用于制造具有声学表皮的定位控制的声学衰减结构的方法与流程
- 国知局
- 2024-06-21 11:31:22
本发明涉及声学衰减结构或面板的总体领域。更具体地,本发明涉及用于减少飞行器发动机(如燃气轮机或其排气部)中产生的噪声的声学衰减结构。
背景技术:
1、声学衰减结构通常包括可透过期望衰减的声波的声学表面板或表皮和称为“封闭板”的全反射板或表皮,如蜂窝或多孔结构之类的单元体设置在这两个壁之间。以众所周知的方式,这种面板形成亥姆霍兹型谐振器,其使得能够衰减特定频率范围内的声波。在文献us 5 912 442和gb 2 314526中特别描述了此类型的声学衰减结构。
2、这些声学衰减结构仅限于简单单元的形状,如常规型结构的肺泡体形状。因此,所获得的声学性能仅限于非常窄的频率范围内的吸收。
3、增加声学衰减频率范围的一个解决方案是叠加具有不同单元形状和尺寸的两个单元体。该解决方案的缺点是显著增加了声学衰减结构的体积。
4、另一种已知的解决方案包括如文献fr 3 082 987中所述在肺泡体中放置敞开的截头圆锥体。如果该解决方案能够减少声学衰减结构的体积,那么在使用多孔声学表皮的情况下,已证明其制造是精细的。在这种情况下,在表皮中形成多个穿孔,以便允许声波被衰减以穿透结构的各单元。可以在声学表皮与简单蜂窝型单元体组装之后进行穿孔。另一方面,在使用包括如容纳在肺泡体中的截头圆锥体的复杂声学单元的声学衰减面板的情况下,在组装后不穿透声学表皮而没有损坏容纳在肺泡体中的截头锥体或其它元件的风险。事实上,不能设想在离开表皮时立即中断穿透工具(例如,钻头)的行程,因为当离开表皮时穿透还未完成,这将损害结构的声学性能。
5、因此,在制造包括复杂声学单元的声学衰减结构的情况下,由此较佳地在声学表皮与声学衰减面板组装之前穿透声学表皮。然而,在这种情况下,关于具有声学衰减面板的多孔声学表皮的精确定位仍然存在显著的困难。实际上,非常重要的是,声学表皮的穿孔通向由复杂声学单元界定的腔体中,而不是通到面板的诸如单元的边缘的实心部分上,从而不损害结构的声学性能。在大尺寸的声学衰减结构上,声学表皮的小的局部对准偏移会在部件的末端处导致穿孔与声学单元的腔体之间的显著错位。
6、此外,当穿孔由于未对准而开通到面板的实心部分上时,这些穿孔变成盲孔,这些盲孔在声学上是无用的并且在空气动力学上是有害的,因为它们导致声学表皮的阻力增加。
技术实现思路
1、因此,本发明的主要目的是提出一种不存在上述缺点的声学衰减结构。
2、根据本发明,该目的的实现得益于一种用于制造声学衰减结构的方法,该方法包括以下步骤:
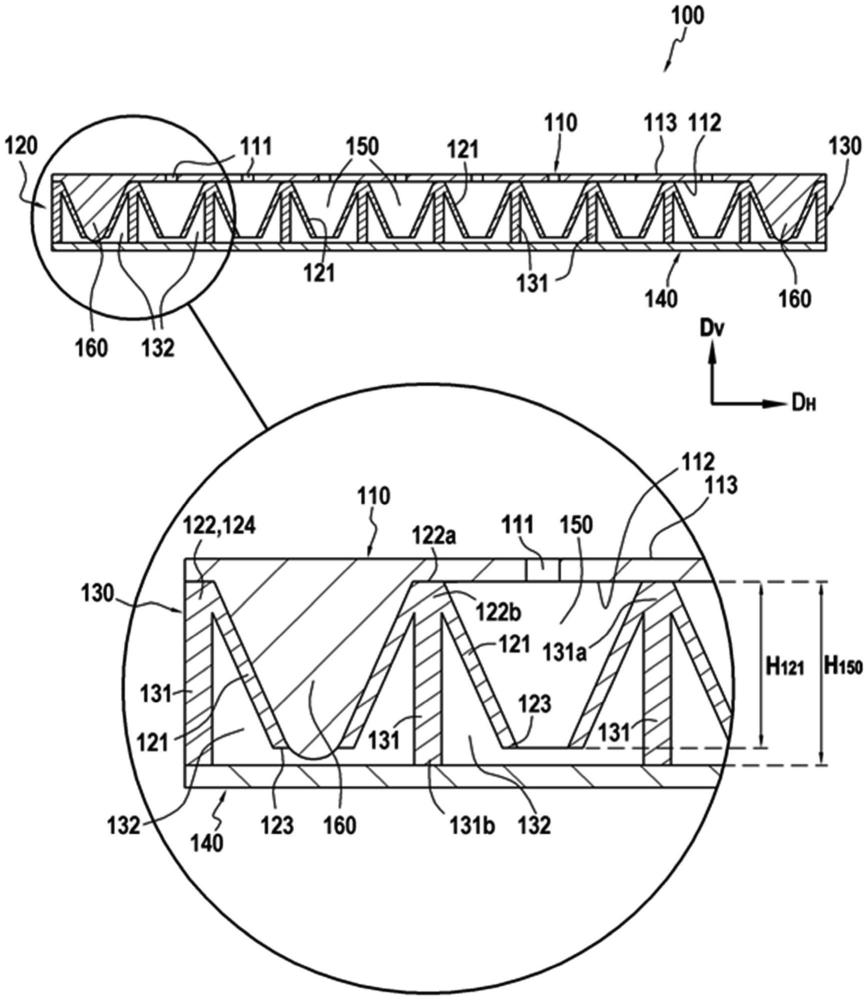
3、-制作复杂声学多元件面板,该复杂声学多元件面板包括多个中空复杂声学元件和多个隔件,中空复杂声学元件各自具有在基部与顶部之间逐渐变窄的形状,多个隔件形成声学腔体,每个复杂声学元件容纳在声学腔体中以形成声学单元;
