下一条碾迹带后,进行下一条碾迹带的振动碾压,重复以上过程直至完成全部碾迹带的第二次振动碾压;
9、其中,静碾压过程碾压车辆从碾压作业面左边界到右边界,第一次振动碾压过程碾压车辆从碾压作业面右边界到左边界,第二次振动碾压过程碾压车辆从碾压作业面左边界到右边界,上述碾压过程共同组成一次进退搭接碾压作业。
10、本申请实施例提供的一种进退搭接碾压法,各碾迹带每进行一次前进和原路后退碾压,就在转向错距区碾压轮错距转向一次,进行下一条碾迹带碾压,碾压轮错距距离由搭接宽度进行控制,重复以上过程直至完成全部碾压遍数,将振动碾压搭接宽度区域缩小,同时增加碾压轮错距转向次数,保证碾压作业面均匀碾压,进退搭接碾压法与常规搭接法相比,开启振动碾压长度相同,增加了少量碾压轮错距路径长度,避免了一次碾压成型带来不均匀性;进退搭接碾压法与常规错距法相比,开启振动碾压长度大幅减少,增加了少量错距路径长度,明显减少了碾压路径长度、同时实现了相同的均匀碾压效果。
技术特征:1.一种进退搭接碾压方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种进退搭接碾压方法,其特征在于,所述碾压作业面宽度,通过下式得到:
3.根据权利要求1所述的一种进退搭接碾压方法,其特征在于,所述碾迹带条数,通过下式得到:
4.根据权利要求1所述的一种进退搭接碾压方法,其特征在于,所述搭接宽度,通过下式得到:
5.根据权利要求1所述的一种进退搭接碾压方法,其特征在于,所述碾压轮错距,通过下式得到:
6.根据权利要求1所述的一种进退搭接碾压方法,其特征在于,所述转向错距区长度,通过下式得到:
7.根据权利要求1所述的一种进退搭接碾压方法,其特征在于,所述静碾压遍数为2遍。
8.根据权利要求1所述的一种进退搭接碾压方法,其特征在于,所述振动碾压遍数为4遍。
技术总结本发明适用于碾压施工技术领域,提供了一种进退搭接碾压方法,所述方法包括:获取碾压作业面数据,碾压作业面数据包括:碾压作业面宽度、碾压作业面长度、碾压轮净宽,根据碾压作业面数据确定搭接宽度、碾压轮错距、转向错距区长度、碾迹带条数;沿碾压作业面长度方向设置起始桩号、碾压作业面尾桩号,转向错距区尾桩号;各碾迹带每进行一次前进和原路后退碾压,就在转向错距区碾压轮错距一次碾磙至下一条碾迹带,碾压轮错距距离由搭接宽度进行控制,重复以上过程直至完成全部碾压遍数;较传统搭接法增加了少量碾压轮错距次数、避免了一次碾压成型带来不均匀性,较传统错距碾压法明显减少了振动碾压路径长度、同时实现了相同的均匀碾压效果。技术研发人员:王永亮,任晓磊,张心欣,张玮,曹林宽,郎超,刘彦卿,杨振锋,王若欢受保护的技术使用者:河北省水利科学研究院技术研发日:技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240617/56955.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表