4、-制作第一表皮;
5、-在第一表皮上的确定位置处穿透多个穿孔,以形成多穿孔声学表皮;
6、-组装复杂声学多元件面板的面部与多穿孔声学表皮的组装面部,
7、其特征在于,多穿孔声学表皮在其组装面部上包括存在于确定位置处的多个定位柱体,每个定位柱体构造成在组装复杂声学多元件面板与多穿孔声学表皮期间与中空复杂声学元件或声学腔体协配,并且一个或多个定位柱体的形状与中空复杂声学元件的内形状互补。
8、由于本发明的方法,可以在组装声学表皮与结构的其它元件之前在声学表皮中进行穿孔,从而允许完全和均匀地穿透表皮,同时在组装声学表皮与所述面板期间确保穿孔相对于复杂声学多元件面板的声学单元的精确定位。
9、根据本发明的方法的第一具体方面,一个或多个定位柱体的形状与声学腔体的形状互补。
10、根据本发明的方法的第二具体方面,声学衰减结构还包括将复杂声学多元件面板的与由多穿孔声学表皮覆盖的面部相对的面部与封闭表皮的组装面部组装。
11、根据本发明的方法的第三具体方面,至少一个定位柱体包括固定构件。由定位柱体构成的材料储备有利地用作固定构件的保持基部,固定构件特别能够参与固定声学衰减结构。
12、根据本发明的方法的第四具体方面,该复杂声学元件具有金字塔形、圆锥形或螺旋形形状。
13、根据本发明的方法的第五具体特征,至少复杂声学多元件面板由填充或未填充的热塑性或热固性材料制成。这使得能够控制结构的总质量,因为复杂声学元件可以通过注射形成并且具有非常薄的厚度。
14、根据本发明的方法的第六具体特征,复杂声学多元件面板由填充或未填充的热塑性或热固性材料的注射压缩制成。注射压缩使得能够进一步减小复杂声学元件的壁厚。
15、根据本发明的方法的第七具体方面,每个定位柱体通过热塑性冲压包覆模制或用金属插入件冲压而与声学表皮一起制造。
16、根据本发明的方法的第八具体方面,定位柱体和声学表皮由热塑性材料制成,通过焊接或粘合到所述表皮上来添加每个定位柱体。
17、根据本发明的方法的第九具体方面,每个定位柱体通过增材制造制成。
18、根据本发明的方法的第十具体方面,复杂声学多元件面板和多个隔件通过填充或未填充的热塑性或热固性材料的注射而制成单件。声学衰减结构的制造在此处被大大简化,因为复杂声学元件已经相对于隔件定位。
19、本发明还涉及一种声学衰减结构,该声学衰减结构包括:
20、-复杂声学多元件面板,该复杂声学多元件面板包括多个中空复杂声学元件和多个隔件,中空复杂声学元件各自具有在基部与顶部之间逐渐变窄的形状,多个隔件形成声学腔体,每个复杂声学元件容纳在声学腔体中以形成声学单元;
21、-包括多个穿孔的多穿孔声学表皮,所述声学表皮具有固定在复杂声学多元件面板的面部上的组装面部;
22、其特征在于,多穿孔声学表皮在其组装面部上包括存在于确定位置处的多个定位柱体,每个定位柱体与中空复杂声学元件或复杂声学多元件面板的声学腔体协配,并且,一个或多个定位柱体的形状与所述中空复杂声学元件的内形状互补。
技术特征:1.一种用于制造声学衰减结构(100)的方法,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,一个或多个定位柱体的形状与所述声学腔体的形状互补。
3.根据权利要求1或2所述的方法,其特征在于,所述声学衰减结构(200)还包括将所述复杂声学多元件面板(220)的与由所述多穿孔声学表皮(210)覆盖的面部相对的面部与封闭表皮(240)的组装面部组装。
4.根据权利要求1至3中任一项所述的方法,其特征在于,至少一个定位柱体包括固定构件。
5.根据权利要求1至4中任一项所述的方法,其特征在于,所述复杂声学元件(121)具有金字塔形、圆锥形或螺旋形形状。
6.根据权利要求1至5中任一项所述的方法,其特征在于,至少所述复杂声学多元件面板(120)由填充或未填充的热塑性或热固性材料制成。
7.根据权利要求6所述的方法,其特征在于,至少所述复杂声学多元件面板(120)由填充或未填充的热塑性或热固性材料注射制成。
8.根据权利要求7所述的方法,其特征在于,所述复杂声学多元件面板(120)和所述多个隔件(131)通过填充或未填充的热塑性或热固性材料的注射而制成单件。
9.根据权利要求1至8中任一项所述的方法,其特征在于,每个定位柱体通过热塑性冲压包覆模制或用金属插入件冲压而与声学表皮一起制造。
10.根据权利要求1至8中任一项所述的方法,其特征在于,所述定位柱体和所述声学表皮由热塑性材料制成,通过焊接或粘合到所述表皮上来添加每个定位柱体。
11.根据权利要求1至8中任一项所述的方法,其特征在于,每个定位柱体通过增材制造制成。
12.一种声学衰减结构(100),包括:
技术总结一种用于制造声学衰减结构(100)的方法,包括以下步骤:‑生产复杂声学多元件面板(120),其包括多个中空复杂声学元件(121)和形成声学腔体(132)的多个隔件(131),每个复杂声学元件容纳在声学腔体中以形成声学单元(150);‑生产第一表皮;‑在第一表皮上的确定位置处穿透多个穿孔(111),以形成多穿孔声学表皮(110);‑组装复杂声学多元件面板(120)和多穿孔声学表皮(110)。多穿孔声学表皮(110)在其组装面部(112)上包括多个定位柱体(160),定位柱体构造成在组装复杂声学多元件面板(120)和多穿孔声学表皮期间与中空复杂声学元件(121)或声学腔体协配。技术研发人员:N·P·兰凡特,H·L·埃尔格拉维,P·邓里维受保护的技术使用者:赛峰集团技术研发日:技术公布日:2024/3/4本文地址:https://www.jishuxx.com/zhuanli/20240618/22031.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表